Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- 2019 Ford Warranty and Policy ManualДокумент256 страниц2019 Ford Warranty and Policy ManualRay50% (2)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- TFE 731 Chap 72Документ38 страницTFE 731 Chap 72Egor85100% (1)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- E Novia Engineering CentralДокумент364 страницыE Novia Engineering Centralnarred74100% (1)
- Season Processing in SAP (is-AFS)Документ23 страницыSeason Processing in SAP (is-AFS)Anupa Wijesinghe89% (19)
- Tolerance For CHSДокумент1 страницаTolerance For CHSpbp2956Оценок пока нет
- Freezing Points of High-Purity Hydrocarbons: Standard Test Method ForДокумент11 страницFreezing Points of High-Purity Hydrocarbons: Standard Test Method Forpbp2956Оценок пока нет
- Effect of C & Cr. On Brightness of Galvanizing SurfaceДокумент1 страницаEffect of C & Cr. On Brightness of Galvanizing Surfacepbp2956Оценок пока нет
- Selecting Statistically Valid Sampling Plans: Dr. Wayne A. TaylorДокумент15 страницSelecting Statistically Valid Sampling Plans: Dr. Wayne A. Taylorpbp2956Оценок пока нет
- Hydrogen in Petroleum Fractions: Standard Test Method ForДокумент4 страницыHydrogen in Petroleum Fractions: Standard Test Method Forpbp2956Оценок пока нет
- Satrangi Europe 11D 10MДокумент6 страницSatrangi Europe 11D 10Mpbp2956Оценок пока нет
- Inspection of HDG After FabricationДокумент27 страницInspection of HDG After Fabricationpbp2956Оценок пока нет
- Adhesion Tape Specification 51596.Документ1 страницаAdhesion Tape Specification 51596.pbp2956Оценок пока нет
- GB 1591 Q420 Steel PropertiesДокумент6 страницGB 1591 Q420 Steel Propertiespbp2956Оценок пока нет
- PresentingSixSigma NewДокумент56 страницPresentingSixSigma Newpbp2956Оценок пока нет
- Influence of Alloy Elements On Structure and Corrosion ResistanceДокумент10 страницInfluence of Alloy Elements On Structure and Corrosion Resistancepbp2956Оценок пока нет
- Appearance Requirements Batch Galvanized Steel - AGA Dr. GalvaДокумент1 страницаAppearance Requirements Batch Galvanized Steel - AGA Dr. Galvapbp2956Оценок пока нет
- Flux Skimming PDFДокумент6 страницFlux Skimming PDFpbp2956Оценок пока нет
- B897 - 03 - Zinc Jumbo BlockДокумент4 страницыB897 - 03 - Zinc Jumbo Blockpbp2956Оценок пока нет
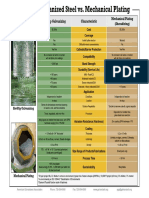
- Hot-Dip Galvanizing Vs Mechanical PlatingДокумент2 страницыHot-Dip Galvanizing Vs Mechanical Platingpbp2956Оценок пока нет
- Alloy Additions To The Galvanizing Kettle and Their PurposesДокумент1 страницаAlloy Additions To The Galvanizing Kettle and Their Purposespbp2956Оценок пока нет
- ASTM 673 Charpy TestДокумент2 страницыASTM 673 Charpy Testpbp2956Оценок пока нет
- Presenting SixSigma NewДокумент56 страницPresenting SixSigma Newpbp2956Оценок пока нет
- Jewelry Holiday BrochureДокумент8 страницJewelry Holiday BrochureugurozverenОценок пока нет
- Full Test 5Документ5 страницFull Test 5ngocyen_xitrumОценок пока нет
- 9d28939de23952ae026dc6a4a5584db6Документ69 страниц9d28939de23952ae026dc6a4a5584db6rathorsumit2006Оценок пока нет
- Using Earned Value Management System (EVMS)Документ21 страницаUsing Earned Value Management System (EVMS)Ashik RaoОценок пока нет
- PRYSMIAN M&M PowerLink Brochure SingДокумент6 страницPRYSMIAN M&M PowerLink Brochure SingFaisal OzairОценок пока нет
- 13-17-600 03 10-02-09Документ89 страниц13-17-600 03 10-02-09CheleViorel100% (2)
- 9-12-23 NASPO Goodyear Authorized Dealer ListДокумент426 страниц9-12-23 NASPO Goodyear Authorized Dealer ListYip DavidОценок пока нет
- Mini Assignment 1 (Given)Документ4 страницыMini Assignment 1 (Given)pobox0210Оценок пока нет
- Tronox LP Eng GesichertДокумент3 страницыTronox LP Eng GesichertForeverОценок пока нет
- QC QaДокумент44 страницыQC Qacabrel TokamОценок пока нет
- Risk Assessment DAWRA001R4 Loading Unloading Vehicles 090621Документ2 страницыRisk Assessment DAWRA001R4 Loading Unloading Vehicles 090621Danny100% (1)
- Appian Fundamentals: Level - LearnerДокумент63 страницыAppian Fundamentals: Level - LearnerVaishnavi MittalОценок пока нет
- Fluid 09Документ190 страницFluid 09Edgar HuancaОценок пока нет
- Design For ExcellenceДокумент22 страницыDesign For ExcellencePradeep N BОценок пока нет
- 02 HummingbirdДокумент36 страниц02 Hummingbirdantenr100% (1)
- Chopin Tribune 1 Uk (Ene.1996)Документ4 страницыChopin Tribune 1 Uk (Ene.1996)MALELA70Оценок пока нет
- Essays On InfrastructureДокумент4 страницыEssays On InfrastructureKogree Kyaw Win OoОценок пока нет
- Bako MotorsДокумент12 страницBako MotorsEMNA KANZARIОценок пока нет
- COAR FrameworkДокумент18 страницCOAR FrameworkVijendra KumarОценок пока нет
- DPC130EДокумент44 страницыDPC130Eseaqu3stОценок пока нет
- FujitsuДокумент2 страницыFujitsuMei-Ann FloraОценок пока нет
- Oracle AME Set Up Approval MangementДокумент17 страницOracle AME Set Up Approval MangementRithy Tep Saly100% (1)
- Din 8743 (En) 0505 1Документ35 страницDin 8743 (En) 0505 1ensentisОценок пока нет
- Substation Design ExampleДокумент14 страницSubstation Design ExampleLeonichevОценок пока нет
- Airbus FAST59Документ32 страницыAirbus FAST59SoulFalconОценок пока нет
- VUETRADE Installation Guide T Blade Post Supports - Vers2Документ3 страницыVUETRADE Installation Guide T Blade Post Supports - Vers2saagar8Оценок пока нет