Вам также может понравиться
- The MAC-10 Construction Guide - Practical Scrap Metal Small Arms Vol.6Документ23 страницыThe MAC-10 Construction Guide - Practical Scrap Metal Small Arms Vol.6Fisherman35787% (255)
- BSP SMG BookДокумент29 страницBSP SMG Bookbovine splendor90% (31)
- Build-A-Borz (Practical Scrap Metal Small Arms Vol.9) PDFДокумент23 страницыBuild-A-Borz (Practical Scrap Metal Small Arms Vol.9) PDFknockelflies86% (21)
- DIY Vol 2 - The Box Tube MAC-11 by Professor Parabellum (PRT 21 Pages Copy On Bond Paper 15 To 20)Документ21 страницаDIY Vol 2 - The Box Tube MAC-11 by Professor Parabellum (PRT 21 Pages Copy On Bond Paper 15 To 20)fritzthecat5295% (22)
- DIY GUNS: Recoil Magazine's Guide to Homebuilt Suppressors, 80 Percent Lowers, Rifle Mods and More!От EverandDIY GUNS: Recoil Magazine's Guide to Homebuilt Suppressors, 80 Percent Lowers, Rifle Mods and More!Рейтинг: 4 из 5 звезд4/5 (4)
- Colt 1911 BlueprintsДокумент18 страницColt 1911 BlueprintsRandy Wilson89% (38)
- Expedient Homemade Firearms - BSP 9mm SMG - P.A LutyДокумент46 страницExpedient Homemade Firearms - BSP 9mm SMG - P.A Lutybanjovy100% (5)
- MAC-11 9mm Construction Conversion Iron Wulf PublishingДокумент86 страницMAC-11 9mm Construction Conversion Iron Wulf PublishingJordan Voller100% (6)
- The Table Leg Typewriter (Practical Scrap Metal Small Arms Vol.10)Документ37 страницThe Table Leg Typewriter (Practical Scrap Metal Small Arms Vol.10)xan94% (18)
- 9mm Bullet Hose (Practical Scrap Metal Small Arms Vol.8)Документ24 страницы9mm Bullet Hose (Practical Scrap Metal Small Arms Vol.8)jkruise81% (16)
- 9mm Bullet Hose (Practical Scrap Metal Small Arms Vol.8)Документ24 страницы9mm Bullet Hose (Practical Scrap Metal Small Arms Vol.8)gunpdfs95% (211)
- UC Foldable SMGДокумент37 страницUC Foldable SMGfranlopal97% (32)
- The Gun Digest Book of Firearms Assembly/Disassembly Part V - ShotgunsОт EverandThe Gun Digest Book of Firearms Assembly/Disassembly Part V - ShotgunsРейтинг: 5 из 5 звезд5/5 (3)
- Metralleta Casera Sin Torno TRADUCIDO AL FINALДокумент12 страницMetralleta Casera Sin Torno TRADUCIDO AL FINALMiguel Omar Pieszko100% (5)
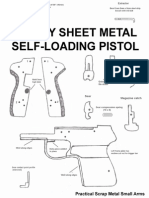
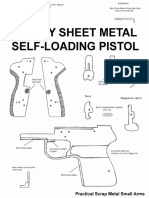
- The DIY Sheet Metal Self-Loading Pistol (Practical Scrap Metal Small Arms) PDFДокумент15 страницThe DIY Sheet Metal Self-Loading Pistol (Practical Scrap Metal Small Arms) PDFgunpdfs93% (122)
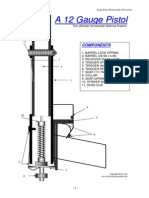
- 12g Shot PistolДокумент23 страницы12g Shot Pistolabhungry100% (1)
- The Box Tube MAC-11 Part 2 (Practical Scrap Metal Small Arms Vol.5)Документ24 страницыThe Box Tube MAC-11 Part 2 (Practical Scrap Metal Small Arms Vol.5)Oscar Hernandez67% (3)
- Practical Guide to the Operational Use of the PPS-43 Submachine GunОт EverandPractical Guide to the Operational Use of the PPS-43 Submachine GunОценок пока нет
- Practical Guide to the Operational Use of the PPSh-41 Submachine GunОт EverandPractical Guide to the Operational Use of the PPSh-41 Submachine GunРейтинг: 5 из 5 звезд5/5 (2)
- (GUNSMITHING) The .22 PistolДокумент18 страниц(GUNSMITHING) The .22 PistolMago Invisivel88% (25)
- Knife Fighting Arts of SpainДокумент9 страницKnife Fighting Arts of Spainsuzyq9r50% (4)
- 22 PistolДокумент17 страниц22 PistolLambourghini100% (4)
- ОружиеСтрелкаГермания9мая PDFДокумент11 страницОружиеСтрелкаГермания9мая PDF482358209596249420204458140058798324454948309300% (1)
- PitbullДокумент22 страницыPitbullcrbspoa93% (27)
- 7CBCE Full Auto Vol 3 MAC-10 Single PagesДокумент58 страниц7CBCE Full Auto Vol 3 MAC-10 Single Pagesangelines123100% (4)
- Sheet Metal Self-Loading PistolДокумент15 страницSheet Metal Self-Loading Pistoljkruise100% (5)
- Professional Gunsmithing - A Textbook on the Repair and Alteration of Firearms - With Detailed Notes and Suggestions Relative to the Equipment and Operation of a Commercial Gun ShopОт EverandProfessional Gunsmithing - A Textbook on the Repair and Alteration of Firearms - With Detailed Notes and Suggestions Relative to the Equipment and Operation of a Commercial Gun ShopРейтинг: 5 из 5 звезд5/5 (3)
- Gunsmithing the AR-15, Vol. 3: The Bench ManualОт EverandGunsmithing the AR-15, Vol. 3: The Bench ManualРейтинг: 2.5 из 5 звезд2.5/5 (4)
- Meteor Is The Next Generation of The Beyond Visual Range (BVRAAM) Air-To-Air Missile SystemДокумент4 страницыMeteor Is The Next Generation of The Beyond Visual Range (BVRAAM) Air-To-Air Missile SystemVictor Pileggi100% (1)
- Unit Profiles - Moria and AngmarДокумент9 страницUnit Profiles - Moria and AngmarAragorndunedanОценок пока нет
- HK MG5 G27 Accuracy RevisionДокумент11 страницHK MG5 G27 Accuracy RevisionNolo84100% (1)
- Yme-Loc Craft World BackgroundДокумент3 страницыYme-Loc Craft World BackgroundBladiebla1Оценок пока нет
- Class Guide - Soldier Wheelman PDFДокумент105 страницClass Guide - Soldier Wheelman PDFRalph VasquezОценок пока нет
- Hotkeys Age of Empires 3Документ2 страницыHotkeys Age of Empires 3Maverick ChardetОценок пока нет
- 22lr Single Shot PistolДокумент20 страниц22lr Single Shot PistolMike Nichlos71% (7)
- PM 01 CarbineДокумент9 страницPM 01 CarbineK Scott Wyatt100% (2)
- Building a Home Defense Remington 870 ShotgunОт EverandBuilding a Home Defense Remington 870 ShotgunРейтинг: 3.5 из 5 звезд3.5/5 (5)
- Parabellum MP 2Документ22 страницыParabellum MP 2eduar lara100% (1)
- Professor Parabellum - The DIY STEN Gun - Practical Scrap Metal Small Arms Volume 3. 3-Professor ParabellumДокумент23 страницыProfessor Parabellum - The DIY STEN Gun - Practical Scrap Metal Small Arms Volume 3. 3-Professor Parabellumzaid hashem100% (3)
- Build A Borz Practical Scrap Metal Small Arms Vol9Документ23 страницыBuild A Borz Practical Scrap Metal Small Arms Vol9Gia Linh Văn100% (2)
- The Practical Guide to Man-Powered Weapons and Ammunition: Experiments with Catapults, Musketballs, Stonebows, Blowpipes, Big Airguns, and Bullet BowsОт EverandThe Practical Guide to Man-Powered Weapons and Ammunition: Experiments with Catapults, Musketballs, Stonebows, Blowpipes, Big Airguns, and Bullet BowsРейтинг: 5 из 5 звезд5/5 (1)
- Elementary Gunsmithing - A Manual of Instruction for Amateurs in the Alteration and Repair of FirearmsОт EverandElementary Gunsmithing - A Manual of Instruction for Amateurs in the Alteration and Repair of FirearmsОценок пока нет
- Practical Guide to the Use of the SEMI-AUTO PPS-43C Pistol/SBRОт EverandPractical Guide to the Use of the SEMI-AUTO PPS-43C Pistol/SBRОценок пока нет
- Hunting with Muzzleloading Revolvers: New powders and bullets have made these guns capable game killers.От EverandHunting with Muzzleloading Revolvers: New powders and bullets have made these guns capable game killers.Рейтинг: 5 из 5 звезд5/5 (1)
- Gunsmithing Made Easy: Projects for the Home GunsmithОт EverandGunsmithing Made Easy: Projects for the Home GunsmithРейтинг: 3 из 5 звезд3/5 (2)
- Building or Restoring Your Muzzleloader: Making Muzzleloaders from Kits and Damaged GunsОт EverandBuilding or Restoring Your Muzzleloader: Making Muzzleloaders from Kits and Damaged GunsОценок пока нет
- 12 GaugeДокумент3 страницы12 GaugeDavid Hoffman100% (1)
- How to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideОт EverandHow to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideОценок пока нет
- Machine PistolДокумент13 страницMachine Pistoljohn doe100% (2)
- Piirustukset Pistooli Sig p228Документ10 страницPiirustukset Pistooli Sig p228Scott FlanaganОценок пока нет
- Building Firearms - HoffmanДокумент81 страницаBuilding Firearms - HoffmanWilliam Owers100% (3)
- Storr RDS Feb2010Документ5 страницStorr RDS Feb2010bobmartin00100% (1)
- FH5Документ42 страницыFH5gorki5100% (3)
- German General Officers CasualtiesДокумент60 страницGerman General Officers Casualtiesluk100% (2)
- Ads UsmcДокумент60 страницAds UsmcChristopher MarshallОценок пока нет
- TP350 9Документ94 страницыTP350 9Bojan Tanaskovski100% (1)
- Coast Artillery Journal - Jan 1926Документ126 страницCoast Artillery Journal - Jan 1926CAP History LibraryОценок пока нет
- Twisted Bayonet v1Документ31 страницаTwisted Bayonet v1radzombie100% (1)
- CWC QRS PDFДокумент2 страницыCWC QRS PDFJayden BarrОценок пока нет
- New Weapons & Armor For D&D5eДокумент1 страницаNew Weapons & Armor For D&D5eJargogleОценок пока нет
- Living Rulebook Edition Compiled by Andy Hall A Big Thanks To Robert J. Reiner, Nick Jakos and John FrenchДокумент56 страницLiving Rulebook Edition Compiled by Andy Hall A Big Thanks To Robert J. Reiner, Nick Jakos and John FrenchJolyonОценок пока нет
- Warhammer 40k Roleplay Armory v4.14.0121Документ101 страницаWarhammer 40k Roleplay Armory v4.14.0121David WoodОценок пока нет
- NCC Specialised Subject SD SWДокумент150 страницNCC Specialised Subject SD SWPurushottam Gupta67% (3)
- American Revolver and The WestДокумент9 страницAmerican Revolver and The WestOleg SoldatОценок пока нет
- LT Triveni SinghДокумент45 страницLT Triveni SinghRojy ChandranОценок пока нет
- Battlestar Galactica - SampleДокумент8 страницBattlestar Galactica - SampleRupert DangerfieldОценок пока нет
- Army - fm71 100 3 - Air Assault Division OperationsДокумент227 страницArmy - fm71 100 3 - Air Assault Division OperationsMeowmix100% (2)
- #003 Shotgun Presentation 1 (Complete)Документ32 страницы#003 Shotgun Presentation 1 (Complete)Vin Sab50% (2)
- Interior Guard DutyДокумент29 страницInterior Guard DutyRyan Carlo CondeОценок пока нет
- 1913 Picatinny Bipod Rail Installation Atlas BT15 BT17 PDFДокумент12 страниц1913 Picatinny Bipod Rail Installation Atlas BT15 BT17 PDFElias CorreaОценок пока нет
- Panzer Tutorials 1-4 - Basic GameДокумент27 страницPanzer Tutorials 1-4 - Basic GameJander KlanderОценок пока нет
- LWD 3-3-4 Employment of Armour Full 0Документ104 страницыLWD 3-3-4 Employment of Armour Full 0Malik KurniaОценок пока нет
- The Baldur's Gate Series 1 - Baldur GateДокумент109 страницThe Baldur's Gate Series 1 - Baldur GatebyoonsОценок пока нет
- Steyr AUG Barrel 14Документ3 страницыSteyr AUG Barrel 14ouraltn2001Оценок пока нет