Вам также может понравиться
- Manual Basico de SeguridadДокумент444 страницыManual Basico de Seguridademilio.95% (58)
- Explicacion Del Convenio de EstocolmoДокумент23 страницыExplicacion Del Convenio de Estocolmokatherine2901100% (1)
- Evaluacion Seguridad VialДокумент4 страницыEvaluacion Seguridad VialWILSON QUIÑONEZ100% (1)
- Conduccion Eficiente en Los Vehiculos Industriales PDFДокумент33 страницыConduccion Eficiente en Los Vehiculos Industriales PDFjavi pascualОценок пока нет
- Cuaderno de Informes 9Документ9 страницCuaderno de Informes 9Alexandra CastroОценок пока нет
- Entregable 1 Mejora de MétodosДокумент12 страницEntregable 1 Mejora de MétodosAriana EstefaniaОценок пока нет
- CORT-POLOДокумент12 страницCORT-POLOJeremy Paul Zegarra CamposОценок пока нет
- Olivares Rodriguez AlexanderДокумент24 страницыOlivares Rodriguez AlexanderMichael CP100% (1)
- Ssoma-P.018 Gestion de Cambio Rev. 001Документ8 страницSsoma-P.018 Gestion de Cambio Rev. 001katherine2901Оценок пока нет
- Senati EhhДокумент9 страницSenati EhhAndréHernaniОценок пока нет
- Decima Edicion Revista High Logistics Review, Marzo de 2016 PDFДокумент27 страницDecima Edicion Revista High Logistics Review, Marzo de 2016 PDFEsteban Goyeneche100% (1)
- Calidad Topy-TopДокумент37 страницCalidad Topy-TopYep PolinoCotОценок пока нет
- JIT A Empresa Metal MecanicaДокумент8 страницJIT A Empresa Metal MecanicaFrank Yorck Balbin Perez100% (1)
- tr5 Formación Práctica CaroДокумент31 страницаtr5 Formación Práctica CaroCaro JIОценок пока нет
- Trabajo Final Administración de Operaciones 2Документ28 страницTrabajo Final Administración de Operaciones 2CinthiaPDLFОценок пока нет
- Analizar de Manera Preventiva Las Fallas Potenciales de Máquinas Del Metro de LimaДокумент18 страницAnalizar de Manera Preventiva Las Fallas Potenciales de Máquinas Del Metro de LimaBrayan Alejandro Rivera GuevaraОценок пока нет
- Trabajo+Finl Admi TributariaДокумент13 страницTrabajo+Finl Admi TributariaElvis EspinozaОценок пока нет
- Cadena de Valor-El CarmenДокумент2 страницыCadena de Valor-El CarmenPaoloОценок пока нет
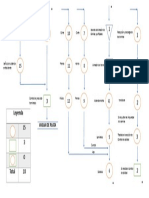
- Proceso de fabricación de laminas de plataДокумент1 страницаProceso de fabricación de laminas de plataJeremys Candela CamposОценок пока нет
- Entregable Matematica FinancieraДокумент9 страницEntregable Matematica FinancieraClaudia Patricia Zambrano ReyesОценок пока нет
- Fideos El TriunfoДокумент11 страницFideos El TriunfoCésar Fernando Melquiades BravoОценок пока нет
- Industria SДокумент3 страницыIndustria SCarlos SilupuОценок пока нет
- Actividad Entregable Calidad en La Industria 4.0 Tr01 y Tr02Документ17 страницActividad Entregable Calidad en La Industria 4.0 Tr01 y Tr02Dani Barahona HuamanОценок пока нет
- Logística Restricciones de Las Vias de TransporteДокумент11 страницLogística Restricciones de Las Vias de TransporteBella JorgeОценок пока нет
- TR2 Estudio Del Trabajo - EctДокумент6 страницTR2 Estudio Del Trabajo - EctEDWIN EDWARD CAPCHA TINOCOОценок пока нет
- Proyecto de 6to Semestre JACMIL DISTRIBUCIONES PDFДокумент32 страницыProyecto de 6to Semestre JACMIL DISTRIBUCIONES PDFKaterine HuamanОценок пока нет
- Practica de Campo 1.metodos 2 3199Документ1 страницаPractica de Campo 1.metodos 2 3199RigoberОценок пока нет
- Gestion de Calidad t2 - 15.10Документ35 страницGestion de Calidad t2 - 15.10Luis AngelОценок пока нет
- Práctica 2 de Administración de PersonalДокумент4 страницыPráctica 2 de Administración de PersonalRichard GuillenОценок пока нет
- Caso Black Pot CompanyДокумент10 страницCaso Black Pot CompanyAdolfo Oyarzún Silva100% (1)
- Test 04 - M1 - 12 - 16Документ3 страницыTest 04 - M1 - 12 - 16harold greffaОценок пока нет
- CV SenatiДокумент2 страницыCV Senatiedinson100% (2)
- Trabajo UpnДокумент5 страницTrabajo Upnjamy Merino HerreraОценок пока нет
- Análisis de costos EXW y FOB para exportación de mango KentДокумент18 страницAnálisis de costos EXW y FOB para exportación de mango KentMariangela Arevalo TanchivaОценок пока нет
- Elementos Que Dieron Pauta para La Manufactura EsbeltaДокумент12 страницElementos Que Dieron Pauta para La Manufactura Esbeltaceor260% (1)
- Mapa Conceptual Gestion VisualДокумент2 страницыMapa Conceptual Gestion VisualJoaquin AguirreОценок пока нет
- DIAGRAMA DE ANALISIS DE PROCESO PARA ROPA DE TRABAJOДокумент1 страницаDIAGRAMA DE ANALISIS DE PROCESO PARA ROPA DE TRABAJONandito Duran HerreraОценок пока нет
- Tr2 Logistica IIДокумент11 страницTr2 Logistica IIKatya naydu Castillo aranaОценок пока нет
- Senati PDFДокумент5 страницSenati PDFAna Abigail Gonzalo ChambillaОценок пока нет
- TIPOS PROCESOS PRODUCTIVOS FLUIRДокумент3 страницыTIPOS PROCESOS PRODUCTIVOS FLUIRJavi GoicoecheaОценок пока нет
- Tabajo Final Costos AvanceДокумент11 страницTabajo Final Costos AvanceJuan Jose Rodriguez CasalloОценок пока нет
- 6ta Clase Simulacion Manual EJERC 25 Octubre2021Документ8 страниц6ta Clase Simulacion Manual EJERC 25 Octubre2021Oscar AlemánОценок пока нет
- S07.s1 - CASO AMAZONДокумент1 страницаS07.s1 - CASO AMAZONkri kriОценок пока нет
- Diagrama DOPДокумент1 страницаDiagrama DOPMilagros NietoОценок пока нет
- FOROДокумент3 страницыFOROmiguel olivos100% (1)
- Modelos Especiales de InventarioДокумент11 страницModelos Especiales de InventarioJ&G MultiserviciosОценок пока нет
- Registro de Interesados F-01Документ5 страницRegistro de Interesados F-01J- AОценок пока нет
- CV - Alexander Quisperoca ChecyaДокумент2 страницыCV - Alexander Quisperoca ChecyaalexanderОценок пока нет
- Mapa de Proceso Backus PDFДокумент2 страницыMapa de Proceso Backus PDFJackeline Serrano Del CarpioОценок пока нет
- Proyecto de MejoraДокумент57 страницProyecto de MejoraAbel YabarОценок пока нет
- Naid-450 TrabajofinalДокумент3 страницыNaid-450 TrabajofinalAngie Jiménez Apreciado100% (1)
- CASO GW YICHANG y CIAДокумент1 страницаCASO GW YICHANG y CIAKebyn MarcaОценок пока нет
- Alicorp Gestion de ProcesosДокумент10 страницAlicorp Gestion de ProcesosKaren Mariana Luyo CastroОценок пока нет
- Naid Naid-431 TrabajofinalДокумент4 страницыNaid Naid-431 TrabajofinalDylan QL75% (4)
- Control de Lectura 1Документ8 страницControl de Lectura 1Miguel PomaОценок пока нет
- Dap. MantenimientoДокумент13 страницDap. MantenimientoRuth Eb100% (1)
- Tr1-Administración TributariaДокумент8 страницTr1-Administración TributariaJancito ReyesОценок пока нет
- Indicadores de ALmacenamiento CDIДокумент4 страницыIndicadores de ALmacenamiento CDILuis Chavez reyesОценок пока нет
- TR2 - Cubicaje e Indicadores de Distribucion de TransporteДокумент9 страницTR2 - Cubicaje e Indicadores de Distribucion de TransporteMiguel LeyvaОценок пока нет
- Trabajo Final de Administracion de Operaciones IiДокумент14 страницTrabajo Final de Administracion de Operaciones IiTreicy morales janampaОценок пока нет
- Rosatel TFДокумент22 страницыRosatel TFmoises rodriguezОценок пока нет
- Trabajo Final Derecho AdministrativoДокумент11 страницTrabajo Final Derecho AdministrativoChristian Manuttupa FueroОценок пока нет
- Estrategias Prácticas para Agregar Valor A Su EmpresaДокумент4 страницыEstrategias Prácticas para Agregar Valor A Su EmpresaVictor Ricardo Huaman LandaОценок пока нет
- PM Despacho LosaroДокумент64 страницыPM Despacho LosarojorgeОценок пока нет
- Administración Industrial Semestre VДокумент29 страницAdministración Industrial Semestre Verickblancas100% (3)
- Administracion de Operaciones IiДокумент49 страницAdministracion de Operaciones IiAnn RosseОценок пока нет
- Corregir IperДокумент16 страницCorregir IperNelida Jimenez ChullaОценок пока нет
- Estudio de Riesgos 2014Документ60 страницEstudio de Riesgos 2014katherine2901Оценок пока нет
- Exportacion de Carteras de Cuero A SuizaДокумент16 страницExportacion de Carteras de Cuero A Suizakatherine2901Оценок пока нет
- Estudio de Riesgos IIДокумент25 страницEstudio de Riesgos IIkatherine2901Оценок пока нет
- Compendio 01 - Marco Normativo General 2Документ281 страницаCompendio 01 - Marco Normativo General 2Exito ExitoОценок пока нет
- Equipos de Protección OSHAДокумент2 страницыEquipos de Protección OSHAkatherine2901Оценок пока нет
- Plan If Icac I One Strategic AДокумент19 страницPlan If Icac I One Strategic AVP CURSO NORMAS CONTABLESОценок пока нет
- ExpFallasTierra MEM Agosto2014Документ74 страницыExpFallasTierra MEM Agosto2014katherine2901Оценок пока нет
- El Núcleo EstratégicoДокумент12 страницEl Núcleo EstratégicoJosé Luis Urquidi CabreraОценок пока нет
- La Crisis No Va DesaparecerДокумент26 страницLa Crisis No Va DesaparecerAN VirОценок пока нет
- Libro Fiscalizacion Ambiental Reflexiones Atribuciones OEFAДокумент417 страницLibro Fiscalizacion Ambiental Reflexiones Atribuciones OEFAkettyОценок пока нет
- Plan de Contingencias 2013Документ4 страницыPlan de Contingencias 2013katherine2901Оценок пока нет
- Convenio de Estocolmo Sobre Contaminantes Organicos PersistentesДокумент42 страницыConvenio de Estocolmo Sobre Contaminantes Organicos PersistentesFundación Azul AmbientalistasОценок пока нет
- Leasing FinalДокумент49 страницLeasing Finalkatherine2901Оценок пока нет
- Bolsa de Valores de Nueva YorkДокумент17 страницBolsa de Valores de Nueva Yorkkatherine2901Оценок пока нет
- Leasing FinalДокумент49 страницLeasing Finalkatherine2901Оценок пока нет
- Resumen Ejecutivo CalzadaДокумент38 страницResumen Ejecutivo CalzadaLuis Miguel Matamoros CastroОценок пока нет
- Tarifas Jujuy PDFДокумент137 страницTarifas Jujuy PDFCarlitos IvanОценок пока нет
- Qué Es La SutranДокумент3 страницыQué Es La SutranJUAN PEREZОценок пока нет
- 4 Jul 2012.36-200800619 01 Angel de Jesus Noguera Contra Flota SanvicenteДокумент19 страниц4 Jul 2012.36-200800619 01 Angel de Jesus Noguera Contra Flota SanvicenteJuankof Enrique BarreraОценок пока нет
- Ord. 201-MML Plan Maestro Del Centro de Lima (1999)Документ34 страницыOrd. 201-MML Plan Maestro Del Centro de Lima (1999)Matteo St100% (1)
- 2.1 Nombre Del Proyecto Y Locauzacsón. 2.1.1 Nombre Del ProyectoДокумент82 страницы2.1 Nombre Del Proyecto Y Locauzacsón. 2.1.1 Nombre Del ProyectoJa-el TurpoОценок пока нет
- Cómo Cambiar - Correa Poli V - Renault Megane Scenic - Guía de SustituciónДокумент12 страницCómo Cambiar - Correa Poli V - Renault Megane Scenic - Guía de SustituciónXavi AgulloОценок пока нет
- Tamaño y Densidad Urbana PDFДокумент268 страницTamaño y Densidad Urbana PDFdaniel GОценок пока нет
- Creación de vías peatonales en Puente PiedraДокумент137 страницCreación de vías peatonales en Puente PiedraSusan LauraОценок пока нет
- Personal SocialДокумент56 страницPersonal SocialMercedes Zevallos AlomiaОценок пока нет
- Normas APA - ICONTECДокумент7 страницNormas APA - ICONTECMarcela Londoño MОценок пока нет
- Guía para Cubicaje de MercancíasДокумент3 страницыGuía para Cubicaje de MercancíasHeidy ContrerasОценок пока нет
- Transfer de Materiales en La Ind PDFДокумент36 страницTransfer de Materiales en La Ind PDFBryan GómezОценок пока нет
- Carmona - Sevilla (Directo Ida-Lab) : Horario y Mapa de La Línea M-124 de AutobúsДокумент7 страницCarmona - Sevilla (Directo Ida-Lab) : Horario y Mapa de La Línea M-124 de AutobúsRebeca DelinoОценок пока нет
- Estrategia LayoutДокумент8 страницEstrategia LayoutreadyplayerONEОценок пока нет
- Examenes Licencias de ConducirДокумент1 страницаExamenes Licencias de ConducirHugo ThompsonОценок пока нет
- Capstone Project 05-02-23 PintadoДокумент156 страницCapstone Project 05-02-23 PintadoAlfredoОценок пока нет
- De Havilland DH.100 VampireДокумент8 страницDe Havilland DH.100 VampireVictor SloamОценок пока нет
- Formación aeronáutica líder 34 añosДокумент45 страницFormación aeronáutica líder 34 añosGdchavez326 ChavezОценок пока нет
- Te Falta El AireДокумент6 страницTe Falta El Airejoshmarquez988Оценок пока нет
- Configurador - Resumen Dacia DusterДокумент8 страницConfigurador - Resumen Dacia DusterJordi PascualОценок пока нет
- Yucra Mamani Wilder Proyecto Mec-3341Документ30 страницYucra Mamani Wilder Proyecto Mec-3341Saavedra LopezОценок пока нет
- Presentacion CorporativaДокумент29 страницPresentacion CorporativaEduardo RicoОценок пока нет
- El Régimen de Transito Aduanero Está Reglamentado Por La Ley General de AduanasДокумент2 страницыEl Régimen de Transito Aduanero Está Reglamentado Por La Ley General de AduanasJoel S. QuispeОценок пока нет
- Carta de AalborgДокумент7 страницCarta de Aalborgguillermo50Оценок пока нет