Вам также может понравиться
- Flat SlabДокумент69 страницFlat Slabmukhlesh100% (1)
- Bolt Depot CatalogДокумент104 страницыBolt Depot Catalogalexmontell100% (2)
- Surfactant PDFДокумент11 страницSurfactant PDFqwertyОценок пока нет
- Ultrasonic Testing of Steel CastingДокумент38 страницUltrasonic Testing of Steel CastingPARK, SANGYEOLОценок пока нет
- Ultrasonic Testing of Austenitic Stainless Steel WeldsДокумент15 страницUltrasonic Testing of Austenitic Stainless Steel Weldssmartz inspection100% (1)
- Operational Amplifier Noise: Techniques and Tips for Analyzing and Reducing NoiseОт EverandOperational Amplifier Noise: Techniques and Tips for Analyzing and Reducing NoiseРейтинг: 5 из 5 звезд5/5 (1)
- Advanced Ultrasonic Techniques For Nondestructive Testing of Austenitic and Dissimilar Welds in Nuclear FacilitiesДокумент10 страницAdvanced Ultrasonic Techniques For Nondestructive Testing of Austenitic and Dissimilar Welds in Nuclear FacilitiesAnonymous 5qPKvmuTWCОценок пока нет
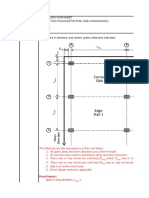
- POUR CARD New FormatДокумент5 страницPOUR CARD New FormatCivil Site 1775% (4)
- An Introduction To AET Reading 2004-01Документ172 страницыAn Introduction To AET Reading 2004-01Charlie ChongОценок пока нет
- International Journal of Engineering Research and Development (IJERD)Документ6 страницInternational Journal of Engineering Research and Development (IJERD)IJERDОценок пока нет
- Corrosion InhibitorsДокумент355 страницCorrosion Inhibitorszaxader100% (13)
- Understanding Acoustic Emission Testing - Reading 1 Part A-AДокумент172 страницыUnderstanding Acoustic Emission Testing - Reading 1 Part A-ARamakrishnan AmbiSubbiah100% (1)
- SN 200Документ100 страницSN 200T Mathew Tholoor100% (2)
- Microstructure of Ferrous Alloys PDFДокумент148 страницMicrostructure of Ferrous Alloys PDFHugo AlvaresОценок пока нет
- Continuum Damage Mechanics Analysis of Fatigue Crack Initiation. Int. J. Fatigue 20, 631-639Документ10 страницContinuum Damage Mechanics Analysis of Fatigue Crack Initiation. Int. J. Fatigue 20, 631-639abraham silva hernandezОценок пока нет
- Ultrasonic Testing CastingsДокумент38 страницUltrasonic Testing CastingsWuhan KallsОценок пока нет
- CRA InspectionДокумент13 страницCRA InspectionMajeed RumaniОценок пока нет
- Acoustic Emission Analysis in Fracture MechanicsДокумент28 страницAcoustic Emission Analysis in Fracture MechanicsVYSHAKH VENUGOPALОценок пока нет
- Acoustic Emission Testing (AE)Документ16 страницAcoustic Emission Testing (AE)Engr Arfan Ali Dhamraho100% (1)
- Fatigue Life Prediction of Lower Suspension Arm Using Strain-Life ApproachДокумент15 страницFatigue Life Prediction of Lower Suspension Arm Using Strain-Life Approachabraham silva hernandezОценок пока нет
- Fundamentals of Energy Dispersive X-Ray Analysis: Butterworths Monographs in MaterialsОт EverandFundamentals of Energy Dispersive X-Ray Analysis: Butterworths Monographs in MaterialsРейтинг: 5 из 5 звезд5/5 (1)
- Automation and Robotisation in Welding and Allied Processes: Proceedings of the International Conference Held at Strasbourg, France, 2-3 September 1985, under the Auspices of the International Institute of WeldingОт EverandAutomation and Robotisation in Welding and Allied Processes: Proceedings of the International Conference Held at Strasbourg, France, 2-3 September 1985, under the Auspices of the International Institute of WeldingP D BoydОценок пока нет
- Non-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingОт EverandNon-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingRaman SinghОценок пока нет
- Handbook of Building Materials For Fire Protection - Engineering ReferenceДокумент5 страницHandbook of Building Materials For Fire Protection - Engineering ReferenceDorinОценок пока нет
- A Study of Localized Corrosion Susceptibility of Different Alloys by Means of Electrochemical NoiДокумент8 страницA Study of Localized Corrosion Susceptibility of Different Alloys by Means of Electrochemical NoiMohamed KhirОценок пока нет
- Monitoring Gas Metal Arc Welding Process by Using Audible Sound SignalДокумент12 страницMonitoring Gas Metal Arc Welding Process by Using Audible Sound SignalMaulana Mufti MuhammadОценок пока нет
- Review of Techniques For On-Line Monitoring and Inspection of Laser WeldingДокумент7 страницReview of Techniques For On-Line Monitoring and Inspection of Laser WeldingMustafaОценок пока нет
- Nveo 8 (6) - 442Документ20 страницNveo 8 (6) - 442Amar HassanОценок пока нет
- Advanced Ultrasonic Techniques For Nondestructive Testing of Austenitic and Dissimilar Welds in Nuclear FacilitiesДокумент10 страницAdvanced Ultrasonic Techniques For Nondestructive Testing of Austenitic and Dissimilar Welds in Nuclear FacilitiesMarciel AmorimОценок пока нет
- Mo 2 8 5 PDFДокумент6 страницMo 2 8 5 PDFPhani MylavarapuОценок пока нет
- Acoustic Emission Data Analysis To EvaluДокумент13 страницAcoustic Emission Data Analysis To EvaluHridya LalОценок пока нет
- Research Paper: Gowri Shankar WURITI, Somnath Chattopadhyaya, Grzegorz KROLCZYKДокумент11 страницResearch Paper: Gowri Shankar WURITI, Somnath Chattopadhyaya, Grzegorz KROLCZYKMalolan VasudevanОценок пока нет
- 316l Estudio de CorrosionДокумент12 страниц316l Estudio de CorrosionWalter AragonОценок пока нет
- A Brief Review: Acoustic Emission Method For Tool Wear Monitoring During TurningДокумент9 страницA Brief Review: Acoustic Emission Method For Tool Wear Monitoring During TurningM Vamshi KrrishnaОценок пока нет
- Internal Defect Detection of Dissimilar Weld Pipe Using Ultrasonic Infrared ThermographyДокумент5 страницInternal Defect Detection of Dissimilar Weld Pipe Using Ultrasonic Infrared Thermographykaliappan45490Оценок пока нет
- Acoustic Horn Design For Joining Metallic Wire With Flat Metallic Sheet by Ultrasonic VibrationsДокумент13 страницAcoustic Horn Design For Joining Metallic Wire With Flat Metallic Sheet by Ultrasonic VibrationsPakdee KammungkunОценок пока нет
- Jirarungsatian 2010Документ11 страницJirarungsatian 2010mankari.kamal.18022963Оценок пока нет
- Muravin - Acoustic Emission Method - Short Presentation For StudentsДокумент45 страницMuravin - Acoustic Emission Method - Short Presentation For StudentsfarismohОценок пока нет
- 5 6334632395693621290 PDFДокумент12 страниц5 6334632395693621290 PDFHari PrasadОценок пока нет
- The Application of Vibration SignatureДокумент9 страницThe Application of Vibration SignaturePhong Lê ĐìnhОценок пока нет
- Acoustic Emission From Rust in Stress Corrosion Cracking: Hideo Cho and Mikio TakemotoДокумент12 страницAcoustic Emission From Rust in Stress Corrosion Cracking: Hideo Cho and Mikio TakemotoGonzalo TelleríaОценок пока нет
- Monitoring of Welding ProcessesДокумент33 страницыMonitoring of Welding Processesमार्मिक कोसंबियाОценок пока нет
- Effect of Various Kinds of Thermomechanical Treatment On The Structure and Properties of Steels Studied Using Acoustomicroscopic MethodsДокумент5 страницEffect of Various Kinds of Thermomechanical Treatment On The Structure and Properties of Steels Studied Using Acoustomicroscopic MethodsSinhrooОценок пока нет
- Infrastructures 03 00029Документ19 страницInfrastructures 03 00029d3dxbrasilОценок пока нет
- Optimization of Ultrasonic Testing System Applicable To High Manganese Steel RailsДокумент8 страницOptimization of Ultrasonic Testing System Applicable To High Manganese Steel RailsMasood AhmedОценок пока нет
- Bi Et Al-2015-Materialwissenschaft Und WerkstofftechnikДокумент11 страницBi Et Al-2015-Materialwissenschaft Und Werkstofftechnikmankari.kamal.18022963Оценок пока нет
- Noise Ieee 06Документ7 страницNoise Ieee 06vaishnaw25Оценок пока нет
- Tool Steels Fracture TestsДокумент8 страницTool Steels Fracture TestsKaanMertОценок пока нет
- Detection of Discontinuities (GMAW)Документ8 страницDetection of Discontinuities (GMAW)maputОценок пока нет
- NDT of Composite Materials Bond of Wind Turbine Blade Using UT - NDT JournalДокумент6 страницNDT of Composite Materials Bond of Wind Turbine Blade Using UT - NDT Journalpokeboy19Оценок пока нет
- Metallurgical Characterization of A Low Carbon Steel Microstructure Using Linear and Nonlinear UltrasonicsДокумент7 страницMetallurgical Characterization of A Low Carbon Steel Microstructure Using Linear and Nonlinear UltrasonicsCarlos MatosОценок пока нет
- Testing Masonry StructuresДокумент89 страницTesting Masonry Structuresmusiomi2005Оценок пока нет
- Passive Intermodulation Distortion in AntennasДокумент9 страницPassive Intermodulation Distortion in AntennasfkkgđkjkОценок пока нет
- Muravin - Acoustic Emission Method - Short Presentation For StudentsДокумент45 страницMuravin - Acoustic Emission Method - Short Presentation For StudentsZainal AbidinОценок пока нет
- Microphone J.ijmachtools.2003.10.016Документ7 страницMicrophone J.ijmachtools.2003.10.016Daniel CamachoОценок пока нет
- Grassini 2016Документ16 страницGrassini 2016Mohamed BenchikhОценок пока нет
- Noise in Nanoscale Semiconductor DevicesОт EverandNoise in Nanoscale Semiconductor DevicesTibor GrasserОценок пока нет
- Internal Friction and Ultrasonic Attenuation in Solids: Proceedings of the Third European Conference University of Manchester, England, 18-20 July 1980От EverandInternal Friction and Ultrasonic Attenuation in Solids: Proceedings of the Third European Conference University of Manchester, England, 18-20 July 1980Оценок пока нет
- Infrared Detectors: Papers Presented at a Meeting of the U.S. Speciality Group on Infrared DetectorsОт EverandInfrared Detectors: Papers Presented at a Meeting of the U.S. Speciality Group on Infrared DetectorsРейтинг: 1 из 5 звезд1/5 (1)
- Weld Quality: The Role of Computers: Proceedings of the International Conference on Improved Weldment Control with Special Reference to Computer Technology Held in Vienna, Austria, 4–5 July 1988 under the Auspices of the International Institute of WeldingОт EverandWeld Quality: The Role of Computers: Proceedings of the International Conference on Improved Weldment Control with Special Reference to Computer Technology Held in Vienna, Austria, 4–5 July 1988 under the Auspices of the International Institute of WeldingОценок пока нет
- Copper Electrodeposition for Nanofabrication of Electronics DevicesОт EverandCopper Electrodeposition for Nanofabrication of Electronics DevicesОценок пока нет
- Spintronics for Next Generation Innovative DevicesОт EverandSpintronics for Next Generation Innovative DevicesKatsuaki SatoОценок пока нет
- Ion Implantation Into Metals: Proceedings of the 3rd International Conference on Modification of Surface Properties of Metals by Ion Implantation, Held at UMIST, Manchester, UK, 23-26 June 1981От EverandIon Implantation Into Metals: Proceedings of the 3rd International Conference on Modification of Surface Properties of Metals by Ion Implantation, Held at UMIST, Manchester, UK, 23-26 June 1981V. AshworthОценок пока нет
- Chrysler Pacifica HS LWB Front Door RingДокумент1 страницаChrysler Pacifica HS LWB Front Door Ringabraham silva hernandezОценок пока нет
- Aluru Wen Shen J Mech 2010Документ6 страницAluru Wen Shen J Mech 2010abraham silva hernandezОценок пока нет
- Lecture1 Physics of Arc Welding PDFДокумент6 страницLecture1 Physics of Arc Welding PDFabraham silva hernandez0% (1)
- Metal Casting Principles and Techniques: DECEMBER 2013Документ7 страницMetal Casting Principles and Techniques: DECEMBER 2013abraham silva hernandezОценок пока нет
- Optimizing Tensile Strength of Low-Alloy Steel Joints in Upset WeldingДокумент5 страницOptimizing Tensile Strength of Low-Alloy Steel Joints in Upset Weldingabraham silva hernandezОценок пока нет
- Fan Blade Trailing-Edge Noise Prediction Using RANS SimulationsДокумент7 страницFan Blade Trailing-Edge Noise Prediction Using RANS Simulationsabraham silva hernandezОценок пока нет
- 0912 F 514050 CF 03 CD 1000000Документ6 страниц0912 F 514050 CF 03 CD 1000000abraham silva hernandezОценок пока нет
- Dwell Time Effects On Fatigue Life and Damage Mechanisms: ArticleДокумент10 страницDwell Time Effects On Fatigue Life and Damage Mechanisms: Articleabraham silva hernandezОценок пока нет
- Thermoplastic Polyurethane Elastomers: Synthesis, and Study of Effective Structural ParametersДокумент5 страницThermoplastic Polyurethane Elastomers: Synthesis, and Study of Effective Structural Parametersabraham silva hernandezОценок пока нет
- Laser Welding of Haynes 188 Alloy SheetДокумент11 страницLaser Welding of Haynes 188 Alloy Sheetabraham silva hernandezОценок пока нет
- Thermomechanical Analysis of Solder Joints Under Thermal and Vibrational LoadingДокумент8 страницThermomechanical Analysis of Solder Joints Under Thermal and Vibrational Loadingabraham silva hernandezОценок пока нет
- Impact of Temperature Cycle Profile On Fatigue Life of Solder JointsДокумент7 страницImpact of Temperature Cycle Profile On Fatigue Life of Solder Jointsabraham silva hernandezОценок пока нет
- Afore - 2013 - Quality Control in Welding Repair of Pelton RunnerДокумент2 страницыAfore - 2013 - Quality Control in Welding Repair of Pelton Runnerabraham silva hernandezОценок пока нет
- Prediction of Defects in Roller Bearings Using Vibration Signal AnalysisДокумент7 страницPrediction of Defects in Roller Bearings Using Vibration Signal Analysisabraham silva hernandezОценок пока нет
- BENA SHERRATT CRIST - Multiaxial Random - VAL 2015 PDFДокумент10 страницBENA SHERRATT CRIST - Multiaxial Random - VAL 2015 PDFabraham silva hernandezОценок пока нет
- Problems in Repair-Welding of Duplex-Treated Tool Steels: T. Muhi, J. Tu (Ek, M. Pleterski, D. BombaДокумент4 страницыProblems in Repair-Welding of Duplex-Treated Tool Steels: T. Muhi, J. Tu (Ek, M. Pleterski, D. Bombaabraham silva hernandezОценок пока нет
- MSDS - GBH7107Документ2 страницыMSDS - GBH7107pankaj111Оценок пока нет
- BoldrocchiДокумент1 страницаBoldrocchiIts me CeoОценок пока нет
- Enzymatic Assay of XYLANASE (EC 3.2.1.8) PrincipleДокумент4 страницыEnzymatic Assay of XYLANASE (EC 3.2.1.8) Principlesyaza amiliaОценок пока нет
- Metallurgy Theory PDFДокумент13 страницMetallurgy Theory PDFUtkarsh RaiОценок пока нет
- 1 PDFДокумент8 страниц1 PDFAke BenОценок пока нет
- Experimental Performance of Concrete Using Sugarcane Bagasse Ash (Scba) and Coal Bottom Ash (CBA)Документ5 страницExperimental Performance of Concrete Using Sugarcane Bagasse Ash (Scba) and Coal Bottom Ash (CBA)Dharma banothuОценок пока нет
- Analytical Study On The Dynamic Properties of Viscoelastically Coupled Shear Walls in High-Rise BuildingsДокумент11 страницAnalytical Study On The Dynamic Properties of Viscoelastically Coupled Shear Walls in High-Rise BuildingsKrishnakumar ThanirosanОценок пока нет
- Metamorphic Rocks PracticalДокумент27 страницMetamorphic Rocks PracticalMr Gk meenaОценок пока нет
- Ajilima 395 ReportДокумент8 страницAjilima 395 ReportLionel ZaysonОценок пока нет
- (Lec6) Phase EquilibriaДокумент52 страницы(Lec6) Phase EquilibriadinurjОценок пока нет
- For Bolstering Concrete: Panicum Maximum Jacq. Ash and Pulverized Corbicula Fluminea As An AdmixtureДокумент4 страницыFor Bolstering Concrete: Panicum Maximum Jacq. Ash and Pulverized Corbicula Fluminea As An AdmixtureKristianKurtRicaroОценок пока нет
- Levelplast EngДокумент6 страницLevelplast EngPritpal SinghОценок пока нет
- Stainless Steel Sink: User ManualДокумент9 страницStainless Steel Sink: User ManualJoeОценок пока нет
- Pyrojet-Burner (34201)Документ12 страницPyrojet-Burner (34201)Long LêОценок пока нет
- D 3517 - 19 ResinДокумент13 страницD 3517 - 19 ResinNeeraj kumarОценок пока нет
- Candidate's Name: Gender Class: Monday: 6 August, 2017. DurationДокумент7 страницCandidate's Name: Gender Class: Monday: 6 August, 2017. DurationSimon SimuntalaОценок пока нет
- HVAC Gold Case Thermometer: Description & FeaturesДокумент7 страницHVAC Gold Case Thermometer: Description & FeaturesFAIYAZ AHMEDОценок пока нет
- AFPA SpanTables 1993Документ52 страницыAFPA SpanTables 1993eaglerjoОценок пока нет
- Studies in Plain Bearing Failures - TLT Article - Oct06Документ4 страницыStudies in Plain Bearing Failures - TLT Article - Oct06safat parОценок пока нет
- Separation of Ions by Fractional PrecipitationДокумент45 страницSeparation of Ions by Fractional PrecipitationPrincess NavarroОценок пока нет
- Rilem Petrographic MethodДокумент10 страницRilem Petrographic MethodSathiya SeelanОценок пока нет
- © Ncert Not To Be Republished: Acids, Bases and SaltsДокумент9 страниц© Ncert Not To Be Republished: Acids, Bases and SaltsKalpavriksha1974Оценок пока нет