Вам также может понравиться
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsОт EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsОценок пока нет
- Avesta Welding: How To Weld Fully Austenitic Stainless SteelsДокумент0 страницAvesta Welding: How To Weld Fully Austenitic Stainless SteelsMoosewanger01Оценок пока нет
- Duplex Stainless Steel - Welding-TwiДокумент4 страницыDuplex Stainless Steel - Welding-TwiNatrajj SivakumarОценок пока нет
- Welding Duplex Stainless SteelДокумент44 страницыWelding Duplex Stainless SteelTran Thanh HaoОценок пока нет
- Consumables For Duplex Stainless SteelДокумент6 страницConsumables For Duplex Stainless SteelMohamed FaragОценок пока нет
- Duplex Stainless Steel 2507-Spec-SheetДокумент2 страницыDuplex Stainless Steel 2507-Spec-SheetAnoob NarayananОценок пока нет
- Form of Corrosion Illustration Form of Corrosion IllustrationДокумент2 страницыForm of Corrosion Illustration Form of Corrosion IllustrationkhalesnabilОценок пока нет
- Welding of CS Materials For Use in Sour ServiceДокумент8 страницWelding of CS Materials For Use in Sour ServicetrpacОценок пока нет
- Structural Steel: Steel Shape Profile Cross Section Chemical Composition Standards I-Beams Second Moments of AreaДокумент10 страницStructural Steel: Steel Shape Profile Cross Section Chemical Composition Standards I-Beams Second Moments of AreaAnonymous nABFA4lОценок пока нет
- Materials Selection For Corrosion PreventionДокумент61 страницаMaterials Selection For Corrosion PreventionJeremy Coleman100% (1)
- Welding Inspection: Multi-Choice Questions Paper 3 Please Return This Paper UnmarkedДокумент4 страницыWelding Inspection: Multi-Choice Questions Paper 3 Please Return This Paper UnmarkedPratheep ShansОценок пока нет
- 13 Analysis of TIG Welding Process Parameters For Stainless Steel (SS202)Документ5 страниц13 Analysis of TIG Welding Process Parameters For Stainless Steel (SS202)IJAERS JOURNAL100% (1)
- CSWIP NotesДокумент6 страницCSWIP Notestulasirao.nammiОценок пока нет
- Selected Welding Application in Offshore IndustryДокумент38 страницSelected Welding Application in Offshore IndustryzuudeeОценок пока нет
- Gas Pipeline Failures: by Failure Analysis Group WRD, CmrdiДокумент44 страницыGas Pipeline Failures: by Failure Analysis Group WRD, Cmrdiروشان فاطمة روشانОценок пока нет
- Super DuplexДокумент6 страницSuper DuplexMaqsood Ibn Shaikhul ArfeenОценок пока нет
- Hydrogen Induced Cracking TestДокумент2 страницыHydrogen Induced Cracking TestJayeshОценок пока нет
- Welding of Nonferrous Metal and Their AlloysДокумент62 страницыWelding of Nonferrous Metal and Their AlloysKhin Aung ShweОценок пока нет
- How To Specify and Predict Ferrite Number in Stainless Steel WeldsДокумент11 страницHow To Specify and Predict Ferrite Number in Stainless Steel WeldsWeldPulseОценок пока нет
- Metrode Dissimilar Consumable SelectorДокумент7 страницMetrode Dissimilar Consumable SelectorClaudia MmsОценок пока нет
- 904LДокумент5 страниц904LManish542Оценок пока нет
- WeldingДокумент68 страницWeldingRajneesh Patel100% (1)
- CLSCC LiteratureДокумент62 страницыCLSCC LiteratureNakarin PotidokmaiОценок пока нет
- Codes and Standards DocumentДокумент4 страницыCodes and Standards DocumentOvaisОценок пока нет
- PWTH RequirementДокумент2 страницыPWTH Requirementveeru290683_20976731Оценок пока нет
- Struct Steelwork Fabrication Vol1Документ110 страницStruct Steelwork Fabrication Vol1Mark WilliamsОценок пока нет
- Strip Weld OverlayДокумент24 страницыStrip Weld OverlaymayataОценок пока нет
- Austenitic Stainless SteelsДокумент4 страницыAustenitic Stainless Steelsandy1036Оценок пока нет
- Section 12 - Welding Consumables - Stainless Steel266 - 27357Документ106 страницSection 12 - Welding Consumables - Stainless Steel266 - 27357getgateclose100% (1)
- Type 347-347H Stainless SteelДокумент2 страницыType 347-347H Stainless SteelPravin PawarОценок пока нет
- Dissimilar Metal Weldability Concepts Alber SadekДокумент45 страницDissimilar Metal Weldability Concepts Alber SadekMohammad AliОценок пока нет
- Weld Symbols PDFДокумент2 страницыWeld Symbols PDFSwagat MohapatraОценок пока нет
- What Every Fabricator Wants You To Know About WeldingДокумент3 страницыWhat Every Fabricator Wants You To Know About WeldingAhmed GamalОценок пока нет
- Welding Electrode SelectionДокумент3 страницыWelding Electrode SelectionKailas AnandeОценок пока нет
- Welding of CrMo Steels For Power Generation and Petrochemical ApplicationsДокумент12 страницWelding of CrMo Steels For Power Generation and Petrochemical ApplicationsDries Vandezande100% (1)
- Types of CrackingДокумент26 страницTypes of CrackingAnonymous c3eiDyWОценок пока нет
- CuniДокумент32 страницыCunikampit100% (1)
- 2-7 Plain Carbon and Carbon Maganese SteelsДокумент49 страниц2-7 Plain Carbon and Carbon Maganese SteelsSolomonОценок пока нет
- Carbon SteelДокумент7 страницCarbon SteelthienmakbОценок пока нет
- Project Standards and Specifications Design of Furnace Systems Rev01Документ10 страницProject Standards and Specifications Design of Furnace Systems Rev01siddiquiee74Оценок пока нет
- Forms of Corrosion PDFДокумент74 страницыForms of Corrosion PDFTruth SeekerОценок пока нет
- Stainless Steels: Gateway Arch in ST Louis - 304 Series SSДокумент16 страницStainless Steels: Gateway Arch in ST Louis - 304 Series SSAndika RizalОценок пока нет
- Welding Solutions For Oil & Gas Downstream (EN)Документ32 страницыWelding Solutions For Oil & Gas Downstream (EN)Kara WhiteОценок пока нет
- Gas Cutting WLDNG Process - 06-Rev.4Документ81 страницаGas Cutting WLDNG Process - 06-Rev.4Asad Bin Ala QatariОценок пока нет
- Gtaw WeldingДокумент37 страницGtaw WeldingSadhasivam VeluОценок пока нет
- An Overview of Sensitization Dynamics in Ferritic Stainless Steel WeldsДокумент9 страницAn Overview of Sensitization Dynamics in Ferritic Stainless Steel Weldssayed mahdyОценок пока нет
- A Technical Report On Shielded Meatal Arc Welding: Group 5 Grade 12 DДокумент5 страницA Technical Report On Shielded Meatal Arc Welding: Group 5 Grade 12 DJohn Lloyd CapaoОценок пока нет
- d10 12m-d10 12PVДокумент6 страницd10 12m-d10 12PVkhairy20130% (1)
- OL-1 Failure of Steel StructureДокумент0 страницOL-1 Failure of Steel StructureSunil PulikkalОценок пока нет
- Oxygen Level in Purging Gas During Welding of Duplex Stainless Steel - Google GroupsДокумент6 страницOxygen Level in Purging Gas During Welding of Duplex Stainless Steel - Google GroupssanketОценок пока нет
- Corrosion ProcessДокумент42 страницыCorrosion Processmujeebmehar100% (2)
- MIC in Heat Exchanger TubingДокумент6 страницMIC in Heat Exchanger TubingdutuconstantinОценок пока нет
- Api 571 PDFДокумент3 страницыApi 571 PDFumnartkhОценок пока нет
- Welding Duplex Stainless Steels - A Review of Currernt RecommendationsДокумент12 страницWelding Duplex Stainless Steels - A Review of Currernt RecommendationsTrushar Parmar100% (1)
- How To Weld Fully Austenitic Stainless SteelsДокумент20 страницHow To Weld Fully Austenitic Stainless SteelsCarlos Bermejo AlvarezОценок пока нет
- Duplex Stainless Steel DetailДокумент12 страницDuplex Stainless Steel DetailessnelsonОценок пока нет
- Pubs 1049240Документ12 страницPubs 1049240cooki77Оценок пока нет
- Outokumpu Duplex DatasheetДокумент12 страницOutokumpu Duplex DatasheetzosternatОценок пока нет
- Duplex WeldingДокумент4 страницыDuplex WeldingVishal Sparkle QE3100% (1)
- Ap2 Safe ManipulationДокумент5 страницAp2 Safe ManipulationDarthVader975Оценок пока нет
- Haldiram-A Success Story in Family Business: Credit Seminar OnДокумент12 страницHaldiram-A Success Story in Family Business: Credit Seminar OnAnuОценок пока нет
- Instrumentation & Measurement SystemsДокумент7 страницInstrumentation & Measurement SystemsAnkit KumarОценок пока нет
- GirishДокумент7 страницGirishgsalunkhe241287Оценок пока нет
- GenesДокумент33 страницыGenesJerick RoxasОценок пока нет
- Compound Wall Toilet Revised (4) - ModelДокумент1 страницаCompound Wall Toilet Revised (4) - ModelInfra SupportОценок пока нет
- D20 25 30 33S-5 D35C-5 (Sb1109e06) PDFДокумент424 страницыD20 25 30 33S-5 D35C-5 (Sb1109e06) PDFGORD100% (8)
- Bugreport Dandelion - Eea QP1A.190711.020 2022 02 15 07 45 54Документ9 715 страницBugreport Dandelion - Eea QP1A.190711.020 2022 02 15 07 45 54João Carlos Pereira ChoinasОценок пока нет
- X-Ray Radiation and Gamma RadiationДокумент13 страницX-Ray Radiation and Gamma RadiationVence MeraОценок пока нет
- Chapter Eight - Vapour Compression CycleДокумент37 страницChapter Eight - Vapour Compression Cyclealhusseny100% (1)
- 3rd Quarter Performance TaskДокумент3 страницы3rd Quarter Performance TaskJaime CrispinoОценок пока нет
- Case Study Oil and Gas - PowerpointДокумент8 страницCase Study Oil and Gas - PowerpointYaxssОценок пока нет
- hw10 PDFДокумент10 страницhw10 PDFTahok24Оценок пока нет
- DalmatiaДокумент265 страницDalmatiaomissam2Оценок пока нет
- Action Plan Gulayan Sa PaaralanДокумент2 страницыAction Plan Gulayan Sa PaaralanAntonio ArienzaОценок пока нет
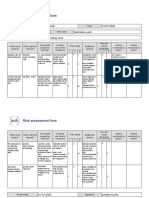
- Risk Assessment Project Iosh - MsДокумент2 страницыRisk Assessment Project Iosh - MsSanjeev Kumar75% (32)
- SpiralsДокумент12 страницSpiralskkglobalОценок пока нет
- Forest Flower October 2018Документ24 страницыForest Flower October 2018RAGUNATH PОценок пока нет
- Maxon - Gas Electro-Mechanical ValvesДокумент4 страницыMaxon - Gas Electro-Mechanical ValvesThiagoОценок пока нет
- Apti 2Документ17 страницApti 2Arunkumar MurugappanОценок пока нет
- Afm Udc A320-500Документ600 страницAfm Udc A320-500melitiyaprorok100% (1)
- Dell Inspiron 16 5000 (5625) Laptop - Dell IndiaДокумент5 страницDell Inspiron 16 5000 (5625) Laptop - Dell IndiamubbunОценок пока нет
- Elevator ControlДокумент3 страницыElevator ControlNATHANОценок пока нет
- Eye Examination: Dr. Seng Serey / Prof .Kenn Freedman Prof - Kong PisethДокумент78 страницEye Examination: Dr. Seng Serey / Prof .Kenn Freedman Prof - Kong PisethSela KHОценок пока нет
- C.4. Quiz Conservation of BiodiversityДокумент2 страницыC.4. Quiz Conservation of Biodiversitylaura pongutaОценок пока нет
- Psychological Factors Influencing Technology Adoption A Case S - 2021 - TechnovДокумент17 страницPsychological Factors Influencing Technology Adoption A Case S - 2021 - Technov6helmi6nauval6Оценок пока нет
- Grade 7 Information Writing: The Bulldog: A Dog Like No OtherДокумент5 страницGrade 7 Information Writing: The Bulldog: A Dog Like No Otherapi-202727113Оценок пока нет
- Ycaj CHILLERДокумент108 страницYcaj CHILLERAbhilash Joseph100% (2)
- Drypix 6000 12eДокумент501 страницаDrypix 6000 12eraj_meditech100% (1)
- HSE Plan For RSPL ProjectДокумент10 страницHSE Plan For RSPL ProjectSaibabu SiripurapuОценок пока нет