Вам также может понравиться
- Proyecto CIAДокумент46 страницProyecto CIACedarОценок пока нет
- Toyota IMV Manual - En.esДокумент68 страницToyota IMV Manual - En.esJose David100% (18)
- Llenadora y Selladora de BotelllasДокумент10 страницLlenadora y Selladora de BotelllasFrancisco Guzman50% (2)
- Manuales Tecnicos BrooklinДокумент88 страницManuales Tecnicos BrooklinAntonioMartinezОценок пока нет
- Brazo Neumático Memoria Técnico DescriptivaДокумент19 страницBrazo Neumático Memoria Técnico DescriptivaJuan PonceОценок пока нет
- Manual Fehlmex Hu243648 Vexbn1Документ71 страницаManual Fehlmex Hu243648 Vexbn1Cap. de Per. 4-14 Maat 1Оценок пока нет
- CAT - Autoclave Horizontal - Maternidad - T - Max 8 EP2V - Manual de Uso - Rev 2 - Ago-06Документ112 страницCAT - Autoclave Horizontal - Maternidad - T - Max 8 EP2V - Manual de Uso - Rev 2 - Ago-06Roger Dante Ronceros SeguraОценок пока нет
- Instructivo Limpieza MaquinaДокумент4 страницыInstructivo Limpieza MaquinaJuan Manuel MuñozОценок пока нет
- Manual RADIAL TOUCH Capacidades 97 Lts A 454 Lts - Sin Modelos SHДокумент29 страницManual RADIAL TOUCH Capacidades 97 Lts A 454 Lts - Sin Modelos SHgustavo_altamirano22Оценок пока нет
- Metodo de Caso N1 Electrohidraulica Claudio AcevedoДокумент29 страницMetodo de Caso N1 Electrohidraulica Claudio AcevedoclaudioaceОценок пока нет
- Manual de Instalacion Transferencia AutomaticaДокумент22 страницыManual de Instalacion Transferencia AutomaticaJose Ricardo JimenezОценок пока нет
- Laboratorio 2 - Aguilar - LeyvaДокумент23 страницыLaboratorio 2 - Aguilar - LeyvaPiero AguilarОценок пока нет
- U2. Tractor Manual de MantenimientoДокумент16 страницU2. Tractor Manual de MantenimientolizОценок пока нет
- Manual Autoclave OrtosinteseДокумент43 страницыManual Autoclave OrtosinteseChris Ali0% (1)
- Proyecto FinalДокумент20 страницProyecto FinalDavid GutiérrezОценок пока нет
- Manual de Mantenimiento PlumaДокумент11 страницManual de Mantenimiento PlumaVeronica SantosОценок пока нет
- Mepl-Mdin-Epd-Shel-Es-Ftev 50-85Документ48 страницMepl-Mdin-Epd-Shel-Es-Ftev 50-85IRUNE AGUIRREОценок пока нет
- Tractorista MF Serie 200Документ122 страницыTractorista MF Serie 200carlos silva yruretaОценок пока нет
- Autonomo 2Документ13 страницAutonomo 2Fausto AvilaОценок пока нет
- Linea de Llenado y Embotellado AutomaticoДокумент51 страницаLinea de Llenado y Embotellado AutomaticoRUBEN Rangel NAVARROОценок пока нет
- Formato de Perfil de Proyecto de Grado UltДокумент32 страницыFormato de Perfil de Proyecto de Grado UltJhessy Jhess25% (4)
- Mando IndirectoДокумент5 страницMando IndirectoAxel GarciaОценок пока нет
- Planificacion Preventiva Komatsu D155AX PDFДокумент52 страницыPlanificacion Preventiva Komatsu D155AX PDFKurzawa AvilesОценок пока нет
- Escuela Técnica Superior de Ingenieros Industriales Y TelecomunicaciónДокумент105 страницEscuela Técnica Superior de Ingenieros Industriales Y TelecomunicaciónDilmer Romero GarciaОценок пока нет
- Informe EvitacolДокумент6 страницInforme EvitacolLUIS ICHAICOTO BONCANCAОценок пока нет
- Cirsa Unidesa La Perla Del Caribe Mini Manual PDFДокумент68 страницCirsa Unidesa La Perla Del Caribe Mini Manual PDFdiego molinaОценок пока нет
- Proyecto Final - OleohidraulicaДокумент9 страницProyecto Final - OleohidraulicaJonathan CamboОценок пока нет
- Garcia Salgado Tomas SaberHacer Unidad2Документ22 страницыGarcia Salgado Tomas SaberHacer Unidad2TOMÁS GARCÍA SALGADOОценок пока нет
- TFG Luis Suarez-Llanos Outeirino 2015Документ66 страницTFG Luis Suarez-Llanos Outeirino 2015Richel CruzОценок пока нет
- 03-Manual de Estudio Semana 3Документ24 страницы03-Manual de Estudio Semana 3Marcelo formandoyОценок пока нет
- GA30 - GA37 - GA45 - GA55C Ga30 W - Ga37 W - Ga45 W - Ga55C W Con Regulador Elektronikon I y Elektronikon IIДокумент74 страницыGA30 - GA37 - GA45 - GA55C Ga30 W - Ga37 W - Ga45 W - Ga55C W Con Regulador Elektronikon I y Elektronikon IIreics17Оценок пока нет
- Manual en Español para TurbinasДокумент140 страницManual en Español para TurbinasRoberto Vera Peralta88% (16)
- Sistema de Control para Alimentador de Hilo de TramaДокумент13 страницSistema de Control para Alimentador de Hilo de TramayulissaОценок пока нет
- Implementación Del Actuador deДокумент79 страницImplementación Del Actuador denestor2569Оценок пока нет
- Curso 789C Digital PDFДокумент201 страницаCurso 789C Digital PDFHfksosnaao100% (1)
- Procedimientos de Diagnóstico de Fallas para El Sistema PLD: Plaza Vargas, KervinДокумент84 страницыProcedimientos de Diagnóstico de Fallas para El Sistema PLD: Plaza Vargas, KervinIsaac Galvez EscuderoОценок пока нет
- Escuela Politécnica Del Ejército: Facultad de Ingeniería MecánicaДокумент266 страницEscuela Politécnica Del Ejército: Facultad de Ingeniería MecánicaMabelys molinaОценок пока нет
- Proyecto Final (Sistemas Automatizados y Redes Industriales)Документ19 страницProyecto Final (Sistemas Automatizados y Redes Industriales)Guillermo melendezОценок пока нет
- Prototipo de CompactadoraДокумент12 страницPrototipo de CompactadoraGuillermo OrozcoОценок пока нет
- Motor Chevrolet Corsa Ajuste - Docx BBДокумент16 страницMotor Chevrolet Corsa Ajuste - Docx BBKirvi16Оценок пока нет
- Manual Turbo CompresorДокумент18 страницManual Turbo CompresorDavidVillanuevaОценок пока нет
- 320XPCДокумент556 страниц320XPCOscar Coaquira Feliciano100% (4)
- Manual CaudalДокумент57 страницManual CaudalFernando Navarro100% (1)
- Manual de Instrucciones y Mantenimiento 036 Simplex12Документ26 страницManual de Instrucciones y Mantenimiento 036 Simplex12OSVALDO67% (3)
- 82-P0502-B - BZ - Rev 0 - 28 Nov 2006 - SPДокумент19 страниц82-P0502-B - BZ - Rev 0 - 28 Nov 2006 - SPAdatec Equipos de laboratorioОценок пока нет
- Tercer Parcial PLCДокумент22 страницыTercer Parcial PLCItzel Armenta RiosОценок пока нет
- Informe de Laboratorio "Circuitos Hidráulicos Accionamiento Manual"Документ12 страницInforme de Laboratorio "Circuitos Hidráulicos Accionamiento Manual"IbrahimMusaMartinich100% (2)
- Manual CaudaДокумент64 страницыManual CaudajonelssОценок пока нет
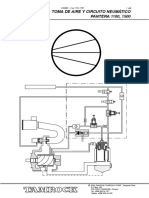
- Manual Técnico Compresor Pantera 1500Документ37 страницManual Técnico Compresor Pantera 1500Jose_Luis_Medi_2641Оценок пока нет
- AutomatizaciónДокумент6 страницAutomatizaciónHugo MorenoОценок пока нет
- Manual de Prácticas Automatización Industrial 22 Feb PDFДокумент108 страницManual de Prácticas Automatización Industrial 22 Feb PDFGera Ibarra PradoОценок пока нет
- Memoria PDFДокумент84 страницыMemoria PDFAlejandro Urra100% (2)
- Proyecto Oleo Neumática (Ahora Sí) .Документ16 страницProyecto Oleo Neumática (Ahora Sí) .Pablo SanhuezaОценок пока нет
- Manual de Operación OM AGSC EspañolДокумент108 страницManual de Operación OM AGSC EspañolDavid Piche Flores100% (4)
- Electroneumatica 1Документ155 страницElectroneumatica 1Osito JrcpОценок пока нет
- I S T P Jose Pardo Curso Lenguaje PDFДокумент8 страницI S T P Jose Pardo Curso Lenguaje PDFjpardo2020Оценок пока нет
- Informe Tecnología Industrial, NeumáticaДокумент14 страницInforme Tecnología Industrial, NeumáticaVictor AguileraОценок пока нет
- Deshumidificador Industrial de Refrigeración Portatil H2otek Mod - RD-150Документ25 страницDeshumidificador Industrial de Refrigeración Portatil H2otek Mod - RD-150Gabriel AcostaОценок пока нет
- Manual de ColectoresДокумент61 страницаManual de ColectoresArmando Arroyo Quiroz100% (1)
- DYMOLabel UserGuide EsДокумент124 страницыDYMOLabel UserGuide EsHadrianus PalaciosОценок пока нет
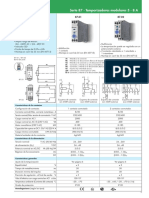
- Finder Reles Serie 87Документ8 страницFinder Reles Serie 87Hadrianus PalaciosОценок пока нет
- Ficha Tecnica Rejiband RapideДокумент8 страницFicha Tecnica Rejiband RapideMONTELOR 2003, SAОценок пока нет
- ALKOSTO TC Campaña Instalación + Soporte Gratis Big Sizes-Mayo-JulioДокумент5 страницALKOSTO TC Campaña Instalación + Soporte Gratis Big Sizes-Mayo-JulioHadrianus PalaciosОценок пока нет
- HidromasajeДокумент14 страницHidromasajeKatherine Alexis Pasquel BarahonaОценок пока нет
- 2080 Um001 - Es e PDFДокумент120 страниц2080 Um001 - Es e PDFSergio De La Cruz TorresОценок пока нет
- PASTA001Документ2 страницыPASTA001Hadrianus PalaciosОценок пока нет
- HidromasajeДокумент14 страницHidromasajeKatherine Alexis Pasquel BarahonaОценок пока нет
- Manual Instructivo de InstalacionДокумент20 страницManual Instructivo de InstalacionHadrianus PalaciosОценок пока нет
- Manual fr235Документ36 страницManual fr235Hadrianus PalaciosОценок пока нет
- Manual Molino M 32 3Документ14 страницManual Molino M 32 3Vane Alejandra RojasОценок пока нет
- Gps Tracker LicenciaДокумент27 страницGps Tracker LicenciaYargen GonzalezОценок пока нет
- Catalogo Resistencias Calefactoras PDFДокумент140 страницCatalogo Resistencias Calefactoras PDFNicolás Romía100% (2)
- Gps Tracker LicenciaДокумент27 страницGps Tracker LicenciaYargen GonzalezОценок пока нет
- Ficha Tecnica Control de Nivel Mcdonnel Miller 1Документ1 страницаFicha Tecnica Control de Nivel Mcdonnel Miller 1Hadrianus PalaciosОценок пока нет
- Arrancadoe SMC Flex ABДокумент148 страницArrancadoe SMC Flex ABJonathan MondragonОценок пока нет
- zgm-zg3 ManualДокумент5 страницzgm-zg3 ManualHadrianus PalaciosОценок пока нет
- Manual Instructivo de InstalacionДокумент20 страницManual Instructivo de InstalacionHadrianus PalaciosОценок пока нет
- Guia Rapida para Matlab y SimulinkДокумент112 страницGuia Rapida para Matlab y SimulinkDavid Toro100% (1)
- Escaladodesealanalgica 150220103126 Conversion Gate01 PDFДокумент43 страницыEscaladodesealanalgica 150220103126 Conversion Gate01 PDFperuhayaОценок пока нет
- Integrales TrigonométricasДокумент10 страницIntegrales TrigonométricasHadrianus PalaciosОценок пока нет
- (ABB) Lista de Parametros Completos ACS310 PDFДокумент364 страницы(ABB) Lista de Parametros Completos ACS310 PDFHadrianus Palacios100% (3)
- Engranes HipoidalesДокумент21 страницаEngranes HipoidalesezequielОценок пока нет
- Check List Well ControlДокумент5 страницCheck List Well ControlFelipe Ramirez0% (1)
- Guia de LaboratorioДокумент25 страницGuia de LaboratorioNoelithaa Melendez AranibarОценок пока нет
- Ventajas y Desventajas Del Sistema de Alimentación Por Carburador VS El Sistema de Alimentación Por InyecciónДокумент2 страницыVentajas y Desventajas Del Sistema de Alimentación Por Carburador VS El Sistema de Alimentación Por InyecciónNuñez HarryОценок пока нет
- ElectrodomésticosДокумент28 страницElectrodomésticostiburon_asesino4400100% (1)
- Válvulas de Proceso - Lista de PreciosДокумент82 страницыVálvulas de Proceso - Lista de Preciosjedman100Оценок пока нет
- Export NoviembreДокумент287 страницExport NoviembreJennifer BestОценок пока нет
- Máquinas Eléctricas II Motor Jaula de ArdillaДокумент89 страницMáquinas Eléctricas II Motor Jaula de ArdillaMauricio BonillaОценок пока нет
- Ecosport Guia para El Diagnostico de Averias A Traves de Los Ruidos DДокумент12 страницEcosport Guia para El Diagnostico de Averias A Traves de Los Ruidos Dalfredob24Оценок пока нет
- Informe de Fisica Palancas 2 y 3 GeneroДокумент7 страницInforme de Fisica Palancas 2 y 3 GeneroRicardo Teheran CorreaОценок пока нет
- ASME B30 5 - 2014 Gruas Moviles (sp1 - Impres) CAP 0 - INTROD PDFДокумент16 страницASME B30 5 - 2014 Gruas Moviles (sp1 - Impres) CAP 0 - INTROD PDFCapacitaciones Condy100% (6)
- Scania 112 H - T PDFДокумент1 страницаScania 112 H - T PDFcristian miranda75% (4)
- Mantenimiento Excavadora Hitachi Zaxis 210 5G 7Документ5 страницMantenimiento Excavadora Hitachi Zaxis 210 5G 7Alexia MonsalveОценок пока нет
- Practica 2 ServoДокумент9 страницPractica 2 ServoPablo Cuauhtemoc Meza RodriguezОценок пока нет
- Transmisión Planetaria (Modo de Compatibilidad)Документ21 страницаTransmisión Planetaria (Modo de Compatibilidad)Beto PeredaОценок пока нет
- Procedimientos de Maniobras Se-Ssenati HuancayoДокумент23 страницыProcedimientos de Maniobras Se-Ssenati HuancayoCesar RoblesОценок пока нет
- Cabeza de CilindrosДокумент12 страницCabeza de CilindrosHamilton MirandaОценок пока нет
- Clase 13Документ31 страницаClase 13Clarissa JuyoОценок пока нет
- Asentamiento de ValvulasДокумент4 страницыAsentamiento de ValvulasKevim yandunОценок пока нет
- Partes de Un AerogeneradorДокумент2 страницыPartes de Un AerogeneradorRoberto Garcia UribeОценок пока нет
- 1965 Alh Instruction Manual EsДокумент64 страницы1965 Alh Instruction Manual EsJuan Mac LeanОценок пока нет
- Stralis HD 380 - BETA SAДокумент4 страницыStralis HD 380 - BETA SACristian Nicolas RodriguezОценок пока нет
- Automatizacion Industrial-Serrano Lazaro Fabian Alejandro-Trabajo de Investigacion-UIIДокумент12 страницAutomatizacion Industrial-Serrano Lazaro Fabian Alejandro-Trabajo de Investigacion-UIIFabian Alejandro SerranoОценок пока нет
- Modelamiento Estadistico de Fallas Con Distribución WeibullДокумент27 страницModelamiento Estadistico de Fallas Con Distribución WeibullPEDRO JOSUE HUACAUSE OCHANTEОценок пока нет
- Manual Componentes Funcionamiento Sistema Inyeccion Diesel Eui Motores Combustion Interna MecanismoДокумент13 страницManual Componentes Funcionamiento Sistema Inyeccion Diesel Eui Motores Combustion Interna MecanismoCARLOS CAMILOОценок пока нет
- Guia #5 Aplicaciones M.A.S PDFДокумент5 страницGuia #5 Aplicaciones M.A.S PDFMichel Natalia Mejia HernandezОценок пока нет
- Teoria Del Primer LaboratorioДокумент8 страницTeoria Del Primer LaboratorioJUNIOR CCAIHUARI HOYOSОценок пока нет
- Scanners Diagnostico DIESEL CARGO SDC 701Документ16 страницScanners Diagnostico DIESEL CARGO SDC 701Belen MpОценок пока нет
- 01 Proyecto General UTE CA NA PUTXA 1Документ337 страниц01 Proyecto General UTE CA NA PUTXA 1dani_la_bestiaОценок пока нет
- Trabajo Final 1Документ10 страницTrabajo Final 1Genderson Vargas CaipoОценок пока нет