IJSTE - International Journal of Science Technology & Engineering | Volume 1 | Issue 2 | August 2014
ISSN(online) : 2349-784X
Air Compressor Control System for Energy
Saving in Manufacturing Plant
Ms. Snehal Bhende
P.G. Student
Department of Electrical Engineering
Priyadershini college of Engineering., Nagpur, India
Mr.Nitin Wakde
Maintenance Manager
OCW, Nagpur, India
Abstract
Most industrial facilities need some form of compressed air, whether for running a simple air tool or for More complicated tasks
such as operation of pneumatic controls. Air compressor is key equipment to provide air power. One of the major problems
associated with the compressor system is pressure fluctuation. This paper discusses actuality and disadvantages of traditional
high power asynchronous motor drive air compressor system in manufacturing plant. In order to reduce energy consumption and
safe running an efficient, monitoring and control system for compressor system is supplied. The discussed monitoring and
control system is comprises of VFD-PLC and SCADA. The PLC and VFD correlates the operational parameters to the pressure
required by user and monitors the system during normal and under trip condition with the help of SCADA.
Keywords: Induction Motor (I.M.), Programmable Logic Controller (PLC), Variable Frequency Drive (VFD), supervisory
control and Data Acquisition System (SCADA), PID controller
________________________________________________________________________________________________________
I. INTRODUCTION
Compressed air is typically onefa of the most expensive utilities in an industrial facility. Based on energy assessments of midsized industries, we found that on an average, compressed air typically comprises from about 5% to 20% of plants annual
electric cost. Energy consumption represents approximately 80% of the total life cycle cost for compressor air.
Air compressor is the key equipment to provide air power, which is driven by asynchronous motor. To provide efficient
output of air compressor, continuous fluctuation of current and pressure has to be reduced which ultimately reduce electrical and
mechanical wear And tear of the system. Therefore air compressor is tried to operate at constant pressure and motor at constant
speed by using integral PID function of VFD along with PLC and SCADA, and system has proven energy efficient, reducing
power consumption of the system up to 40% of current energy consumption.
In general, the output air pressure in pipeline of the air tank is acted as controlling object in the system.
The air pressure in the pipeline is controlled to be fluctuating in a certain range. Usually there are two ways to control the air
pressure in the pipeline to content this demand. The first method is starting up and stopping the motor continually for adjusting
air pressure in pipeline. When the air pressure is under the upper limit, the air compressor operates until the air pressure goes up
to the upper limit, then the motor stops running. But the air pressure will be lowered with air leak or air consuming equipment
operating. When air pressure goes down to the lower limit, the motor begins to work and air compressor operates again. The
variable pressure in the pipeline is shown in fig.1. This method is simple and low cost, but it is suitable for small power motor
because the motor will be started up continually.
Fig.1. Variable Pressure in Pipeline
The second method is using pressure valve to limit air pressure in the pipeline. When the pressure goes up to the upper limit
pressure, the valve will close entrance of air compressor, then the compressor is in idle state. In this case compressor is still
driven in operation by the motor, but does not export compressive air, so air pressure will not go up further. When pressure goes
down to the lower limit, the valve will be open again and then compressor export compressive air and the air pressure will be up
again.
The variable air pressure is same as that of the first method; in this case motor is running continuously, which is used for
high power motor. In manufacturing Company, second method is widely used for control of air pressure from air compressor
All rights reserved by www.ijste.org
13
Air Compressor Control System for Energy Saving in Manufacturing Plant
(IJSTE/ Volume 1 / Issue 2 / 003)
because of high power motor being used, which power rating is about 22 KW. Although motor is in running operation, its
starting should be controlled. Traditionally there are two ways to fulfill the starting up, which are which are linking series resistor
in rotor loop and converting Y- connection of starter loop. However there are still some disadvantages in these two ways as
follows.
(1) The air pressure in pipeline fluctuates greatly between the upper and lower limits.
(2) During loading unloading current also get fluctuate between two limits continuously.
(3) The continual upload and download of air compressor causes voltage fluctuation in electrical power supply.
(4) The air compressor is in full speed rotation all the time, which may lead to mechanical failure and temperature rise.
(5) Air compressor and the air pressure valve in their operation causes a great noise pollution.
(6) The driving motor of air compressor is inefficient and energy consumptive and cause lower power factor.
(7) So it is necessary to change the traditional control method of air compressor operation for energy saving, less pollution
and low failure possibility.
II. VARIABLE FREQUENCY CONTROL OF AIR COMPRESSOR MOTOR
A. SYSTEM PRINCIPLE:
With the rapid development of power electronics technology PLC-DRIVE-SCADA based system is widely used for adjusting
speed AC synchronous motor. So PLC-DRIVE based system is designed as an executer in the air compressor control system to
adjust output air pressure
In order to control the air pressure in the pipeline, the motors rotation speed should be in control. However, the motors
disables to change its rotation speed itself the only method is to adjust its frequency to change the rotation speed. So, PLC and
VFD is used to control the motors rotation speed, and then the flux from air compressor can be adjusted. The system schematic
diagram is shown in fig.2.
Fig. 2: System schematic VFD-PLC and SCADA
After comparing enactment pressure signal with feedback pressure signal, a pressure signal error is obtained which is used for
calculation of PID arithmetic and the converted error signal will be send to VFD to a control value to adjust frequency of Ac
power supply. Then the asynchronous motor will drive air compressor to an appropriate rotation speed with variable frequency
power supply to eliminate pressure error and ensure constant air pressure. The air pressure adjusted by PID arithmetic in the
pipeline is shown in the fig.3
Fig. 3: Air Pressure adjusted by PID arithmetic.
All rights reserved by www.ijste.org
14
Air Compressor Control System for Energy Saving in Manufacturing Plant
(IJSTE/ Volume 1 / Issue 2 / 003)
When the pressure detected by pressure transducer is higher than enactment pressure, PID regulator output signal
declines and drive output frequency falls down, then the air compressor rotation Speed reduces and output air pressure declines.
When the detected pressure is lower than enactment pressure, PID regulator output signal raises and the transducer output
frequency increases then the air compressor rotation speed increases and output air pressure increases. The system will maintain
air pressure automatically through the above method.
B. VFD DETAILS
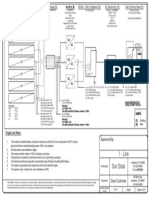
In the fig. 4, connection diagram for VFD has been shown which is acting as actual control element for compressor system. In
VFD, R-Y-B provides three phase power supply (415 V, 50 Hz). I 6 provide feedback through remote pressure transducer, this
feedback pressure is continuously compared with pressure set-point from PLC(AI1) and error is calculated, by which PID
arithmetic is used for calculating control variable. The VFD has self-educated ability i.e. PID parameters can be adjusted
automatically in terms of actual pressure change characteristics in the VFD. D1, D2 and D3 are ports for certain commands like
Enable (R1), Run (R2) and Reset (R3) from PLC. Drive healthy (R1A) and Drive trip (R1B) feedback are taken out to the PLC
for safety interlocking purpose. VFD provides 24V supply to PLC through terminal P. and variable frequency AC power supply
is exported to Induction motor through terminal U-V-W.
Fig. 4: connection diagram for VFD
In this besides, the starting torque required when the air compressor start up is large, however, using the conventional method to
control will bring damage to other relevant equipments. This system adopts vector control technique to raise the starting torque
of motor. Besides, more accurate rotation speed can be gained to control the air compressor. So, almost constant pressure of air
can be acquired from this system
III. PLC MONITOR AND CONTROL
A. STATUS PARAMETER MONITOR
Cooling water and lubricating oil are the necessary substances for the air compressor running normally. When the air compressor
operates, temperature rise of the compressor body can be used to monitor if compressor runs normally, or not. So, there are three
parameters to be monitored in the system, which are pressure of cooling water, pressure of lubricating oil and temperature of
compressor body.
The pressure of cooling water can be used to show cooling system normal operation easily, which includes pump,
pipeline and valve. Any problem can cause the pressure abnormal. So, a pressure transmitter is mounted at output of cooling
water pump for monitoring whole cooling water system. In the same way, another pressure sensor is used for the lubricating oil
monitoring.
As the temperature of compressor body is one of the synthetic image to show all malfunctions. In order to show
temperature of compressor body, a temperature transmitter is mounted at the output pipeline of cooling water from the
compressor. The temperature of cooling water from the output pipeline is almost equal to compressor body temperature.
All these transmitters will be mounted on pipeline outside the compressor, so it is convenient to maintain and repair.
All rights reserved by www.ijste.org
15
Air Compressor Control System for Energy Saving in Manufacturing Plant
(IJSTE/ Volume 1 / Issue 2 / 003)
B. DESIGN OF PLC-SCADA MONITOR AND CONTROL
In order to monitor and control whole air compressor system, a PLC with SCADA is used. The PLC is composed of power
module, digital input module, digital output module, analog input module, analog output module. A SCADA is connected to
computer, which can display status of VFD, pressure in air tank, pressure of cooling water and lubricating oil and so on. It can
also accept many soft instructions instead of mechanical buttons. The CPU module can receive all kind of data from analog and
digital module from internal bus.it also has memory for program and data and serial bus RS232 for connecting with computer.
The power module provides power supply for every module, which includes +5V and +12V voltages.
Analog input module(0-+5v input) accepts voltage signal from sensor to measure compressed air pressure, cooling
water pressure, lubricating oil pressure and temperature of cooling water.
The digital input module accepts status of signal of Transducer and some operation signals from output buttons. Digital output
module (relay output) send several control signals like air cooler The digital input module accepts status of signal of transducer
and some operation signals from output buttons. Digital output module (relay output) send several control signals like air cooler
on command, oil pump on command, Drive enable command, Drive run command, speed reference to drive and certain failure
status.
Fig. 5.Configuration of PLC
IV. EXPERIMENTAL RESULTS
We use a PLC and a VFD to rebuilt one air compressor control system in manufacturing plant, which use a high power motor of
22KW rating power. Its other parameter ratings are frequency of 50Hz, voltage of 400V Ac, and current of 38.5A. we have
measured a set of actual parameters of the motor and its power supply at the same regular load condition before and after the
rebuilding, which are listed in table1. On the majority of time, the motor run normally at 38Hz frequency of power supply to
content air supply requirement of whole plant.
From the table 1, it can be shown that
Current decrease rate (i) is:
i = (I1 I2) / I1
(1)
= (32- 28) / 32
= 12.5 %
Cost per 1000 cf decrease rate (c) is
c = (c1 c2) / c1
(2)
= (23.39 11.14) / 23.39
= 52.37 % Electricity energy saving rate () is
= (p1 p2) / p1
(3)
= (37.56 21.31) / 37.56
= 43.26 %
Table 1: Testing parameters 22Kw motor
Item
Voltage
(V)
Current
(I)
Frequency
(Hz)
Rotate Speed
(rpm)
Input Power
(Kw)
All rights reserved by www.ijste.org
16
Air Compressor Control System for Energy Saving in Manufacturing Plant
(IJSTE/ Volume 1 / Issue 2 / 003)
Ac Power supply
Transducer Power supply
400 V
32 A
50 Hz
2955 rpm
37.56 Kw
300 V
28 A
37.49 Hz
2216 rpm
21.31 Kw
Obviously, the new system can save lots of energy. Beside it have other advantages:
(1) It reduces greatly noise, realizes soft start and soft stop of the equipment and avoids the shock current of power grid
when the air compressor starts up.
(2) It has high degree of automation and overcomes the disadvantages of manual adjustment.
V. CONCLUSION
High power air compressor is a kind of equipment widely used in manufacturing plant. In order to save electrical energy and
improve operation condition, it is necessary to rebuilt traditional control system of high power motor with the PLC-VFDSCADA system. In fact the system also has low cost, high reliability and efficiency. It also reduces greatly noise of air
compressor operation and possibility of failure. Finally, these systems has solved the interference by high order harmonic and
adopted VFD control technique to acquire high starting torque and stabilize motor rotation speed. As the effect of this system is
obviously energy saving, It should be widely used in such a manufacturing plant.
REFFERENCES
[1]
[2]
[3]
[4]
[5]
[6]
Chris Schmidt ,Kelly Kissock,.ASsociate Professor / Director, Power characteristics of industrial air compressors, Industrial Assesment Center
,Department of Mechanical and Aerospace Engineering,University of Dayton.
Compressed Air Efficiency: A Case Study Combining Variable Speed Control with Electronic Inlet Valve Modulation, 2012 SAE international.
Chris Schmidt, Energy & Resource Solutions, Inc. Kelly Kissock, Department of Mechanical Engineering, University of Dayton, Modeling and
Simulation of Air Compressor Energy Use, ACEEE Summer Study on Energy in Industry, West Point, NY, July 19-22.
Kazuhiro Takeda,Kengo Hirano, Advanced control Technique of centrifugal compressor for complex gas compression processes, Research and
Devlopment centre mistubhishi Heavy Industries,ltd. Hiroshima Japan.
Mrs.jignesha ahir, prof.viren pandya and prof.chintan mehta, Design and development of PLC and SCADA based control panel for continuous monitoring
of 3-phase induction motor, National conference on recent trends in engineering & technology
Arvind N. Nakiya, Mahesh A. Makwana, Ramesh R. Gajera , An overview of a continuous monitoring and control system for 3-phase induction motor
based on programmable logic controller and SCADA technology , Journal of Electrical Engineering and Technology (IJEET), ISSN 0976 6545(Print),
ISSN 0976 6553(Online) Volume 4, Issue 4, July-August (2013), IAEME 188
All rights reserved by www.ijste.org
17
Вам также может понравиться
- FPGA Implementation of High Speed Floating Point Mutliplier Using Log Based DesignДокумент4 страницыFPGA Implementation of High Speed Floating Point Mutliplier Using Log Based DesignIJSTEОценок пока нет
- Design and Analysis of Magneto Repulsive Wind TurbineДокумент7 страницDesign and Analysis of Magneto Repulsive Wind TurbineIJSTEОценок пока нет
- Optimization of Overall Efficiency Using Facilities Planning in Ropp Cap Making IndustryДокумент8 страницOptimization of Overall Efficiency Using Facilities Planning in Ropp Cap Making IndustryIJSTEОценок пока нет
- Effect of RIB Orientation in Isogrid Structures: Aerospace ApplicationsДокумент9 страницEffect of RIB Orientation in Isogrid Structures: Aerospace ApplicationsIJSTEОценок пока нет
- Multipurpose Scheme of Workshop Exhaust System For Ventilation and Electrical Power GenerationДокумент9 страницMultipurpose Scheme of Workshop Exhaust System For Ventilation and Electrical Power GenerationIJSTEОценок пока нет
- Partial Replacement of Fine Aggregate With Iron Ore Tailings and Glass PowderДокумент7 страницPartial Replacement of Fine Aggregate With Iron Ore Tailings and Glass PowderIJSTEОценок пока нет
- Automatic Generation Control in Three-Area Power System Operation by Using "Particle Swarm Optimization Technique"Документ8 страницAutomatic Generation Control in Three-Area Power System Operation by Using "Particle Swarm Optimization Technique"IJSTEОценок пока нет
- RFID Based Toll Gate AccessДокумент5 страницRFID Based Toll Gate AccessIJSTEОценок пока нет
- The Bicycle As A Mode Choice - A Gendered ApproachДокумент4 страницыThe Bicycle As A Mode Choice - A Gendered ApproachIJSTEОценок пока нет
- A Comprehensive Survey of Techniques/Methods For Content Based Image Retrieval SystemДокумент6 страницA Comprehensive Survey of Techniques/Methods For Content Based Image Retrieval SystemIJSTEОценок пока нет
- Development of Relationship Between Saturation Flow and Capacity of Mid Block Section of Urban Road - A Case Study of Ahmedabad CityДокумент6 страницDevelopment of Relationship Between Saturation Flow and Capacity of Mid Block Section of Urban Road - A Case Study of Ahmedabad CityIJSTEОценок пока нет
- A Cloud Based Healthcare Services For Remote PlacesДокумент4 страницыA Cloud Based Healthcare Services For Remote PlacesIJSTEОценок пока нет
- A Mixture of Experts Model For ExtubationДокумент4 страницыA Mixture of Experts Model For ExtubationIJSTEОценок пока нет
- Optimization of Treatability by FACCO For Treatment of Chemical Industry EffluentДокумент9 страницOptimization of Treatability by FACCO For Treatment of Chemical Industry EffluentIJSTEОценок пока нет
- Enriching Gum Disease Prediction Using Machine LearningДокумент6 страницEnriching Gum Disease Prediction Using Machine LearningIJSTEОценок пока нет
- Optimum Placement of DG Units Using CPF MethodДокумент6 страницOptimum Placement of DG Units Using CPF MethodIJSTEОценок пока нет
- Using The Touch-Screen Images For Password-Based Authentication of IlliteratesДокумент6 страницUsing The Touch-Screen Images For Password-Based Authentication of IlliteratesIJSTEОценок пока нет
- Technology Advancement For Abled PersonДокумент9 страницTechnology Advancement For Abled PersonIJSTEОценок пока нет
- An Implementation and Design A Customized Advanced Image Editor Using Image Processing in MatlabДокумент5 страницAn Implementation and Design A Customized Advanced Image Editor Using Image Processing in MatlabIJSTEОценок пока нет
- Comparative Study and Analysis of PCC Beam and Reinforced Concrete Beam Using GeogridДокумент7 страницComparative Study and Analysis of PCC Beam and Reinforced Concrete Beam Using GeogridIJSTEОценок пока нет
- An Implementation of Maximum Power Point Tracking Algorithms For Photovoltaic Systems Using Matlab and Arduino Based RTOS SystemДокумент5 страницAn Implementation of Maximum Power Point Tracking Algorithms For Photovoltaic Systems Using Matlab and Arduino Based RTOS SystemIJSTEОценок пока нет
- App-Based Water Tanker Booking, Monitoring & Controlling SystemДокумент6 страницApp-Based Water Tanker Booking, Monitoring & Controlling SystemIJSTEОценок пока нет
- A Radar Target Generator For Airborne TargetsДокумент8 страницA Radar Target Generator For Airborne TargetsIJSTEОценок пока нет
- Onerider The Bike TaxiДокумент3 страницыOnerider The Bike TaxiIJSTEОценок пока нет
- Interstage Construction Techniques For Mass Gain: An OverviewДокумент5 страницInterstage Construction Techniques For Mass Gain: An OverviewIJSTEОценок пока нет
- Research On Storage Privacy Via Black Box and Sanitizable SignatureДокумент6 страницResearch On Storage Privacy Via Black Box and Sanitizable SignatureIJSTEОценок пока нет
- Duplicate Detection Using AlgorithmsДокумент3 страницыDuplicate Detection Using AlgorithmsIJSTEОценок пока нет
- Wireless Information Process and Power Transfer in Single-User OFDM SystemДокумент6 страницWireless Information Process and Power Transfer in Single-User OFDM SystemIJSTEОценок пока нет
- Optimizing Turning Process For EN43 by Taguchi Method Under Various Machining ParametersДокумент4 страницыOptimizing Turning Process For EN43 by Taguchi Method Under Various Machining ParametersIJSTEОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- TC 1265Документ8 страницTC 1265Sameh El-SabbaghОценок пока нет
- Estimating and Quantity Surveying Materials for Construction ProjectsДокумент3 страницыEstimating and Quantity Surveying Materials for Construction ProjectsAldrin SerranoОценок пока нет
- Resilience and Vulnerability: Complementary or Conflicting Concepts?Документ25 страницResilience and Vulnerability: Complementary or Conflicting Concepts?Shreyas SrivatsaОценок пока нет
- Exam 1 With SolutionsДокумент11 страницExam 1 With SolutionsSsebass PozzoОценок пока нет
- Jinal Black BookДокумент7 страницJinal Black Bookhardik patel0% (1)
- NVF5Документ16 страницNVF5Juan LobosОценок пока нет
- Re Factoring and Design PatternsДокумент783 страницыRe Factoring and Design PatternsEvans Krypton Sowah100% (5)
- High Surge Energy Non-Inductive Compact Size: U Series ResistorsДокумент2 страницыHigh Surge Energy Non-Inductive Compact Size: U Series ResistorsYouness Ben TibariОценок пока нет
- Engine and vehicle parameter monitoringДокумент170 страницEngine and vehicle parameter monitoringAlejandro Samuel100% (2)
- Convert Tank to Wash Service Hazards ReviewДокумент74 страницыConvert Tank to Wash Service Hazards ReviewMatthew Adeyinka0% (1)
- Digital Vision Installation PDFДокумент2 страницыDigital Vision Installation PDFnikola5nikolicОценок пока нет
- cGMP ChecklistДокумент31 страницаcGMP ChecklistWerner Schrammel100% (1)
- IWWA Directory-2020-2021Документ72 страницыIWWA Directory-2020-2021venkatesh19701Оценок пока нет
- User's Manual: Motherboard AMD Socket AM2Документ56 страницUser's Manual: Motherboard AMD Socket AM2vagnerrock007Оценок пока нет
- Physics 05-01 Fluids and DensityДокумент2 страницыPhysics 05-01 Fluids and DensityRocelin E. MolabolaОценок пока нет
- Class PDF 516 QuestionДокумент80 страницClass PDF 516 QuestionRahul KashyapОценок пока нет
- Model 2000 Flow ComputerДокумент8 страницModel 2000 Flow ComputerAdnan SalihbegovicОценок пока нет
- Sample Solar Permit Plan - 1 Line Drawing PDFДокумент1 страницаSample Solar Permit Plan - 1 Line Drawing PDFSAEL SOLARОценок пока нет
- 1 s2.0 S0950061822007966 MainДокумент20 страниц1 s2.0 S0950061822007966 MainmohammadОценок пока нет
- Tata Safari 2.2L Headlamp Level Adjustment GuideДокумент3 страницыTata Safari 2.2L Headlamp Level Adjustment GuidePraveen SinghОценок пока нет
- B.E. Civil Engineering Project ProposalДокумент10 страницB.E. Civil Engineering Project Proposalmahipal287Оценок пока нет
- L-990 Sensor Tap: Codes Power Supply Temperature Control WeightДокумент3 страницыL-990 Sensor Tap: Codes Power Supply Temperature Control WeightNguyên Trịnh CaoОценок пока нет
- Synopsis Mobile Banking AdministrationДокумент24 страницыSynopsis Mobile Banking AdministrationRaj BangaloreОценок пока нет
- Rajib Mall Lecture NotesДокумент97 страницRajib Mall Lecture NotesAnuj Nagpal100% (1)
- Design of Water Cooled Electric Motors Using CFD and Thermography TechniquesДокумент6 страницDesign of Water Cooled Electric Motors Using CFD and Thermography TechniquesNicolas JerezОценок пока нет
- S4L1D-D41 Wdg.311 - Technical Data Sheet - StamfordДокумент10 страницS4L1D-D41 Wdg.311 - Technical Data Sheet - Stamfordscribbles_buddyОценок пока нет
- GM THM 4L80E ATRA MANUAL Repair Rebuild Book Transmission Guide 4L80 E PDFДокумент100 страницGM THM 4L80E ATRA MANUAL Repair Rebuild Book Transmission Guide 4L80 E PDFDaniel GonzalezОценок пока нет
- Accidentally Pulled A Remote Branch Into Different Local Branch - How To Undo The Pull?: GitДокумент4 страницыAccidentally Pulled A Remote Branch Into Different Local Branch - How To Undo The Pull?: GitEdouard Francis Dufour DarbellayОценок пока нет
- What Is A Project in Project ManagementДокумент3 страницыWhat Is A Project in Project ManagementSamuel AntobamОценок пока нет
- GRT8100 Product Guide Imperial PDFДокумент32 страницыGRT8100 Product Guide Imperial PDFSijumon sijuОценок пока нет