Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- 1 s2.0 S2212017314000577 Main PDFДокумент8 страниц1 s2.0 S2212017314000577 Main PDFBalu BhsОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Characterisation and Tribological Evaluation of A Nickel Surface Alloyed Aluminium-Based MaterialДокумент6 страницCharacterisation and Tribological Evaluation of A Nickel Surface Alloyed Aluminium-Based MaterialBalu BhsОценок пока нет
- 1 s2.0 S2212017314000565 Main PDFДокумент8 страниц1 s2.0 S2212017314000565 Main PDFBalu BhsОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- 1 s2.0 S1877705814033323 Main PDFДокумент9 страниц1 s2.0 S1877705814033323 Main PDFBalu BhsОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Characterisation and Tribological Evaluation of A Nickel Surface Alloyed Aluminium-Based MaterialДокумент6 страницCharacterisation and Tribological Evaluation of A Nickel Surface Alloyed Aluminium-Based MaterialBalu BhsОценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- 1 s2.0 S0924013607005432 Main PDFДокумент8 страниц1 s2.0 S0924013607005432 Main PDFBalu BhsОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- 1 s2.0 S0924013608006651 Main PDFДокумент8 страниц1 s2.0 S0924013608006651 Main PDFBalu BhsОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- 1 s2.0 S0261306915000758 Main PDFДокумент8 страниц1 s2.0 S0261306915000758 Main PDFBalu BhsОценок пока нет
- 1 s2.0 S0261306914004567 Main PDFДокумент11 страниц1 s2.0 S0261306914004567 Main PDFBalu BhsОценок пока нет
- 1 s2.0 S0261306914006566 Main PDFДокумент15 страниц1 s2.0 S0261306914006566 Main PDFBalu BhsОценок пока нет
- 1 s2.0 S0261306914008693 Main PDFДокумент12 страниц1 s2.0 S0261306914008693 Main PDFBalu BhsОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- 1 s2.0 S0261306914009728 Main PDFДокумент10 страниц1 s2.0 S0261306914009728 Main PDFBalu BhsОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- 1 s2.0 S0261306913001994 Main PDFДокумент8 страниц1 s2.0 S0261306913001994 Main PDFBalu BhsОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- 1 s2.0 S0261306913010893 Main PDFДокумент6 страниц1 s2.0 S0261306913010893 Main PDFBalu BhsОценок пока нет
- 1 s2.0 S221181281400460X Main PDFДокумент12 страниц1 s2.0 S221181281400460X Main PDFBalu BhsОценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- 1 s2.0 S0043164815001283 Main PDFДокумент11 страниц1 s2.0 S0043164815001283 Main PDFBalu BhsОценок пока нет
- 1 s2.0 S0261306910000889 Main PDFДокумент7 страниц1 s2.0 S0261306910000889 Main PDFBalu BhsОценок пока нет
- 1 s2.0 S0261306912006310 Main PDFДокумент12 страниц1 s2.0 S0261306912006310 Main PDFBalu BhsОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- 1 s2.0 S0261306911002603 Main PDFДокумент8 страниц1 s2.0 S0261306911002603 Main PDFBalu BhsОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- 1 s2.0 S0176161714003617 Main PDFДокумент9 страниц1 s2.0 S0176161714003617 Main PDFBalu BhsОценок пока нет
- 1 s2.0 S0043164813000999 Main PDFДокумент7 страниц1 s2.0 S0043164813000999 Main PDFBalu BhsОценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- 1 s2.0 S0043164814003111 Main PDFДокумент7 страниц1 s2.0 S0043164814003111 Main PDFBalu BhsОценок пока нет
- 1 s2.0 S0043164813004304 Main PDFДокумент9 страниц1 s2.0 S0043164813004304 Main PDFBalu BhsОценок пока нет
- 1 s2.0 S0043164812004371 Main PDFДокумент6 страниц1 s2.0 S0043164812004371 Main PDFBalu BhsОценок пока нет
- Synergic Effect of Reinforcement and Heat Treatment On The Two Body Abrasive Wear of An Al-Si Alloy Under Varying Loads and Abrasive SizesДокумент13 страницSynergic Effect of Reinforcement and Heat Treatment On The Two Body Abrasive Wear of An Al-Si Alloy Under Varying Loads and Abrasive SizesBalu BhsОценок пока нет
- 1 s2.0 S0043164813000057 Main PDFДокумент13 страниц1 s2.0 S0043164813000057 Main PDFBalu BhsОценок пока нет
- 1 s2.0 S0043164811003942 Main PDFДокумент9 страниц1 s2.0 S0043164811003942 Main PDFBalu BhsОценок пока нет
- 1 s2.0 S0043164804000419 Main PDFДокумент7 страниц1 s2.0 S0043164804000419 Main PDFBalu BhsОценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- 1 s2.0 S0031942211002007 Main PDFДокумент7 страниц1 s2.0 S0031942211002007 Main PDFBalu BhsОценок пока нет
- 2008 04 PDFДокумент98 страниц2008 04 PDFValeria100% (1)
- d01 PORTAL SPLAPP PDF Useful Informations ScrutinyCases 2013 2014 Faridabad (W) R PDFДокумент43 страницыd01 PORTAL SPLAPP PDF Useful Informations ScrutinyCases 2013 2014 Faridabad (W) R PDFAnjali Srivastava100% (1)
- Canada SCC Mexico Nyce or Nom United States NRTLДокумент5 страницCanada SCC Mexico Nyce or Nom United States NRTLHamza saeedОценок пока нет
- Chemistry Investigatory Project: Topic: Preparation of Rayon ThreadДокумент14 страницChemistry Investigatory Project: Topic: Preparation of Rayon Threadkhushi chelaniОценок пока нет
- 191020countertop Catalogue QUADRA-1Документ41 страница191020countertop Catalogue QUADRA-1ZamzamiОценок пока нет
- 698 Article Text 3682 1 10 20220103 2Документ9 страниц698 Article Text 3682 1 10 20220103 2kianna doctoraОценок пока нет
- GoldyДокумент1 страницаGoldyAniket DubeОценок пока нет
- Mock Board ExamДокумент4 страницыMock Board ExamJay BahulayОценок пока нет
- Astm d396 Fuel OilsДокумент5 страницAstm d396 Fuel Oilsjhon.rojas.ery1489Оценок пока нет
- CH 5 - Ferrous Metals and AlloysДокумент45 страницCH 5 - Ferrous Metals and AlloysYhan SombilonОценок пока нет
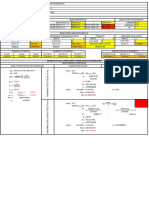
- Design Calculations (Singly-Reinforced Beam Design)Документ4 страницыDesign Calculations (Singly-Reinforced Beam Design)John Kevin CruzОценок пока нет
- BALURAN Molecular CompoundsДокумент15 страницBALURAN Molecular CompoundsTito V. Bautista Jr.Оценок пока нет
- Question PaperДокумент3 страницыQuestion PaperGautam GautamОценок пока нет
- Forging Applications: Uddeholm Tool Steels ForДокумент24 страницыForging Applications: Uddeholm Tool Steels ForMin HanОценок пока нет
- GCC - Plastic IndustryДокумент44 страницыGCC - Plastic IndustrySeshagiri KalyanasundaramОценок пока нет
- SLM G5 Q1 Final VersionДокумент31 страницаSLM G5 Q1 Final VersionAnne Calasagsag DefensorОценок пока нет
- CeramicproductsmarketДокумент132 страницыCeramicproductsmarketDavid Budi SaputraОценок пока нет
- CSDS 510 Oilift 01012017Документ2 страницыCSDS 510 Oilift 01012017Triple S SimbuОценок пока нет
- Quizlet FinalSДокумент26 страницQuizlet FinalSCrisna Rivera PundanoОценок пока нет
- Industrial Waste Management: Che 3101 G1 1/N 00 1/1Документ2 страницыIndustrial Waste Management: Che 3101 G1 1/N 00 1/1JAN JERICHO MENTOYОценок пока нет
- Sirafan SpeedДокумент5 страницSirafan SpeedProsenjit76Оценок пока нет
- MCAT - Past - PaperS - PDF Version 1Документ185 страницMCAT - Past - PaperS - PDF Version 1Muddassar ZafarОценок пока нет
- Burnt Clay Building Bricks - Methods of Tests: Indian StandardДокумент8 страницBurnt Clay Building Bricks - Methods of Tests: Indian Standardmohd waseemОценок пока нет
- Approved: Materials Engineering SpecificationДокумент2 страницыApproved: Materials Engineering SpecificationRonald AraujoОценок пока нет
- 11 Repair KitsДокумент2 страницы11 Repair KitsbuddhansamratОценок пока нет
- Chemistry Paper 3 SLДокумент32 страницыChemistry Paper 3 SLNate ChenОценок пока нет
- Shear Walls-Frame DesignДокумент150 страницShear Walls-Frame Designsaikiran100% (5)
- 2024-Nature Chem Eng-Directing CO2 Electroreduction Pathways For Selective C2 Product Formation Using Single-Site Doped Copper CatalystsДокумент11 страниц2024-Nature Chem Eng-Directing CO2 Electroreduction Pathways For Selective C2 Product Formation Using Single-Site Doped Copper Catalystsrhl1945Оценок пока нет
- Nano Assignment #1Документ16 страницNano Assignment #1Aftab AhmadОценок пока нет
- CIV-MS-010-07-Rapid Chloride PermeabilityДокумент7 страницCIV-MS-010-07-Rapid Chloride PermeabilityAdil faridОценок пока нет
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideОт Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideРейтинг: 3.5 из 5 звезд3.5/5 (7)
- The Laws of Thermodynamics: A Very Short IntroductionОт EverandThe Laws of Thermodynamics: A Very Short IntroductionРейтинг: 4.5 из 5 звезд4.5/5 (10)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionОт EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionРейтинг: 4.5 из 5 звезд4.5/5 (3)
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisОт EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisРейтинг: 4 из 5 звезд4/5 (2)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseОт EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseРейтинг: 4.5 из 5 звезд4.5/5 (51)