Вам также может понравиться
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Nakka Nab ResumeДокумент3 страницыNakka Nab ResumeRavi Kiran VedagiriОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- Defining The ProblemДокумент7 страницDefining The ProblemRavi Kiran VedagiriОценок пока нет
- Raguhuramn 12Документ1 страницаRaguhuramn 12Ravi Kiran VedagiriОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Goa TicketДокумент1 страницаGoa TicketRavi Kiran VedagiriОценок пока нет
- Lab 8Документ3 страницыLab 8Ravi Kiran VedagiriОценок пока нет
- Larsen Toubro - 22-08-2010Документ1 страницаLarsen Toubro - 22-08-2010Ravi Kiran VedagiriОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Instruction Manual: RA 0025 F, RA 0040 F, RA 0063 F, RA 0100 FДокумент24 страницыInstruction Manual: RA 0025 F, RA 0040 F, RA 0063 F, RA 0100 FAlexandru SavuОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Selection PDFДокумент5 страницSelection PDFKevin RioОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Sample Quotation For Plumbing WorkДокумент1 страницаSample Quotation For Plumbing WorkIzat Malaya100% (1)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
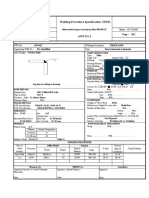
- Welding Procedure Specification (WPS) : Date: 2017/04/09Документ1 страницаWelding Procedure Specification (WPS) : Date: 2017/04/09akalОценок пока нет
- Perform Characteristic of Directional Relay: Prepared By: B.R.PrajapatiДокумент3 страницыPerform Characteristic of Directional Relay: Prepared By: B.R.PrajapatiBhavik PrajapatiОценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Flushing ProcedureДокумент4 страницыFlushing ProcedureSarif IslamОценок пока нет
- Maryland Metrics - Thread Data ChartsДокумент4 страницыMaryland Metrics - Thread Data ChartsAnonymous VC68Xndnu9Оценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Uec 3 & Uec3 MPC Manual440-12100Документ40 страницUec 3 & Uec3 MPC Manual440-12100Periyasamy Chellaiah50% (2)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Assesment of Textile Dyeing Units and ZLD at Tirupur - CPCB PDFДокумент87 страницAssesment of Textile Dyeing Units and ZLD at Tirupur - CPCB PDFVishal Duggal100% (1)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Delphi Mt88 Engine Control ModuleДокумент2 страницыDelphi Mt88 Engine Control ModuleAngelJoseОценок пока нет
- Kato 2006Документ11 страницKato 2006Vempalle RafiОценок пока нет
- Iso 9624Документ12 страницIso 9624Ayman S. AshourОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Effect of PH On FlotationДокумент10 страницEffect of PH On FlotationInnocent Achaye100% (1)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Oil Stone ChartДокумент4 страницыOil Stone ChartVishal VajatОценок пока нет
- 2Документ60 страниц2Al-Amin RazakОценок пока нет
- What Is Silica FumeДокумент2 страницыWhat Is Silica FumeAmmarОценок пока нет
- Phase Changes Independent Practice Spring 2016Документ3 страницыPhase Changes Independent Practice Spring 2016Jarrod CollinsОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Scheme - G Sixth Semester (Me, MH, Mi)Документ49 страницScheme - G Sixth Semester (Me, MH, Mi)RazeenKhanОценок пока нет
- Green Cosmos AKS Lining PDFДокумент8 страницGreen Cosmos AKS Lining PDFMeng WaiОценок пока нет
- Zubadan Outdoor UnitДокумент9 страницZubadan Outdoor UnitAlex HerzogОценок пока нет
- MSDS Dan LainnyaДокумент5 страницMSDS Dan Lainnyachristian de vano vienijghansОценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- UMC 65nm FAQ 141103Документ56 страницUMC 65nm FAQ 141103LoiLeVanОценок пока нет
- Ster LizerДокумент37 страницSter LizerAnonymous ZFBfN65pОценок пока нет
- Abhitech Prasad RaoДокумент44 страницыAbhitech Prasad RaoSubhasish mukherjeeОценок пока нет
- Manual Triplex PumpДокумент45 страницManual Triplex PumpSalineñoApasionado100% (1)
- Dietrich CatalogДокумент248 страницDietrich CatalogAnonymous PjmE9RJcghОценок пока нет
- IS 428 Washable DistemperДокумент10 страницIS 428 Washable DistempersunitkghoshОценок пока нет
- Guide To PavementДокумент74 страницыGuide To PavementCristian GiurgeaОценок пока нет
- Development in Sizing Machine: By: Tanveer Malik, P.K.Roy & H.K.SinghДокумент24 страницыDevelopment in Sizing Machine: By: Tanveer Malik, P.K.Roy & H.K.SinghAnonymous Pt7NHkat9Оценок пока нет
- REDLINE IdőkapcsolóДокумент2 страницыREDLINE IdőkapcsolórimitomiОценок пока нет