Вам также может понравиться
- Generalized Kinematics of Five-Axis Serial Machines WithДокумент47 страницGeneralized Kinematics of Five-Axis Serial Machines WithJoss Joss100% (1)
- CNC MachinesДокумент52 страницыCNC Machinespranav sharmaОценок пока нет
- Lathe MachineДокумент91 страницаLathe MachineHrithik LakhaniОценок пока нет
- Automatic Drilling Machine Using PLC IJISETДокумент6 страницAutomatic Drilling Machine Using PLC IJISETTimothy FieldsОценок пока нет
- Tail Stock of LatheДокумент7 страницTail Stock of LatheKIÊN HOÀNG TRUNG100% (1)
- Non Chip FormingДокумент33 страницыNon Chip FormingNur AmirahОценок пока нет
- Lathe Maachine Theorywork ShopДокумент37 страницLathe Maachine Theorywork ShopAshenОценок пока нет
- Computer Programming 1 - Jenny's OnlineДокумент4 страницыComputer Programming 1 - Jenny's OnlineHiro GamerОценок пока нет
- Milling MachineДокумент21 страницаMilling MachineAron Olivera WabelОценок пока нет
- LatheДокумент63 страницыLatheRandom100% (1)
- Boring ToolДокумент15 страницBoring Toolmuneiah100% (1)
- Machine Tools and Machining1Документ62 страницыMachine Tools and Machining1Faisal MaqsoodОценок пока нет
- TE415 Machine Tool Probe CalibrationДокумент6 страницTE415 Machine Tool Probe CalibrationLjubo ObleščakОценок пока нет
- Lec 07 - Machining OperationsДокумент67 страницLec 07 - Machining OperationsMuhammad Rizwan QureshiОценок пока нет
- Machine Elements, Power Transmission Devices-pages-BY MBOKEHДокумент93 страницыMachine Elements, Power Transmission Devices-pages-BY MBOKEHAvopaul ZeОценок пока нет
- Module 5-Shaper (Handouts)Документ9 страницModule 5-Shaper (Handouts)Fayyaz NadeemОценок пока нет
- For More Presentation Go To: Metal Cutting LatheДокумент74 страницыFor More Presentation Go To: Metal Cutting Lathebabu319Оценок пока нет
- Sliding Head Stock High Precision High Productivity: The Best Machine For Flexible NeedsДокумент4 страницыSliding Head Stock High Precision High Productivity: The Best Machine For Flexible Needscmgankl100% (1)
- Drilling MachineДокумент30 страницDrilling MachinePuneeth KumarОценок пока нет
- Name of The Experiment:: Study and Operation Bench Drilling MachineДокумент5 страницName of The Experiment:: Study and Operation Bench Drilling MachinemadОценок пока нет
- Lathe and Capstan & TurretДокумент13 страницLathe and Capstan & TurretNishit Parmar100% (1)
- Module 1Документ21 страницаModule 1AzizОценок пока нет
- Lathe AccessoriesДокумент4 страницыLathe AccessoriesBOT-X GAMING100% (1)
- Drilling SRM UniviersityДокумент27 страницDrilling SRM UniviersityBhavin Desai100% (2)
- Drill Press Text BookДокумент138 страницDrill Press Text BookKartik Sheth100% (1)
- Drilling Machine & ReamersДокумент42 страницыDrilling Machine & ReamersSomenath RahaОценок пока нет
- Cincom L12Документ8 страницCincom L12asilka68Оценок пока нет
- Unit 2 - Drilling 29Документ41 страницаUnit 2 - Drilling 29normanjames966Оценок пока нет
- Geometry of Twist DrillДокумент15 страницGeometry of Twist Drillbest4reverОценок пока нет
- The Indexing or Dividing HeadДокумент55 страницThe Indexing or Dividing Headmish bernsОценок пока нет
- Module IV-Milling MachineДокумент26 страницModule IV-Milling MachineNalluriRavindra100% (2)
- Spring WasherДокумент2 страницыSpring Washerboyzes100% (1)
- 15ME202 Manufacturing Technology: Unit - 5 Machine ToolsДокумент68 страниц15ME202 Manufacturing Technology: Unit - 5 Machine ToolsMouriya0% (1)
- MillingДокумент54 страницыMillingVickyVenkataramanОценок пока нет
- Ortographic ProjectionДокумент37 страницOrtographic ProjectionWarren RiveraОценок пока нет
- Drilling MachineДокумент79 страницDrilling MachineMunem ShahriarОценок пока нет
- LatheДокумент14 страницLatheHimanshu ModiОценок пока нет
- Hole Quality in DrillingДокумент11 страницHole Quality in DrillingJack BurtonОценок пока нет
- Production Technology Lab FileДокумент45 страницProduction Technology Lab FileSakshi RoyОценок пока нет
- JJ104 Workshop Technology Chapter6 Milling MachineДокумент27 страницJJ104 Workshop Technology Chapter6 Milling MachineAh Tiang100% (3)
- Work HoldingДокумент5 страницWork HoldingKANDALA RAJASHEKAR REDDYОценок пока нет
- Five-Axis Milling Machine Tool Kinematic Chain Design and AnalysisДокумент16 страницFive-Axis Milling Machine Tool Kinematic Chain Design and AnalysisMarinelОценок пока нет
- Five Axis MachinesДокумент9 страницFive Axis Machinesacalderab5377Оценок пока нет
- A Novel Kinematic Model For Five-Axis Machine Tools and Its CNC ApplicationsДокумент11 страницA Novel Kinematic Model For Five-Axis Machine Tools and Its CNC ApplicationsPablus_IIIОценок пока нет
- Modelling of Five-Axis Machine Tool Metrology Models Using The Matrix Summation ApproachДокумент6 страницModelling of Five-Axis Machine Tool Metrology Models Using The Matrix Summation ApproachRaúl DíazОценок пока нет
- NC Post-Processor For 5-Axis Milling Machine of Table-Rotating/tilting TypeДокумент6 страницNC Post-Processor For 5-Axis Milling Machine of Table-Rotating/tilting TypeAlex BurnsОценок пока нет
- 5 Axis Post Processor PDFДокумент9 страниц5 Axis Post Processor PDFmatic91Оценок пока нет
- Advance Manufacturing Lab - MME 191Документ19 страницAdvance Manufacturing Lab - MME 191Rajib GhoraiОценок пока нет
- A Novel Differential Kinematics Model To Compare The Kinematic Performances of 5-Axis CNC MachinesДокумент14 страницA Novel Differential Kinematics Model To Compare The Kinematic Performances of 5-Axis CNC MachinesMarinelОценок пока нет
- 5-Axis Milling Machine For Drilling Inclined Holes in PartsДокумент9 страниц5-Axis Milling Machine For Drilling Inclined Holes in PartsMido MoussaОценок пока нет
- Configuration Synthesis of Machining Centres With Tool Change MechanismsДокумент23 страницыConfiguration Synthesis of Machining Centres With Tool Change MechanismsTommy GaoОценок пока нет
- 13 (Not Used)Документ13 страниц13 (Not Used)Mido MoussaОценок пока нет
- Jig and FixtureДокумент24 страницыJig and FixtureprabhjotbhangalОценок пока нет
- The Development of Hexapod Kinematic Machine: Keywords: Parallel Kinematic Structure, Control System, CNC Machine ToolДокумент4 страницыThe Development of Hexapod Kinematic Machine: Keywords: Parallel Kinematic Structure, Control System, CNC Machine ToolMilan Ynwa JovicicОценок пока нет
- 5 Axis Post ProcessorДокумент9 страниц5 Axis Post ProcessorDUONGTAMОценок пока нет
- Surface Swept by A Toroidal Cutter During 5-Axis MachiningДокумент10 страницSurface Swept by A Toroidal Cutter During 5-Axis MachiningJulen MartinezОценок пока нет
- Robotics BIT Bank-PapersДокумент17 страницRobotics BIT Bank-PapersVenkateswar Reddy MallepallyОценок пока нет
- Inverse Kinematics Analysis For Manipulator Robot With Wrist Offset Based On The Closed-Form AlgorithmДокумент9 страницInverse Kinematics Analysis For Manipulator Robot With Wrist Offset Based On The Closed-Form AlgorithmAI Coordinator - CSC JournalsОценок пока нет
- Design and Control of A Novel 4-Dofs Parallel Robot H4Документ7 страницDesign and Control of A Novel 4-Dofs Parallel Robot H4vinoo13Оценок пока нет
- A New Approach To The Design of A Delta Robot With A Desired Workspace PDFДокумент17 страницA New Approach To The Design of A Delta Robot With A Desired Workspace PDFRauLasH26Оценок пока нет
- Sas Cryo Torqseal 08 - VELANДокумент8 страницSas Cryo Torqseal 08 - VELANAnte DabroОценок пока нет
- Classification of Rolling Based On The ArrangementsДокумент3 страницыClassification of Rolling Based On The ArrangementsAnte DabroОценок пока нет
- 5-Axis Machining Module - enДокумент12 страниц5-Axis Machining Module - enAnte DabroОценок пока нет
- 09-1256 - Virtual Process Systems For Part Machining OperationsДокумент21 страница09-1256 - Virtual Process Systems For Part Machining OperationsAnte DabroОценок пока нет
- Laboratory Exercise Set 1 (Getting Started With Windows) Lab 1.1 Getting Started in Windows 7Документ29 страницLaboratory Exercise Set 1 (Getting Started With Windows) Lab 1.1 Getting Started in Windows 7Kim dela TorreОценок пока нет
- Software Dev Processes Project 1Документ2 страницыSoftware Dev Processes Project 1ereter50% (8)
- Fire-Lite ACM-16ATF Data SheetДокумент4 страницыFire-Lite ACM-16ATF Data SheetJMAC SupplyОценок пока нет
- PDF 20230427 193211 0000-1 PDFДокумент5 страницPDF 20230427 193211 0000-1 PDFReginald AgcambotОценок пока нет
- Connected Nations 2020Документ62 страницыConnected Nations 2020Irina SilesОценок пока нет
- Pengenalan Dan Pemanfaatan Marketplace E-Commerce Untuk Pelaku Ukm Wilayah CilegonДокумент8 страницPengenalan Dan Pemanfaatan Marketplace E-Commerce Untuk Pelaku Ukm Wilayah CilegonPemetaanPendidikanОценок пока нет
- Keyence cv700 - Man2Документ232 страницыKeyence cv700 - Man2kamaleon85Оценок пока нет
- Li-B17E7 User ManualДокумент1 страницаLi-B17E7 User ManualKatia KorndorferОценок пока нет
- CS544 - Cloud Application DevelopmentДокумент3 страницыCS544 - Cloud Application DevelopmentMayur PatilОценок пока нет
- ReliefVent FinalДокумент16 страницReliefVent FinalHAZEL JEAN BIGCASОценок пока нет
- 15 Causes of Project FailureДокумент3 страницы15 Causes of Project FailureEyuael Solomon100% (2)
- Defect Classification and AnalysisДокумент30 страницDefect Classification and AnalysisshingkeongОценок пока нет
- Sanog16 Mpls Transport SantanuДокумент75 страницSanog16 Mpls Transport Santanunambiar123Оценок пока нет
- Preparing For Successful Data Integrity AuditsДокумент23 страницыPreparing For Successful Data Integrity AuditsDante Iulli100% (1)
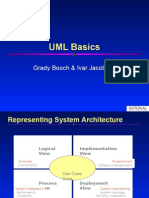
- UML Basics: Grady Booch & Ivar JacobsonДокумент101 страницаUML Basics: Grady Booch & Ivar Jacobsongunasekaran.subramani3879100% (1)
- Ada 632232Документ211 страницAda 632232KimОценок пока нет
- Fisa Tehnica Camera Supraveghere Exterior Dahua Starlight HAC-HFW1230T-A-0360BДокумент3 страницыFisa Tehnica Camera Supraveghere Exterior Dahua Starlight HAC-HFW1230T-A-0360BDanielTeglasОценок пока нет
- MRB Physics PDFДокумент123 страницыMRB Physics PDFSridhar Reddy100% (1)
- 5g Design Best Practices White PaperДокумент13 страниц5g Design Best Practices White PaperOrlando MedinaОценок пока нет
- NPM SimulationДокумент405 страницNPM SimulationĐàm Duân100% (1)
- The Logistics and Supply Chain Innovation Handbook... - (Contents)Документ5 страницThe Logistics and Supply Chain Innovation Handbook... - (Contents)Michelle LieОценок пока нет
- Mra Signatories 25Документ11 страницMra Signatories 25Erick MoraОценок пока нет
- Schedule: Timing Topic: 30 Minutes 50 Minutes Practice 80 Minutes TotalДокумент115 страницSchedule: Timing Topic: 30 Minutes 50 Minutes Practice 80 Minutes TotalCacobitoОценок пока нет
- Micom P44X: Numerical Distance Protection RelayДокумент152 страницыMicom P44X: Numerical Distance Protection RelayKuenley TiNy OndeОценок пока нет
- Probation Period ReportДокумент17 страницProbation Period ReportMiranti Puspitasari0% (1)
- INSTRUCTIONS FOR USOL PRIVATE REAPPEAR DE January 2022Документ4 страницыINSTRUCTIONS FOR USOL PRIVATE REAPPEAR DE January 2022RaghavОценок пока нет
- Security MindsetДокумент3 страницыSecurity MindsetcykablyatОценок пока нет
- Lab FilmsДокумент7 страницLab FilmsSantiago AliОценок пока нет
- B.E - Intake - 2021-22 - 452652Документ16 страницB.E - Intake - 2021-22 - 452652enr E&RОценок пока нет
- Adam PMB53 Moisture Analyzer User ManualДокумент84 страницыAdam PMB53 Moisture Analyzer User Manualpwrage6561Оценок пока нет