Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Indonesia Up Date:: Progress of The NPI Ramp-Up, Barriers To Market Growth and Outlook For Future ProductionДокумент26 страницIndonesia Up Date:: Progress of The NPI Ramp-Up, Barriers To Market Growth and Outlook For Future ProductionDavid Budi SaputraОценок пока нет
- Smelter AnalysisДокумент8 страницSmelter AnalysisDavid Budi Saputra100% (1)
- List of Chinese Importers of Product(s) ClassifiedДокумент369 страницList of Chinese Importers of Product(s) ClassifiedDavid Budi Saputra73% (11)
- CRU NickelДокумент10 страницCRU NickelDavid Budi SaputraОценок пока нет
- Glencore The Realities of The Nickel Market November 201311Документ16 страницGlencore The Realities of The Nickel Market November 201311David Budi SaputraОценок пока нет
- Nickel Pig Iron in China: CommoditiesДокумент8 страницNickel Pig Iron in China: CommoditiesDavid Budi SaputraОценок пока нет
- Layout Pengolahan LPGДокумент1 страницаLayout Pengolahan LPGDavid Budi SaputraОценок пока нет
- Klaster - Energi - Surya - ITBДокумент27 страницKlaster - Energi - Surya - ITBDavid Budi SaputraОценок пока нет
- Supply Demand Analysis of OilДокумент80 страницSupply Demand Analysis of OilALOK THAKURОценок пока нет
- Aspect Bunker White PaperДокумент7 страницAspect Bunker White PaperDavid Budi SaputraОценок пока нет
- Alexcina Energy ProfileДокумент8 страницAlexcina Energy ProfileDavid Budi SaputraОценок пока нет
- Conference15 05Документ21 страницаConference15 05David Budi SaputraОценок пока нет
- Supply Demand Analysis of OilДокумент80 страницSupply Demand Analysis of OilALOK THAKURОценок пока нет
- UEU-Undergraduate-1407-DAFTAR TABEL PDFДокумент1 страницаUEU-Undergraduate-1407-DAFTAR TABEL PDFDavid Budi SaputraОценок пока нет
- Al HHP Solarpower Jul13 PDFДокумент5 страницAl HHP Solarpower Jul13 PDFDavid Budi SaputraОценок пока нет
- Parque Sol Ar Fotovoltaico Luz Del Norte, SpA Project Summary PDFДокумент4 страницыParque Sol Ar Fotovoltaico Luz Del Norte, SpA Project Summary PDFDavid Budi SaputraОценок пока нет
- Electricity Guide 2013Документ130 страницElectricity Guide 2013Yessica Noventina SihotangОценок пока нет
- NCF Guide To Factoring PDFДокумент12 страницNCF Guide To Factoring PDFDavid Budi SaputraОценок пока нет
- Biomass Part-2 PDFДокумент69 страницBiomass Part-2 PDFDavid Budi SaputraОценок пока нет
- Combining Solar PV Wind Farms PDFДокумент8 страницCombining Solar PV Wind Farms PDFDavid Budi SaputraОценок пока нет
- Types of LC - Scotia BankДокумент20 страницTypes of LC - Scotia BankgmsangeethОценок пока нет
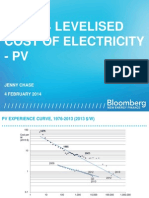
- LCOE of PV, Feb 2014Документ9 страницLCOE of PV, Feb 2014kokeinОценок пока нет
- 2014 en Finahari Pep Infoveranstaltung Netzgeb PV Indonesien Thailand PDFДокумент16 страниц2014 en Finahari Pep Infoveranstaltung Netzgeb PV Indonesien Thailand PDFDavid Budi SaputraОценок пока нет
- MFG Process DesignДокумент94 страницыMFG Process DesignDavid Budi SaputraОценок пока нет
- Biomass Part-1 PDFДокумент11 страницBiomass Part-1 PDFDavid Budi SaputraОценок пока нет
- TestДокумент188 страницTestJames DarellОценок пока нет
- Asset Jaminan Ibu Sri Hastuti PDFДокумент1 страницаAsset Jaminan Ibu Sri Hastuti PDFDavid Budi Saputra0% (1)
- 04 EquipmentДокумент77 страниц04 EquipmentKecing Juragan KambingОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Firing Deformation in Large Size Porcelain Tiles. Effect of Compositional and Process VariablesДокумент15 страницFiring Deformation in Large Size Porcelain Tiles. Effect of Compositional and Process Variablesmap vitcoОценок пока нет
- IdroprimerДокумент2 страницыIdroprimermcgОценок пока нет
- Hydraulic and Pneumatic Power SystemsДокумент57 страницHydraulic and Pneumatic Power SystemsManic Chillfax100% (2)
- Unit 1: Properties of FluidДокумент37 страницUnit 1: Properties of Fluidintustan leeОценок пока нет
- Science 4 Quarter 1 Week 5Документ3 страницыScience 4 Quarter 1 Week 5Sirawai II District100% (6)
- (Panton) Incompressible Flow 3rd PDFДокумент398 страниц(Panton) Incompressible Flow 3rd PDFfabio1199Оценок пока нет
- Marine Science Ans - p1-40Документ40 страницMarine Science Ans - p1-40neempubgОценок пока нет
- Gas Liquid Separation Technology 20090819 PDFДокумент24 страницыGas Liquid Separation Technology 20090819 PDFHITESHОценок пока нет
- Science 8 Summative Test Third Quarter Name: - Year and SectionДокумент2 страницыScience 8 Summative Test Third Quarter Name: - Year and SectionJobel Nuestro100% (1)
- Sie Krishna RevChemEng 1998 Part 3Документ50 страницSie Krishna RevChemEng 1998 Part 3Huzefa CalcuttawalaОценок пока нет
- Instrumentation and Control of Heat ExchangerДокумент29 страницInstrumentation and Control of Heat Exchangerpra578Оценок пока нет
- Fluid Mech C1.3Документ2 страницыFluid Mech C1.3Kyle NeillyОценок пока нет
- Acoustic Characterization of Contrast Agents For MEdical US Imaging - Lars Hoff PDFДокумент218 страницAcoustic Characterization of Contrast Agents For MEdical US Imaging - Lars Hoff PDFAwaneeshОценок пока нет
- Pressure Vessels (Att. VIII)Документ42 страницыPressure Vessels (Att. VIII)Syed M. Imran Ali100% (1)
- Chiller Manual 40102-00007-00Документ48 страницChiller Manual 40102-00007-00AnanduОценок пока нет
- Astm c1064Документ3 страницыAstm c1064Roberto Hernandez Gaspar100% (2)
- Science ReviewerДокумент4 страницыScience ReviewerGeorgina IntiaОценок пока нет
- LiquifloCatalog 2009 EngineeringДокумент67 страницLiquifloCatalog 2009 Engineeringleo cejaОценок пока нет
- Mlaznice - General Nozzle Catalogue (Webversion)Документ171 страницаMlaznice - General Nozzle Catalogue (Webversion)GogyОценок пока нет
- Design Engineering - 1: Project Subject: Project Guide: StudentsДокумент10 страницDesign Engineering - 1: Project Subject: Project Guide: StudentsWhite HunterОценок пока нет
- N991 Series Spec SheetДокумент2 страницыN991 Series Spec SheetJavier GarciaОценок пока нет
- SHMT 3 PDFДокумент114 страницSHMT 3 PDFAmna EhsanОценок пока нет
- Gas Condensate ReservoirДокумент170 страницGas Condensate Reservoirmts1234Оценок пока нет
- (2097) Lecture Notes Solutions and Colligative Proerties eДокумент48 страниц(2097) Lecture Notes Solutions and Colligative Proerties eRamJiPandey100% (2)
- Food Engineering 2Документ37 страницFood Engineering 2Bảo ĐoànОценок пока нет
- 8 Methods of Separating Components of MixtureДокумент1 страница8 Methods of Separating Components of MixtureArvin CoirneОценок пока нет
- 6.16.2.3 ENI Tank Cleaning ProcedureДокумент28 страниц6.16.2.3 ENI Tank Cleaning ProcedurePopa Vasile71% (7)
- Daikin VRV III (Selection Installation Proceedure) Technical Data Book PDFДокумент56 страницDaikin VRV III (Selection Installation Proceedure) Technical Data Book PDFHarveen Singh100% (1)
- Pharmaceutical Organic Chemistry I Lab ManualДокумент57 страницPharmaceutical Organic Chemistry I Lab ManualDeep Mali100% (1)
- SPE36919 A Novel Graphical Method For Determining Dewpoint Pressures of Gas CondensatesДокумент3 страницыSPE36919 A Novel Graphical Method For Determining Dewpoint Pressures of Gas CondensatesWaleed Barakat MariaОценок пока нет