Вам также может понравиться
- Inspection of Double Tube Sheet Exch - Presentation1Документ37 страницInspection of Double Tube Sheet Exch - Presentation1Jignesh Pandya100% (1)
- SPE-184102-MS (2 Technology For Cementation)Документ14 страницSPE-184102-MS (2 Technology For Cementation)Randy SooknananОценок пока нет
- Corrosion Prevention Yanbu RefineryДокумент10 страницCorrosion Prevention Yanbu RefineryOmid Hn100% (1)
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingОт EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingРейтинг: 5 из 5 звезд5/5 (3)
- Biological Assets Sample ProblemsДокумент4 страницыBiological Assets Sample ProblemsKathleenОценок пока нет
- Concentrate Slurry Pumping SystemДокумент7 страницConcentrate Slurry Pumping SystemRodrigo GarcíaОценок пока нет
- How To Convert Files To Binary FormatДокумент1 страницаHow To Convert Files To Binary FormatAhmed Riyadh100% (1)
- EdisДокумент227 страницEdisThong Chan100% (1)
- Get More Life From HeatExchangers Sleeving of Tubes PDFДокумент4 страницыGet More Life From HeatExchangers Sleeving of Tubes PDFalejandrogrande100% (1)
- Dec JanДокумент6 страницDec Janmadhujayan100% (1)
- Pulmonary EmbolismДокумент48 страницPulmonary Embolismganga2424100% (3)
- Oil and Gas Artificial Fluid Lifting TechniquesОт EverandOil and Gas Artificial Fluid Lifting TechniquesРейтинг: 5 из 5 звезд5/5 (1)
- Comnining Extreme Overbalance and Dynamic Underbalance Perf Tecniques in Ecuador PaperДокумент8 страницComnining Extreme Overbalance and Dynamic Underbalance Perf Tecniques in Ecuador PaperRosanaОценок пока нет
- Velocity String Helps To Revive A Standing Gas Well in Saudi ArabiaДокумент14 страницVelocity String Helps To Revive A Standing Gas Well in Saudi Arabiaerdal aydin100% (1)
- Root Cause On Seal Failure RefineryДокумент8 страницRoot Cause On Seal Failure RefineryVaibhav SinghОценок пока нет
- Delay in Opening of LP Bypass ValveДокумент94 страницыDelay in Opening of LP Bypass ValveCharu ChhabraОценок пока нет
- Perforation GeometryДокумент10 страницPerforation GeometryJawaid HussainОценок пока нет
- Union Test Prep Nclex Study GuideДокумент115 страницUnion Test Prep Nclex Study GuideBradburn Nursing100% (2)
- Supply Risk Management of Automotive SupplierДокумент55 страницSupply Risk Management of Automotive SupplierManish Chandani0% (1)
- Steam BlowingДокумент49 страницSteam Blowingliamcs100% (1)
- 1314276003newsletter Reduce Boiler Tube Leakages in Your Power StationДокумент7 страниц1314276003newsletter Reduce Boiler Tube Leakages in Your Power StationNorman IskandarОценок пока нет
- SPE-182968-MS Well Integrity ManagementДокумент14 страницSPE-182968-MS Well Integrity ManagementJuan Camilo Lugo BecerraОценок пока нет
- Hydro Testing + Post Weld Heat TreatmentДокумент20 страницHydro Testing + Post Weld Heat TreatmentRafia ZafarОценок пока нет
- Damage of Austenitic StainlesDAMAGE OF AUSTENITIC STAINLESS STEEL DUE TO THERMAL FATIGUEs Steel Due To Thermal Fatigue - DzulДокумент4 страницыDamage of Austenitic StainlesDAMAGE OF AUSTENITIC STAINLESS STEEL DUE TO THERMAL FATIGUEs Steel Due To Thermal Fatigue - DzulDzul Cem EdataОценок пока нет
- Standard Procedure of Steam Blowing TestДокумент4 страницыStandard Procedure of Steam Blowing TestDennis B. YapОценок пока нет
- Steam Blowing BHELДокумент9 страницSteam Blowing BHELdnageshm4n244100% (1)
- Boiler - Tube PluggingДокумент3 страницыBoiler - Tube PluggingSH1961100% (1)
- Boiler Explosion (Exxon Singapore)Документ25 страницBoiler Explosion (Exxon Singapore)danish873100% (1)
- 7856-Me-Spc-198-025 Rev - AДокумент17 страниц7856-Me-Spc-198-025 Rev - Ashameer_febi100% (1)
- BlowoutДокумент5 страницBlowoutjmsponteОценок пока нет
- Turbine MaintainanceДокумент9 страницTurbine Maintainanceer_sanjaypatel100% (2)
- Manufacturing and Inspection Procedure For 3 Lpe Coating: PurposeДокумент6 страницManufacturing and Inspection Procedure For 3 Lpe Coating: PurposeNitin Nahar100% (1)
- Case StudyДокумент4 страницыCase StudyShubham ChauhanОценок пока нет
- CT Intervention On Snake WellsДокумент8 страницCT Intervention On Snake WellsRamanamurthy PalliОценок пока нет
- Project Report (Chetan Jain)Документ24 страницыProject Report (Chetan Jain)Santosh KumarОценок пока нет
- Plug and Abandonment of A Deep High-Pressure and High-Temperature Gulf of Mexico Well Using Coiled Tubing: A Case History KopyaДокумент9 страницPlug and Abandonment of A Deep High-Pressure and High-Temperature Gulf of Mexico Well Using Coiled Tubing: A Case History Kopyaerdal aydinОценок пока нет
- Spe163887 PDFДокумент11 страницSpe163887 PDFCarlos Ulises LeonidasОценок пока нет
- Benson Boiler AccidentbДокумент6 страницBenson Boiler AccidentbarunyogОценок пока нет
- 71372-Successful Well Control in The Cantarell Field ApplyinДокумент12 страниц71372-Successful Well Control in The Cantarell Field ApplyinIván VelázquezОценок пока нет
- 2017-12-20-Prevention of Accidents in Distribution and Power TransformersДокумент5 страниц2017-12-20-Prevention of Accidents in Distribution and Power TransformersNeeraj GuptaОценок пока нет
- OTC 13994 Brutus Export Pipelines - Improvement Opportunities and Challenges in Deepwater Pipeline InstallationДокумент12 страницOTC 13994 Brutus Export Pipelines - Improvement Opportunities and Challenges in Deepwater Pipeline InstallationBalan14Оценок пока нет
- Case Study-Risk Mitigation in Remedial H PDFДокумент18 страницCase Study-Risk Mitigation in Remedial H PDFjcОценок пока нет
- Control ThrusterДокумент11 страницControl ThrusterBhayu alfianОценок пока нет
- SPE 152975 Using Dynamic Simulations To Optimize The Start-Up Procedure of A Lazy Horizontal Oil WellДокумент11 страницSPE 152975 Using Dynamic Simulations To Optimize The Start-Up Procedure of A Lazy Horizontal Oil Wellmatheus_moreira0990Оценок пока нет
- Report On TransformersДокумент34 страницыReport On TransformerspuritrawalОценок пока нет
- SPE-179833-MS Key Learnings From First 2 Years of A Full Field CSS Development in OmanДокумент17 страницSPE-179833-MS Key Learnings From First 2 Years of A Full Field CSS Development in OmanAlfonso CastorenaОценок пока нет
- DДокумент15 страницDJuan Lopez100% (2)
- SPE 130655 High-Temperature Conformance Field Application Through Coiled Tubing: A Successful Case HistoryДокумент10 страницSPE 130655 High-Temperature Conformance Field Application Through Coiled Tubing: A Successful Case HistoryLeopold Roj DomОценок пока нет
- Assessment of Axial Cracking of A Steam Generator TubeДокумент10 страницAssessment of Axial Cracking of A Steam Generator TubeSEP-PublisherОценок пока нет
- SOMC, Vizag Paper Presentation For NTPC-IPS-2018Документ6 страницSOMC, Vizag Paper Presentation For NTPC-IPS-2018Sooraj Surendran SugathaОценок пока нет
- IADC/SPE-191029-MS BD Gas Field Near-HPHT and Critical Sour Development: A Journey To Maintain Well IntegrityДокумент16 страницIADC/SPE-191029-MS BD Gas Field Near-HPHT and Critical Sour Development: A Journey To Maintain Well IntegrityLuis David Concha CastilloОценок пока нет
- Central HeatingДокумент6 страницCentral Heatingsumit11235Оценок пока нет
- Final Paper On Cathodic Protection System On Pipelines DownДокумент15 страницFinal Paper On Cathodic Protection System On Pipelines DownMuhammad Abdullah KhanОценок пока нет
- Hot TapДокумент11 страницHot TapsumanОценок пока нет
- BR 170 1Документ7 страницBR 170 1Himanshu ChaturvediОценок пока нет
- 09-05 Et-Etc-005 (E) Guidance of Bunker Supply and Demand Line Hydraulic TestДокумент2 страницы09-05 Et-Etc-005 (E) Guidance of Bunker Supply and Demand Line Hydraulic TestAung Myat SweОценок пока нет
- Power Plant Operations AssignmentДокумент8 страницPower Plant Operations AssignmentPoojit PopliОценок пока нет
- SPE 127399 Maximizing Coiled Tubing Reach During Logging Extended Horizontal Wells Using E-Line AgitatorДокумент11 страницSPE 127399 Maximizing Coiled Tubing Reach During Logging Extended Horizontal Wells Using E-Line AgitatorJulio Alejandro Rojas BarbaОценок пока нет
- Coal Runoff Analysis Complete ReportДокумент32 страницыCoal Runoff Analysis Complete ReportArif SusetyoОценок пока нет
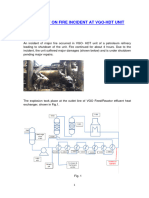
- VGO HDTIncidentДокумент8 страницVGO HDTIncidentBhavesh Dilip ChanchlaniОценок пока нет
- 00029487Документ12 страниц00029487Régis OngolloОценок пока нет
- AP BOE-2013 Paper-1 SolutionДокумент9 страницAP BOE-2013 Paper-1 SolutionAlok Doshi50% (2)
- Main Steam Generator Turbine Rotor DamageДокумент2 страницыMain Steam Generator Turbine Rotor DamageRani NoumanОценок пока нет
- Steam Blowing ProcedureДокумент4 страницыSteam Blowing ProcedureAndhika Permana SutantoОценок пока нет
- How to prepare Welding Procedures for Oil & Gas PipelinesОт EverandHow to prepare Welding Procedures for Oil & Gas PipelinesРейтинг: 5 из 5 звезд5/5 (1)
- Automotive Practice: Aon Risk SolutionsДокумент6 страницAutomotive Practice: Aon Risk SolutionsManish ChandaniОценок пока нет
- 201710beaconenglish PDFДокумент1 страница201710beaconenglish PDFManish ChandaniОценок пока нет
- Lessons From Industrial Accidents PDFДокумент139 страницLessons From Industrial Accidents PDFManish ChandaniОценок пока нет
- Beacon EnglishДокумент1 страницаBeacon EnglishManish ChandaniОценок пока нет
- 201501beaconenglish PDFДокумент1 страница201501beaconenglish PDFManish ChandaniОценок пока нет
- A - 'CO - Gas - Leak' - in - 'Visakhapatnam - Steel - Plant' A - 'Case - Study' - 'R - 1'Документ15 страницA - 'CO - Gas - Leak' - in - 'Visakhapatnam - Steel - Plant' A - 'Case - Study' - 'R - 1'Manish ChandaniОценок пока нет
- 201209BeaconEnglish PDFДокумент1 страница201209BeaconEnglish PDFManish ChandaniОценок пока нет
- Chemicals: Release 2016 - 2,001 Newsy StuffДокумент13 страницChemicals: Release 2016 - 2,001 Newsy StuffManish ChandaniОценок пока нет
- Fire Incident at AMRI Hospital, Kolkata (India) : A Real Time Assessment For Urban FireДокумент6 страницFire Incident at AMRI Hospital, Kolkata (India) : A Real Time Assessment For Urban FireManish ChandaniОценок пока нет
- Investigation of The Jharia Coalfield Mine FiresДокумент13 страницInvestigation of The Jharia Coalfield Mine FiresManish ChandaniОценок пока нет
- Basic Design For Safety Principles: © 2013 John Thomas and Nancy Leveson. All Rights ReservedДокумент49 страницBasic Design For Safety Principles: © 2013 John Thomas and Nancy Leveson. All Rights ReservedManish ChandaniОценок пока нет
- MIT16 63JF12 Class3AccitHaz PDFДокумент13 страницMIT16 63JF12 Class3AccitHaz PDFManish ChandaniОценок пока нет
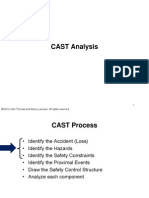
- CAST Analysis: © 2013 John Thomas and Nancy Leveson. All Rights ReservedДокумент20 страницCAST Analysis: © 2013 John Thomas and Nancy Leveson. All Rights ReservedManish ChandaniОценок пока нет
- 5066452Документ53 страницы5066452jlcheefei9258Оценок пока нет
- Resume 1Документ2 страницыResume 1Aidie HerreraОценок пока нет
- Smart Protein Plant Based Food Sector Report 2Документ199 страницSmart Protein Plant Based Food Sector Report 2campeon00magnatesОценок пока нет
- BMGT 200 Assignment 2 Answer KeysДокумент3 страницыBMGT 200 Assignment 2 Answer Keysharout keshishianОценок пока нет
- Practising Modern English For Life Sciences Students Caiet Exercitii-1Документ77 страницPractising Modern English For Life Sciences Students Caiet Exercitii-1Robert BobiaОценок пока нет
- General Chemistry 2 Q1 Lesson 5 Endothermic and Exotheric Reaction and Heating and Cooling CurveДокумент19 страницGeneral Chemistry 2 Q1 Lesson 5 Endothermic and Exotheric Reaction and Heating and Cooling CurveJolo Allexice R. PinedaОценок пока нет
- CAA Safety Plan 2011 To 2013Документ46 страницCAA Safety Plan 2011 To 2013cookie01543Оценок пока нет
- DION IMPACT 9102 SeriesДокумент5 страницDION IMPACT 9102 SeriesLENEEVERSONОценок пока нет
- Upes School of Law Lac & Adr Association: PresentsДокумент7 страницUpes School of Law Lac & Adr Association: PresentsSuvedhya ReddyОценок пока нет
- Bank Danamon Organization ChartДокумент4 страницыBank Danamon Organization ChartFaisal Agus NugrahaОценок пока нет
- Please Refer Tender Document and Annexures For More DetailsДокумент1 страницаPlease Refer Tender Document and Annexures For More DetailsNAYANMANI NAMASUDRAОценок пока нет
- Matka Queen Jaya BhagatДокумент1 страницаMatka Queen Jaya BhagatA.K.A. Haji100% (4)
- Computers in Industry: Hugh Boyes, Bil Hallaq, Joe Cunningham, Tim Watson TДокумент12 страницComputers in Industry: Hugh Boyes, Bil Hallaq, Joe Cunningham, Tim Watson TNawabMasidОценок пока нет
- Conservation Assignment 02Документ16 страницConservation Assignment 02RAJU VENKATAОценок пока нет
- EAC Inquiry SDCДокумент9 страницEAC Inquiry SDCThe Sustainable Development Commission (UK, 2000-2011)Оценок пока нет
- Komunikasi Sebagai Piranti Kebijakan Bi: Materi SESMABI Mei 2020Документ26 страницKomunikasi Sebagai Piranti Kebijakan Bi: Materi SESMABI Mei 2020syahriniОценок пока нет
- 3 Diversion&CareДокумент2 страницы3 Diversion&CareRyan EncomiendaОценок пока нет
- Guardcam InstructionsДокумент12 страницGuardcam InstructionsCompuFix RepairsОценок пока нет
- Previous Year Questions - Macro Economics - XIIДокумент16 страницPrevious Year Questions - Macro Economics - XIIRituraj VermaОценок пока нет
- List of Some Common Surgical TermsДокумент5 страницList of Some Common Surgical TermsShakil MahmodОценок пока нет
- Data Asimilasi Untuk PemulaДокумент24 страницыData Asimilasi Untuk PemulaSii Olog-olog PlonkОценок пока нет
- Wwii TictactoeДокумент2 страницыWwii Tictactoeapi-557780348Оценок пока нет
- Google Tools: Reggie Luther Tracsoft, Inc. 706-568-4133Документ23 страницыGoogle Tools: Reggie Luther Tracsoft, Inc. 706-568-4133nbaghrechaОценок пока нет
- Current Concepts in Elbow Fracture Dislocation: Adam C Watts, Jagwant Singh, Michael Elvey and Zaid HamoodiДокумент8 страницCurrent Concepts in Elbow Fracture Dislocation: Adam C Watts, Jagwant Singh, Michael Elvey and Zaid HamoodiJoão Artur BonadimanОценок пока нет