Вам также может понравиться
- Welding Consumable and Storage ProcedureДокумент10 страницWelding Consumable and Storage Procedurehasan_676489616100% (1)
- Procedure For Receipt, Storage and Handling of Welding Consumable (Rev 1)Документ8 страницProcedure For Receipt, Storage and Handling of Welding Consumable (Rev 1)dee1985100% (2)
- Control of Welding ConsumableДокумент6 страницControl of Welding ConsumableRaja Rathinam100% (1)
- 100 Welding Consumable Control ProcedureДокумент10 страниц100 Welding Consumable Control ProcedureAhmed Elsayed100% (3)
- Welding Inspector Job and ResponsilbilitiesДокумент5 страницWelding Inspector Job and ResponsilbilitiesFelix GomintongОценок пока нет
- Welding Consumables Control RegisterДокумент5 страницWelding Consumables Control RegisterAli Mhaskar100% (2)
- Welder TrainingДокумент13 страницWelder Trainingויליאם סן מרמיגיוסОценок пока нет
- Welding Consumable Control Procedure 1Документ9 страницWelding Consumable Control Procedure 1eklavyak076757100% (4)
- Pr-w-1102.21-4012-004 Rev A Welder Qualification Testing For Steel Structure (WQT) - SWДокумент18 страницPr-w-1102.21-4012-004 Rev A Welder Qualification Testing For Steel Structure (WQT) - SWMehmet Soysal100% (1)
- Welding Consumable Handling Storage & Issue Control ProcedureДокумент19 страницWelding Consumable Handling Storage & Issue Control ProcedureFerdie OSОценок пока нет
- Welding ProceduresДокумент29 страницWelding ProceduresLaith Salman100% (1)
- Q.c-me-UQ-09 (Weld Identification and Weld Traceability Procedure) Re WriteДокумент5 страницQ.c-me-UQ-09 (Weld Identification and Weld Traceability Procedure) Re WriteAws Mohamed100% (1)
- How To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-2)Документ19 страницHow To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-2)Mohamed AtefОценок пока нет
- WELDING QualityPlanSampleДокумент20 страницWELDING QualityPlanSamplemullanji100% (3)
- Welding Control ProcedureДокумент18 страницWelding Control ProceduresumitОценок пока нет
- B2020-TDC-VF-009 Vessel Fabrication R0Документ5 страницB2020-TDC-VF-009 Vessel Fabrication R0Ramalingam PrabhakaranОценок пока нет
- Petronas Technical Standards: Shop and Field Fabrication of Steel PipingДокумент30 страницPetronas Technical Standards: Shop and Field Fabrication of Steel PipingAli YarahmadiОценок пока нет
- Welding Procedure Specification and Procedure Qualification RecordДокумент2 страницыWelding Procedure Specification and Procedure Qualification RecordNatdanai NorawanОценок пока нет
- Fit Up Report: Project Name Project No. Tank No. Report No. DateДокумент1 страницаFit Up Report: Project Name Project No. Tank No. Report No. DatekarthikumarnpОценок пока нет
- PBI-CCP-QA-0001 QA Welding Consumable Control ProcedureДокумент15 страницPBI-CCP-QA-0001 QA Welding Consumable Control ProcedureTadaya KasaharaОценок пока нет
- Visual Inspection of Tanks & Pressure VesselsДокумент29 страницVisual Inspection of Tanks & Pressure VesselsShahul Hameed Razik100% (5)
- Asme Sec Ix (Welder Qualification)Документ39 страницAsme Sec Ix (Welder Qualification)VinodОценок пока нет
- 038-Pro Welding Consumable Control Procedure PDFДокумент20 страниц038-Pro Welding Consumable Control Procedure PDFKöksal Patan100% (7)
- Sequence of InspectionДокумент7 страницSequence of InspectionRomi Abdul RahmanОценок пока нет
- Daily Weld Fit-Up and Production Report (Field Weld) - Pipeline-Satr-W-2007Документ5 страницDaily Weld Fit-Up and Production Report (Field Weld) - Pipeline-Satr-W-2007smdriyazbasha100% (2)
- Weld Visual Report Rev.0Документ1 страницаWeld Visual Report Rev.0John TerryОценок пока нет
- Flame Straightening S355Документ9 страницFlame Straightening S355Anonymous oI04sS100% (1)
- 03 Welding Control Procedure - Asf QC WCP 001Документ7 страниц03 Welding Control Procedure - Asf QC WCP 001el_sharkawy2011100% (1)
- Marine Facilities Work Egyptian LNG Project-Idku Work Instruction FOR Handling of Consuamable MaterialsДокумент6 страницMarine Facilities Work Egyptian LNG Project-Idku Work Instruction FOR Handling of Consuamable Materialszaki fadlОценок пока нет
- Weld ShrinkageДокумент16 страницWeld ShrinkageWeff JingОценок пока нет
- Welding TerminologyДокумент18 страницWelding Terminologymahi1437100% (1)
- DAILY WELD FIT-UP and PRODUCTION REPORT (Field Weld) - PIPELINE-SATR-W-2007Документ2 страницыDAILY WELD FIT-UP and PRODUCTION REPORT (Field Weld) - PIPELINE-SATR-W-2007smdriyazbashaОценок пока нет
- Welding Consumable Storage & HandlingДокумент39 страницWelding Consumable Storage & HandlingAbdullah100% (1)
- Holiday Detection ProcedureДокумент4 страницыHoliday Detection Proceduregst ajah100% (1)
- Welding Consumables ProcedureДокумент7 страницWelding Consumables ProcedureSenthil Kumaran100% (1)
- Preparation and Control of WeldingДокумент3 страницыPreparation and Control of Weldingbalakumar rajaramОценок пока нет
- Exhibit No.34 - Welding Consumables Receiving Inspection RecordДокумент1 страницаExhibit No.34 - Welding Consumables Receiving Inspection RecordMohammed KamalОценок пока нет
- Thickness Range For Welder Qualification and Procedure QualificationДокумент4 страницыThickness Range For Welder Qualification and Procedure QualificationvirajОценок пока нет
- Dimensional Control ProcedureДокумент12 страницDimensional Control ProcedureBethel NdifonОценок пока нет
- Method Statement For Welding RepairДокумент7 страницMethod Statement For Welding RepairHarun AkkayaОценок пока нет
- 3.4 Golden Joint ProcedureДокумент9 страниц3.4 Golden Joint ProcedureArieОценок пока нет
- Procedure For WQTДокумент13 страницProcedure For WQTdevikar8umОценок пока нет
- Standard PracticeДокумент14 страницStandard PracticeRomi Abdul RahmanОценок пока нет
- Baking Register Baking - 1 Baking - 2: Welder NoДокумент3 страницыBaking Register Baking - 1 Baking - 2: Welder NoShivam TiwariОценок пока нет
- Control of Welding ConsumablesДокумент6 страницControl of Welding ConsumablesRakesh RanjanОценок пока нет
- Materiale Inspection Report QAQc Form - 01 (Joint Fit Up)Документ2 страницыMateriale Inspection Report QAQc Form - 01 (Joint Fit Up)AliDadKhanОценок пока нет
- Engineering Standards Manual ISD 341-2: Chapter 13, Welding & Joining Volume 2, Welding Fabrication ProcedureДокумент11 страницEngineering Standards Manual ISD 341-2: Chapter 13, Welding & Joining Volume 2, Welding Fabrication ProcedureJaveed A. Khan100% (1)
- QYD-QCP-MS-001 Tank Shell Weld Repair Procedure-Method StatementДокумент6 страницQYD-QCP-MS-001 Tank Shell Weld Repair Procedure-Method StatementAbdul Khaleem KhanОценок пока нет
- Assessment Procedure Welding Report FormДокумент23 страницыAssessment Procedure Welding Report Formssierro100% (1)
- Welding ChecklistДокумент1 страницаWelding ChecklistMichael Miotk0% (1)
- AMEC Specification For Titanium 01Документ9 страницAMEC Specification For Titanium 01cenkturkerОценок пока нет
- Inspection and Test ProcedureДокумент8 страницInspection and Test Proceduregaehdd1100% (1)
- Welding Consumables Handling Procedure.Документ5 страницWelding Consumables Handling Procedure.Mohammed Kamal78% (23)
- 6a. Steel Ball Valve PDFДокумент16 страниц6a. Steel Ball Valve PDFAbhijit TumbreОценок пока нет
- Inspection of Subsea and Surface Wellhead & Christmas Tree EquipmentДокумент14 страницInspection of Subsea and Surface Wellhead & Christmas Tree Equipmentshifa100% (1)
- Section 5 Quality Assurance and Inspection of WeldsДокумент55 страницSection 5 Quality Assurance and Inspection of Weldsariyamanjula2914Оценок пока нет
- 0 Line 13 Conductor Zebra Used in Transmission LinesДокумент9 страниц0 Line 13 Conductor Zebra Used in Transmission LinesPavithra ShivanОценок пока нет
- Specification For T: 1 16.05.2020 Revised SC VB SJG 0 27.08.2015 First Issue NV US SVKДокумент24 страницыSpecification For T: 1 16.05.2020 Revised SC VB SJG 0 27.08.2015 First Issue NV US SVKvishal bhamreОценок пока нет
- Bs en 10025 2Документ13 страницBs en 10025 2Valesh MonisОценок пока нет
- A 915 - A915m - 93 R98 Qtkxns05m1i5oa - PDFДокумент3 страницыA 915 - A915m - 93 R98 Qtkxns05m1i5oa - PDFMung Duong XuanОценок пока нет
- Part 1: Summary of The Entire Session:: Light FormsДокумент7 страницPart 1: Summary of The Entire Session:: Light FormsUmair AwanОценок пока нет
- PART 1: Summary of The Entire Session: in EnglishДокумент4 страницыPART 1: Summary of The Entire Session: in EnglishUmair AwanОценок пока нет
- Part 1: Summary of The Entire SessionДокумент4 страницыPart 1: Summary of The Entire SessionUmair AwanОценок пока нет
- Solved Passed Paper FCPS Part-2 DaleepДокумент20 страницSolved Passed Paper FCPS Part-2 DaleepUmair AwanОценок пока нет
- Taking Control of Your Career: Sandra Haase & Catherine Steele Centre For People at WorkДокумент19 страницTaking Control of Your Career: Sandra Haase & Catherine Steele Centre For People at WorkUmair AwanОценок пока нет
- Factory Acceptance Test For PRVДокумент4 страницыFactory Acceptance Test For PRVUmair AwanОценок пока нет
- Factory Acceptance Test For RDДокумент3 страницыFactory Acceptance Test For RDUmair Awan100% (1)
- Boiler 1 Boiler 2 ESP Switchyard: DAILY QC-Mech Report Dated: Sr. Steel Structure Erected Welded Joints UT RemarksДокумент1 страницаBoiler 1 Boiler 2 ESP Switchyard: DAILY QC-Mech Report Dated: Sr. Steel Structure Erected Welded Joints UT RemarksUmair AwanОценок пока нет
- GEMSS-G-05 Rev 03 - Quality Control - Quality AssuranceДокумент20 страницGEMSS-G-05 Rev 03 - Quality Control - Quality AssuranceUmair Awan100% (1)
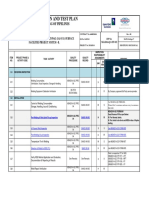
- Tanhov Industrial Co.,Ltd: ITP (Inspection and Test Plan) FOR PRVДокумент2 страницыTanhov Industrial Co.,Ltd: ITP (Inspection and Test Plan) FOR PRVUmair AwanОценок пока нет
- Minimum Quality Requirements For Epc Contractors PDFДокумент47 страницMinimum Quality Requirements For Epc Contractors PDFUmair Awan100% (2)
- Machinery Alignment TechniquesДокумент79 страницMachinery Alignment TechniquesUmair Awan100% (2)
- Supervisor Competency Guideline FinalДокумент77 страницSupervisor Competency Guideline FinalUmair Awan100% (1)
- ITP For Boiler ErectionДокумент6 страницITP For Boiler ErectionUmair Awan100% (2)
- Changes Contained in The 10th Edition of API 510Документ3 страницыChanges Contained in The 10th Edition of API 510Umair Awan100% (7)
- QQQ QQQ QQQ QQQ: Final InspectionДокумент2 страницыQQQ QQQ QQQ QQQ: Final InspectionUmair Awan100% (1)
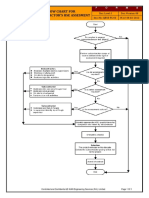
- Subcontractor HS&E Assessment FlowchartДокумент1 страницаSubcontractor HS&E Assessment FlowchartUmair Awan100% (1)
- QIP of Boiler For ErectionДокумент6 страницQIP of Boiler For ErectionUmair Awan100% (2)
- Technical Assesment For WelderДокумент1 страницаTechnical Assesment For WelderUmair AwanОценок пока нет
- Punch ListДокумент1 страницаPunch ListUmair Awan100% (2)
- Positive Material Identification ReportДокумент1 страницаPositive Material Identification ReportUmair AwanОценок пока нет
- Release For GroutingДокумент1 страницаRelease For GroutingUmair AwanОценок пока нет
- Geophones Brochure Sercel PDFДокумент16 страницGeophones Brochure Sercel PDFAndrés FelipeОценок пока нет
- Dokumen - Tips Gold-WorkbookДокумент49 страницDokumen - Tips Gold-WorkbookAndreea AlashqarОценок пока нет
- Makira Carbon Project enДокумент2 страницыMakira Carbon Project enhuisclosОценок пока нет
- Australian Geography NotesДокумент9 страницAustralian Geography Notestania_eОценок пока нет
- Flate Plate CollectorДокумент45 страницFlate Plate CollectorSunil PandeyОценок пока нет
- Rinda Rahmanisa - Writing Task 1Документ6 страницRinda Rahmanisa - Writing Task 1B080 Rinda RahmanisaОценок пока нет
- Anna University Heat Transfer Question BankДокумент12 страницAnna University Heat Transfer Question BankGoutham R80% (5)
- Cause and Effect ExamplesДокумент2 страницыCause and Effect ExamplesZaki Azman100% (1)
- Force of Nature - Global Warming - 2010 04 26 - Computer Models - MODIFIED - PDF - 300 DpiДокумент10 страницForce of Nature - Global Warming - 2010 04 26 - Computer Models - MODIFIED - PDF - 300 DpiuncleadolphОценок пока нет
- Philippine Literary SelectionДокумент7 страницPhilippine Literary SelectionMichelle RangesОценок пока нет
- D Rainclean 11Документ12 страницD Rainclean 11joebriffaОценок пока нет
- HVAC Refrigerent Piping Reference ManualДокумент41 страницаHVAC Refrigerent Piping Reference ManualSam JoseОценок пока нет
- Full Obama Remarks at The YSEALI Town HallДокумент22 страницыFull Obama Remarks at The YSEALI Town HallegahmuliaОценок пока нет
- Modal VerbsДокумент3 страницыModal VerbsReena JimmyОценок пока нет
- FIST 3-30 Transformer Maintenance: Facilities Instructions, Standards, and TechniquesДокумент87 страницFIST 3-30 Transformer Maintenance: Facilities Instructions, Standards, and Techniques3319826Оценок пока нет
- What Do You Know About Inorganic Zinc CoatingsДокумент14 страницWhat Do You Know About Inorganic Zinc CoatingsSasha Ziza100% (1)
- Conditional Sentences Type 1Документ28 страницConditional Sentences Type 1saimaabedi100% (1)
- Multi MetersДокумент10 страницMulti Metersmanoj thankachan100% (1)
- Dwnload Full Process Systems Analysis and Control 3rd Edition Coughanowr Solutions Manual PDFДокумент36 страницDwnload Full Process Systems Analysis and Control 3rd Edition Coughanowr Solutions Manual PDFmarcuspaulhcsr6100% (8)
- Jacques Vallee, Claude Poher. Basic Patterns in UFO Observations (AiAA, 1975)Документ14 страницJacques Vallee, Claude Poher. Basic Patterns in UFO Observations (AiAA, 1975)sergejshОценок пока нет
- Review of Bangladesh Climate Change Strategy and Action Plan (BCCSAP) 2009 Scope of Prioritization - Z - H - Khan - CFGP - TIBДокумент27 страницReview of Bangladesh Climate Change Strategy and Action Plan (BCCSAP) 2009 Scope of Prioritization - Z - H - Khan - CFGP - TIBAbhinandanОценок пока нет
- AC Performance - Questions Bank For ATPLДокумент37 страницAC Performance - Questions Bank For ATPLpilotmo100% (4)
- K To 12 Science Curriculum GuideДокумент86 страницK To 12 Science Curriculum GuideDr. Joy Kenneth Sala Biasong100% (2)
- Aurelio Arago Memorial National High School: Leido, Victoria Oriental MindoroДокумент3 страницыAurelio Arago Memorial National High School: Leido, Victoria Oriental MindoroJaymar MagtibayОценок пока нет
- Bn1212 Tubo para Medir Absorción Bruel N JaerДокумент4 страницыBn1212 Tubo para Medir Absorción Bruel N JaerkreatosОценок пока нет
- Method Statement External Wall Template Issue 4Документ9 страницMethod Statement External Wall Template Issue 4thelast_aienОценок пока нет
- OSHA - Manual Del Rigger PDFДокумент66 страницOSHA - Manual Del Rigger PDFNelson Echeverria G100% (1)
- Guide Specifications For Portland Cement PlasterДокумент5 страницGuide Specifications For Portland Cement PlasterUmang sharmaОценок пока нет
- Nature'S Fury: Presented By: Divanshu Pandey Roll No. 10 Class IX-AДокумент12 страницNature'S Fury: Presented By: Divanshu Pandey Roll No. 10 Class IX-ASanjay Manhas100% (1)
- PPT 14 Air, Water, Weather (22.6.20) PDFДокумент17 страницPPT 14 Air, Water, Weather (22.6.20) PDFAyushi Gupta100% (1)