Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Recommended Lux LevelsДокумент20 страницRecommended Lux LevelsUNNI VENUGOPAL60% (5)
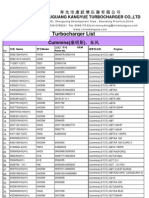
- Turbo List of KangyueДокумент13 страницTurbo List of Kangyuemmc83Оценок пока нет
- DURA WING Manual Ver1.2Документ24 страницыDURA WING Manual Ver1.2Aprizal AzisОценок пока нет
- Sheet Metal BasicsДокумент16 страницSheet Metal BasicsvittlevishnuОценок пока нет
- Capstan & Turret LatheДокумент27 страницCapstan & Turret LatheMuraliОценок пока нет
- 4155 SRB DigestДокумент33 страницы4155 SRB Digestperi irawanОценок пока нет
- Hansen Broch 415 Eng Lr0411Документ20 страницHansen Broch 415 Eng Lr0411Ashish RanjanОценок пока нет
- Electromagnetic Embossing MachineДокумент12 страницElectromagnetic Embossing Machinesubramanya1982Оценок пока нет
- NC Beam SawДокумент3 страницыNC Beam SawArshad MemonОценок пока нет
- Production or Working DrawingsДокумент18 страницProduction or Working DrawingsSachi DhanandamОценок пока нет
- Pages From 02-SAMSS-011 PDFДокумент2 страницыPages From 02-SAMSS-011 PDFfarjadulhaqОценок пока нет
- WD10Документ150 страницWD10cesarОценок пока нет
- Global Construction & Farm Machinery & Heavy TrucksДокумент30 страницGlobal Construction & Farm Machinery & Heavy TrucksSunny XiangОценок пока нет
- Wsc2011 Td06 CNC TurningДокумент12 страницWsc2011 Td06 CNC Turningelectro3ergenОценок пока нет
- 4me153 Cad CamДокумент2 страницы4me153 Cad CamNarendra MohanОценок пока нет
- Cad-Cam-Cim Lab Manual Me804Документ47 страницCad-Cam-Cim Lab Manual Me804siddharth100% (1)
- Nuova Simonelli Auralia - Instruction ManualДокумент36 страницNuova Simonelli Auralia - Instruction ManualSteve Sullivan-LanphierОценок пока нет
- DS DMG HSC 55 Linear Mould Die Bottle Mould enДокумент2 страницыDS DMG HSC 55 Linear Mould Die Bottle Mould enPaul VeramendiОценок пока нет
- 7-Compressors Theory 7pДокумент7 страниц7-Compressors Theory 7psrisaitejaswiniОценок пока нет
- Ashish NBC ReportДокумент14 страницAshish NBC ReportBidurGujjarОценок пока нет
- Gamma DGT SW EngДокумент61 страницаGamma DGT SW Engt0d1sОценок пока нет
- GSK928TD Lathe CNC System User ManualДокумент374 страницыGSK928TD Lathe CNC System User ManualLuis Antonio Lavado FloresОценок пока нет
- Fire Control Pocket With A DROДокумент7 страницFire Control Pocket With A DROterrencebelles100% (1)
- Vipin KumarДокумент58 страницVipin KumarjukyiОценок пока нет
- TaiДокумент43 страницыTaihittaf_05Оценок пока нет
- EdgeCAM Manufacturing Basics PDFДокумент93 страницыEdgeCAM Manufacturing Basics PDFGokul Prasad ChettiОценок пока нет
- Apex Shears - Metal Cutting Circular SawsДокумент2 страницыApex Shears - Metal Cutting Circular SawsRahul MandeliaОценок пока нет
- Ca 1035Документ4 страницыCa 1035petethefrenchОценок пока нет
- Kinematics of Machinery (MEE - 205) RCSДокумент2 страницыKinematics of Machinery (MEE - 205) RCSmanmonbhaОценок пока нет
- Bosch Table Saw Gts 10 XC Professional Manual 93459Документ390 страницBosch Table Saw Gts 10 XC Professional Manual 93459Marijan HorvatОценок пока нет