Вам также может понравиться
- Training Session 5: Gas Turbine Repair: by Scott Hastie / Liburdi Turbine ServicesДокумент42 страницыTraining Session 5: Gas Turbine Repair: by Scott Hastie / Liburdi Turbine Serviceskp pkОценок пока нет
- GE Power Systems 7F Users Conference PresentationsДокумент27 страницGE Power Systems 7F Users Conference Presentationsatfrost4638Оценок пока нет
- Technical Information Letter: Thermal Engineering Product Service TIL 1108-R1Документ7 страницTechnical Information Letter: Thermal Engineering Product Service TIL 1108-R1Heryanto SyamОценок пока нет
- 1 151125221535 Lva1 App6892Документ40 страниц1 151125221535 Lva1 App6892Darmawan PutrantoОценок пока нет
- Practical Experience With Single Crystal Turbine Blade RepairsДокумент17 страницPractical Experience With Single Crystal Turbine Blade RepairskatibraОценок пока нет
- Abradable Seals GEДокумент12 страницAbradable Seals GEdimitrisОценок пока нет
- Inspection Check Document IC-52-B2-1001 Rev: AДокумент24 страницыInspection Check Document IC-52-B2-1001 Rev: ACiro MontielОценок пока нет
- Service Bulletin: PurposeДокумент3 страницыService Bulletin: PurposejussmeeeОценок пока нет
- GT24 Technical Paper OriginalДокумент26 страницGT24 Technical Paper OriginalThanapaet Rittirut100% (1)
- Datasheet Industrial 501 Kb7sДокумент2 страницыDatasheet Industrial 501 Kb7sNebojsa100% (1)
- LM6000 PC O&M - GEK 105059 CHG 06Документ1 988 страницLM6000 PC O&M - GEK 105059 CHG 06Alejandro J. Vigo50% (2)
- Mechanical Inspections Frame 9E 1703004212Документ99 страницMechanical Inspections Frame 9E 1703004212Akhilan GanesanОценок пока нет
- MHPS D Class GT UpratesДокумент6 страницMHPS D Class GT Uprateskp pkОценок пока нет
- Technical Procedures: Gas Turbine Water-Wash (Level 1 Maintenance)Документ8 страницTechnical Procedures: Gas Turbine Water-Wash (Level 1 Maintenance)Ant Yi0% (1)
- Ansaldo Energia AE94.2 Upgrading ProjectДокумент20 страницAnsaldo Energia AE94.2 Upgrading Projectvincent8295547100% (1)
- GearboxДокумент16 страницGearboxMehul zareОценок пока нет
- Kurimat Solar GTO - 1-100Документ100 страницKurimat Solar GTO - 1-100Mohamed Abdelbadie100% (1)
- MS5002E NewДокумент8 страницMS5002E Newecs71100% (2)
- 200Документ16 страниц200raka9009Оценок пока нет
- Repair Document RD-51-B1-1001 Rev: BДокумент13 страницRepair Document RD-51-B1-1001 Rev: BCiro MontielОценок пока нет
- Oman Energy Conference - World Record Gas Turbine Service ExperiencesДокумент16 страницOman Energy Conference - World Record Gas Turbine Service ExperiencesabelsgОценок пока нет
- SB LM2500 Ind 312 R1Документ7 страницSB LM2500 Ind 312 R1Daniil SerovОценок пока нет
- 11-Presentation MitchCohen PDFДокумент32 страницы11-Presentation MitchCohen PDFbigsteve9088Оценок пока нет
- Coatings Guide: Air Intake Air Intake Exhaust Compressor Compressor Combustor Combustor Turbine TurbineДокумент1 страницаCoatings Guide: Air Intake Air Intake Exhaust Compressor Compressor Combustor Combustor Turbine TurbinefrdnОценок пока нет
- DLN1+ Combustion Upgrade Solution: Fact SheetДокумент1 страницаDLN1+ Combustion Upgrade Solution: Fact SheetAhmad Riaz KhanОценок пока нет
- T 2055 R 1Документ6 страницT 2055 R 1srinivasОценок пока нет
- 9FA Recommended Parts ListingДокумент1 страница9FA Recommended Parts Listingalexandr_popov_2Оценок пока нет
- Gas Turbine PerformanceДокумент55 страницGas Turbine PerformanceChidiebere Samuel OkogwuОценок пока нет
- Advantages of Aeroderivatives IAGT 206 - Final - PaperДокумент15 страницAdvantages of Aeroderivatives IAGT 206 - Final - PapermvanzijpОценок пока нет
- TIL 1108-R1: Cast Segmented Turbine Nozzle Acceptance GuidelinesДокумент10 страницTIL 1108-R1: Cast Segmented Turbine Nozzle Acceptance GuidelinesAkramОценок пока нет
- Til 1539Документ13 страницTil 1539Michael JordanОценок пока нет
- 04 - Dry Low NOxДокумент15 страниц04 - Dry Low NOxdenmas90Оценок пока нет
- Usn LM2500 Asme Paper GT2010-22811 61410 JalДокумент7 страницUsn LM2500 Asme Paper GT2010-22811 61410 Jalferrerick0% (1)
- Nickel Base Alloy GTD 222Документ2 страницыNickel Base Alloy GTD 222JJОценок пока нет
- File No.5 - GT Operating ManualДокумент27 страницFile No.5 - GT Operating ManualMani Kandan0% (1)
- 9FA Failures in DabholДокумент10 страниц9FA Failures in Dabholsenthil031277100% (3)
- HP T Blade FailuresДокумент9 страницHP T Blade FailuressarizalОценок пока нет
- GETGs - Tecnologias - EditableДокумент60 страницGETGs - Tecnologias - EditableRicardas Kragnys100% (1)
- Repair Standards For Aero and Industrial Turbine BladesДокумент6 страницRepair Standards For Aero and Industrial Turbine BladesStanislav Work accountОценок пока нет
- Stage 1 Shroud For FS7001BДокумент1 страницаStage 1 Shroud For FS7001Bteedee1Оценок пока нет
- DLN-1 Heavy Duty Gas Turbines: Improved Secondary Flame Detector SystemДокумент8 страницDLN-1 Heavy Duty Gas Turbines: Improved Secondary Flame Detector SystemManuel L LombarderoОценок пока нет
- Technical Specifications, Fuel Nozzle GR 127 PDFДокумент8 страницTechnical Specifications, Fuel Nozzle GR 127 PDFMadhan KumarОценок пока нет
- GER3620L Nov 3 09b 1Документ60 страницGER3620L Nov 3 09b 1rafieeОценок пока нет
- I A G T C: Ndustrial Pplication OF AS Urbines OmmitteeДокумент13 страницI A G T C: Ndustrial Pplication OF AS Urbines Ommittee'Izzad AfifОценок пока нет
- Proven Solutions GE-EvuletДокумент48 страницProven Solutions GE-EvuletmohamedhasОценок пока нет
- Standard Combustion Vs DLNДокумент5 страницStandard Combustion Vs DLNOctavianus Harahap100% (1)
- Siemens GTДокумент8 страницSiemens GThbalu007Оценок пока нет
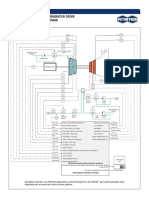
- GE LM6000 Gas Turbine Generator Drive Application Control PackageДокумент3 страницыGE LM6000 Gas Turbine Generator Drive Application Control Packageabhaymehta67100% (1)
- Turbine Blade Repair TechnologiesДокумент4 страницыTurbine Blade Repair TechnologiesuuseppОценок пока нет
- MOU (00) - Introduction LДокумент37 страницMOU (00) - Introduction LDRISSI100% (1)
- Volume III Inspection ManualДокумент155 страницVolume III Inspection Manualdepinfor lusofabril100% (1)
- TIL 1819 ImplementationДокумент4 страницыTIL 1819 ImplementationManuel L LombarderoОценок пока нет
- GE Capabilities For Ansaldo FleetДокумент17 страницGE Capabilities For Ansaldo Fleetmirphan76Оценок пока нет
- CBN Blade Tip AbradableДокумент8 страницCBN Blade Tip Abradablebehtam2407Оценок пока нет
- Combustion EnvelopДокумент19 страницCombustion Envelopferas_elnggar100% (1)
- Screw & BarrelДокумент32 страницыScrew & BarrelAkhilesh KumarОценок пока нет
- Tailor Welded BlanksДокумент52 страницыTailor Welded BlanksYuvaraj YuvarajОценок пока нет
- 11 - In. Milled Tooth Bits Developed For Niche: High-Speed Turbine Applications in RussianДокумент4 страницы11 - In. Milled Tooth Bits Developed For Niche: High-Speed Turbine Applications in Russianmsm.ele2009Оценок пока нет
- Weld Like a Pro: Beginning to Advanced TechniquesОт EverandWeld Like a Pro: Beginning to Advanced TechniquesРейтинг: 4.5 из 5 звезд4.5/5 (6)
- High-Performance GM LS-Series Cylinder Head GuideОт EverandHigh-Performance GM LS-Series Cylinder Head GuideРейтинг: 4.5 из 5 звезд4.5/5 (2)
- 9.1 Attributes-Vs-Properties PDFДокумент1 страница9.1 Attributes-Vs-Properties PDFGustavo PalaciosОценок пока нет
- Carbon Steel ThreadoletДокумент5 страницCarbon Steel ThreadoletMohd AzrinОценок пока нет
- Thermo Gau RDДокумент9 страницThermo Gau RDGustavo PalaciosОценок пока нет
- Brennan Thread ChartДокумент1 страницаBrennan Thread ChartraulguardaОценок пока нет
- Optimizing Oil Change IntervalsДокумент8 страницOptimizing Oil Change IntervalsRigaud Fajardo GuzmanОценок пока нет
- Adoption GuideДокумент16 страницAdoption GuideGustavo PalaciosОценок пока нет
- Strawberry Cultivation Production TechnologyДокумент9 страницStrawberry Cultivation Production TechnologyAnkugadhiyaОценок пока нет
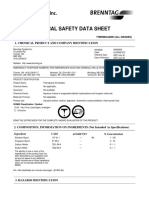
- Nox Rust1100 PDFДокумент2 страницыNox Rust1100 PDFGustavo PalaciosОценок пока нет
- Er-56 02Документ3 страницыEr-56 02Gustavo PalaciosОценок пока нет
- TL Contrastsensors Manual Rev G EngДокумент1 страницаTL Contrastsensors Manual Rev G EngGustavo PalaciosОценок пока нет
- 2286 3253 1 PBДокумент16 страниц2286 3253 1 PBGustavo PalaciosОценок пока нет
- Shaviv Directory 2014 EE 150714 WebДокумент20 страницShaviv Directory 2014 EE 150714 WebGustavo PalaciosОценок пока нет
- Replacement Coils and Spark Plug Wires - FlierДокумент1 страницаReplacement Coils and Spark Plug Wires - FlierGustavo PalaciosОценок пока нет
- WM 2004 New FeaturesДокумент8 страницWM 2004 New FeaturesDoris CamargoОценок пока нет
- StrawberryДокумент65 страницStrawberryGustavo PalaciosОценок пока нет
- Vibrations DR BertoliniДокумент168 страницVibrations DR BertoliniGustavo PalaciosОценок пока нет
- Inconel Alloy 625Документ18 страницInconel Alloy 625Gustavo Palacios100% (1)
- 2286 3253 1 PBДокумент16 страниц2286 3253 1 PBGustavo PalaciosОценок пока нет
- T 001733 eДокумент8 страницT 001733 eGustavo PalaciosОценок пока нет
- Operation & Maintenance: A160-Om-C-May15Документ66 страницOperation & Maintenance: A160-Om-C-May15Gustavo PalaciosОценок пока нет
- MaintenanceДокумент9 страницMaintenanceKumar GaneshОценок пока нет
- Catalogo 7Документ105 страницCatalogo 7Gustavo PalaciosОценок пока нет
- 5th-Order, Lowpass, Switched-Capacitor Filters: General Description FeaturesДокумент12 страниц5th-Order, Lowpass, Switched-Capacitor Filters: General Description FeaturesGustavo PalaciosОценок пока нет
- Om 3Документ15 страницOm 3akilshaikhОценок пока нет
- Expert Profile & Qualifications: Amusement Ride Inspector/Expert WitnessДокумент8 страницExpert Profile & Qualifications: Amusement Ride Inspector/Expert WitnessGustavo PalaciosОценок пока нет
- Random ForestsДокумент35 страницRandom ForestseasymakeleleОценок пока нет
- WD Black: PC Hard DrivesДокумент3 страницыWD Black: PC Hard DrivesGustavo PalaciosОценок пока нет
- S 8-Bit ADC With Track/Hold: LC MOS 5 AD7575Документ13 страницS 8-Bit ADC With Track/Hold: LC MOS 5 AD7575Fabio DiazОценок пока нет
- To Gas Turbines and ApplicationsДокумент34 страницыTo Gas Turbines and Applicationstanojpatro1985100% (1)
- String Games (Juegos de Cuerda)Документ52 страницыString Games (Juegos de Cuerda)Ares Javier0% (1)
- Grade 11 Test On AdjustmentsДокумент6 страницGrade 11 Test On AdjustmentsENKK 25Оценок пока нет
- Metro Service Schedule InsightsДокумент16 страницMetro Service Schedule InsightsAtul KumarОценок пока нет
- Business Objectives and Stakeholders Objectives PresentationДокумент31 страницаBusiness Objectives and Stakeholders Objectives PresentationBooks50% (2)
- SC - R Oil Free Compressor: Installation, Operation, & Maintenance Manual V2.13Документ41 страницаSC - R Oil Free Compressor: Installation, Operation, & Maintenance Manual V2.13Luis JaimesОценок пока нет
- Managerial Accounting InsightsДокумент147 страницManagerial Accounting InsightsSiddhantSinghОценок пока нет
- RM Question and AnswerДокумент19 страницRM Question and AnswerPadmavathiОценок пока нет
- Nonstandard Description of Squeezed StatesДокумент22 страницыNonstandard Description of Squeezed StatesI.B. BirulaОценок пока нет
- FULL Download Ebook PDF Jordans Fundamentals of The Human Mosaic A Thematic Introduction To Cultural Geography Second Edition PDF EbookДокумент42 страницыFULL Download Ebook PDF Jordans Fundamentals of The Human Mosaic A Thematic Introduction To Cultural Geography Second Edition PDF Ebookcandace.binegar878100% (29)
- Mechanical VentilationДокумент59 страницMechanical VentilationHossam atefОценок пока нет
- Sophie Greenberg ResumeДокумент1 страницаSophie Greenberg Resumeapi-317439954Оценок пока нет
- WJ9 JDTMFController V5Документ41 страницаWJ9 JDTMFController V5commit_to_truthОценок пока нет
- WCB Fallers BuckersДокумент125 страницWCB Fallers BuckersMario FernandesОценок пока нет
- Keperawatan Medikal Bedah Ii Skenario 2Документ19 страницKeperawatan Medikal Bedah Ii Skenario 2Nastiti DamayantiОценок пока нет
- Organisational use of simulation in manufacturingДокумент7 страницOrganisational use of simulation in manufacturingmichu yesОценок пока нет
- BOQ For Mr. Selhading With Out Price 2Документ141 страницаBOQ For Mr. Selhading With Out Price 2Mingizem KassahunОценок пока нет
- 3 CD Rom Microscope MaintenanceДокумент26 страниц3 CD Rom Microscope MaintenanceJosé EstradaОценок пока нет
- Woodcarving - July-August 2018Документ84 страницыWoodcarving - July-August 2018Alin GhitoiuОценок пока нет
- HISTORY AND APPLICATION OF REFRIGERATIONДокумент12 страницHISTORY AND APPLICATION OF REFRIGERATIONYvonne Dela RosaОценок пока нет
- Non Substitutable Resources and CapabilitiesДокумент3 страницыNon Substitutable Resources and CapabilitiesOm PrakashОценок пока нет
- VECV Infra NormsДокумент10 страницVECV Infra Normsvikrantnair.enarchОценок пока нет
- PDFДокумент214 страницPDFLeobardo Genaro Roque NájeraОценок пока нет
- Service Manual Viasonix PletismógrafoДокумент33 страницыService Manual Viasonix PletismógrafodhcastanoОценок пока нет
- CH 1Документ44 страницыCH 1Dave CОценок пока нет
- Seminar Presentation On GeneticsДокумент60 страницSeminar Presentation On GeneticsHardeep KaurОценок пока нет
- Product Specification Bulletin: Pulse Start 250 WattДокумент1 страницаProduct Specification Bulletin: Pulse Start 250 WattwarrenronaldОценок пока нет
- ASSIGNMENT Drug AbuseДокумент28 страницASSIGNMENT Drug Abuseknj210110318Оценок пока нет
- Industrial Cyber Security: Comprehensive Hardware Solutions ForДокумент2 страницыIndustrial Cyber Security: Comprehensive Hardware Solutions Forisrael rodriguezОценок пока нет
- University of Engineering & Technology (UET) Taxila Computer Communication Networks LABДокумент8 страницUniversity of Engineering & Technology (UET) Taxila Computer Communication Networks LABAreeba NoorОценок пока нет
- Gully Cricket Integration 2017 ScoresheetДокумент2 страницыGully Cricket Integration 2017 ScoresheetPriyansh Agrawal0% (1)
- Sore ThroatДокумент10 страницSore Throatapi-551073862Оценок пока нет