Вам также может понравиться
- Informe Kissinger Completo PDFДокумент220 страницInforme Kissinger Completo PDFGermán Lev0% (2)
- Almíbar, HACCPДокумент43 страницыAlmíbar, HACCPBryan G. Alejo86% (7)
- Gestion de Mantenimiento Industrial Foro Semana 4Документ15 страницGestion de Mantenimiento Industrial Foro Semana 4Luis Fernando Duran Gutierrez100% (1)
- NCH 2256 1Документ39 страницNCH 2256 1CrisCris100% (1)
- Problemas de Difraccion de Rayos XДокумент5 страницProblemas de Difraccion de Rayos XMargaro85100% (1)
- OFERTA 20201-Ing. Industial-Pto. OrdazДокумент2 страницыOFERTA 20201-Ing. Industial-Pto. OrdazMargaro85Оценок пока нет
- 0-Presentación Módulo TermoFluidoDinámicaДокумент7 страниц0-Presentación Módulo TermoFluidoDinámicaMargaro85Оценок пока нет
- Declaracion Origen Destino Fondos Moneda Extranjera PNДокумент2 страницыDeclaracion Origen Destino Fondos Moneda Extranjera PNAbel De Jesus Parejo GutierrezОценок пока нет
- Negrita 2014Документ1 страницаNegrita 2014nes2130Оценок пока нет
- FICHA TECNICA CARACTERISTICAS 16MnCr5 PDFДокумент3 страницыFICHA TECNICA CARACTERISTICAS 16MnCr5 PDFMargaro85Оценок пока нет
- Función Potencial de Esfuerzos PlanosДокумент4 страницыFunción Potencial de Esfuerzos PlanosMargaro85Оценок пока нет
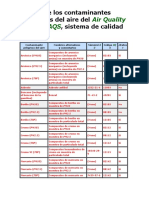
- Contaminantes Peligrosos Del AireДокумент2 страницыContaminantes Peligrosos Del AireMargaro85Оценок пока нет
- Carta de Presentacion EdwinДокумент1 страницаCarta de Presentacion EdwinMargaro85Оценок пока нет
- Aplicaciones de La Integral DefinidaДокумент23 страницыAplicaciones de La Integral DefinidaMargaro85Оценок пока нет
- Estudio HidrologiaДокумент40 страницEstudio HidrologiafredyОценок пока нет
- Instrucciones de Montaje OSMOSIS 5 ETAPASДокумент6 страницInstrucciones de Montaje OSMOSIS 5 ETAPASJose Benitez CastilloОценок пока нет
- Reseña Conceptual de Contaminación AmbientalДокумент15 страницReseña Conceptual de Contaminación AmbientalgonabeОценок пока нет
- Bobcat Pro Operators Manual EspДокумент11 страницBobcat Pro Operators Manual EspRafael SkandonОценок пока нет
- Reacciones de Los FenolesДокумент6 страницReacciones de Los FenolesJocelynSykes100% (1)
- Sam 15 Relleno NeumáticoДокумент18 страницSam 15 Relleno NeumáticoJesus GonzalesОценок пока нет
- Cría de CerdosДокумент37 страницCría de CerdosDavidxpxp100% (1)
- Acueductos Teoria y Diseo by Freddy Herman CorchoДокумент8 страницAcueductos Teoria y Diseo by Freddy Herman CorchoJohn Nieto0% (1)
- Pritt Stic-Fix: Adhesivo en BarraДокумент2 страницыPritt Stic-Fix: Adhesivo en Barramateo cОценок пока нет
- Calibracion de Equipos en CañaДокумент13 страницCalibracion de Equipos en CañaPaola Rosas PazОценок пока нет
- Lista de Chequeo Resolución 683 de 2012Документ28 страницLista de Chequeo Resolución 683 de 2012Luilly Fernando Camilo CamiloОценок пока нет
- Laguna DE OXIDACIONДокумент11 страницLaguna DE OXIDACIONisaac guillenОценок пока нет
- Ez StreetДокумент26 страницEz StreetperbonОценок пока нет
- Toma de Muestras-RequisitosДокумент5 страницToma de Muestras-RequisitosEliana Aguirre RamosОценок пока нет
- Batería Industrial 879023-2240SRM0001 - (03-2020) - Us-EsДокумент30 страницBatería Industrial 879023-2240SRM0001 - (03-2020) - Us-EsPablo riveraОценок пока нет
- Tarea de HistoloДокумент7 страницTarea de HistoloAshley CuellОценок пока нет
- Turton TraducidoДокумент40 страницTurton TraducidoJean Ferreyra Flores100% (1)
- Barrera C.S.G ActT1-03 Ensayo Modulo1.Документ15 страницBarrera C.S.G ActT1-03 Ensayo Modulo1.shunashi guadalupe barrera cristobalОценок пока нет
- Experimentos Presión AtmosféricaДокумент15 страницExperimentos Presión AtmosféricaFelipe Perez DE EulateОценок пока нет
- 1.2.2 Electrovalvulas 1.2.3 Finales de CarreraДокумент5 страниц1.2.2 Electrovalvulas 1.2.3 Finales de CarreraFrancisco Mendoza BalderasОценок пока нет
- Perfil de Preinversion:: Alfredo Cedron AcevedoДокумент94 страницыPerfil de Preinversion:: Alfredo Cedron Acevedomirella fuentesОценок пока нет
- Trabajo Sobre Indicadores Acido - QuimicaДокумент5 страницTrabajo Sobre Indicadores Acido - QuimicaRuiz Molina QuiñonesОценок пока нет
- Despacho Economico de CargaДокумент47 страницDespacho Economico de CargaEstuardo Molina100% (3)
- Plan de Contingencia El Porvenir PDFДокумент39 страницPlan de Contingencia El Porvenir PDFLUIS FERNEY CONDEОценок пока нет
- 5.3 ExpoxicionДокумент5 страниц5.3 ExpoxicionAlicia Guzman SanchezОценок пока нет
- CUIDEMOS EL MEDIO AMBIENTE - Docx InformeДокумент7 страницCUIDEMOS EL MEDIO AMBIENTE - Docx InformeRo LujanОценок пока нет