Вам также может понравиться
- FD para OrçamentoДокумент6 страницFD para OrçamentoJason CampbellОценок пока нет
- RP CREAДокумент2 страницыRP CREAFabi MendesОценок пока нет
- Manual Cer 08 2016Документ25 страницManual Cer 08 2016Jason CampbellОценок пока нет
- Análise linear x não linear em engenhariaДокумент16 страницAnálise linear x não linear em engenhariaJason CampbellОценок пока нет
- EsssДокумент18 страницEsssJason CampbellОценок пока нет
- Cartilha Bdi Crea EsДокумент40 страницCartilha Bdi Crea EsFranc2011100% (1)
- Desenho VasoДокумент1 страницаDesenho VasoJason CampbellОценок пока нет
- Materia Trocadores Calor PDFДокумент7 страницMateria Trocadores Calor PDFEduardo de PaulaОценок пока нет
- Formulrio Padropara Autorizaode Viagem CNJДокумент1 страницаFormulrio Padropara Autorizaode Viagem CNJJason CampbellОценок пока нет
- Ar ComprimidoДокумент1 страницаAr ComprimidoAlessandro Silva NunesОценок пока нет
- Manual ABNT 2015 Novo Pro ReitorДокумент101 страницаManual ABNT 2015 Novo Pro ReitorarildocamposОценок пока нет
- Aco CarbonoДокумент12 страницAco CarbonoorivaldoОценок пока нет
- Pneus novos no eixo traseiroДокумент16 страницPneus novos no eixo traseiroJason CampbellОценок пока нет
- Vaso de Pressão 2250 LДокумент1 страницаVaso de Pressão 2250 LJason CampbellОценок пока нет
- Formatação Do Artigo CientíficoДокумент4 страницыFormatação Do Artigo CientíficoJason CampbellОценок пока нет
- Dimensionamento de Equipamentos 1 - Vasos de PressãoДокумент104 страницыDimensionamento de Equipamentos 1 - Vasos de Pressãonosepe100% (63)
- Mecânica Geral PDFДокумент44 страницыMecânica Geral PDFJason CampbellОценок пока нет
- Perda de Carga em TubulacoesДокумент4 страницыPerda de Carga em TubulacoesPetrônio VieiraОценок пока нет
- Vibração Mecanica 1 - USPДокумент12 страницVibração Mecanica 1 - USPeduardopinto07Оценок пока нет
- Orientacoes para Artigo Cientifico 2016Документ16 страницOrientacoes para Artigo Cientifico 2016Anne BrancoОценок пока нет
- Tabela de Dobras - FATOR KДокумент4 страницыTabela de Dobras - FATOR KMauro HornОценок пока нет
- Engenharia Mecanica PDFДокумент38 страницEngenharia Mecanica PDFJason CampbellОценок пока нет
- RMI Aula 1 Apresentacao 2013Документ61 страницаRMI Aula 1 Apresentacao 2013Jason CampbellОценок пока нет
- TCC VasosДокумент22 страницыTCC VasosLídia MaykelyОценок пока нет
- Formatação Do Artigo CientíficoДокумент3 страницыFormatação Do Artigo CientíficograzielaОценок пока нет
- IOM Versatile - 256.08.719-B-03-13 (View) PDFДокумент72 страницыIOM Versatile - 256.08.719-B-03-13 (View) PDFJason CampbellОценок пока нет
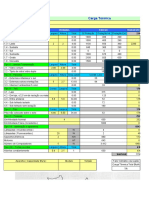
- Carga TermicaДокумент7 страницCarga TermicaJason CampbellОценок пока нет
- Manual Viagem de Menor Policia FederalДокумент7 страницManual Viagem de Menor Policia FederalKaren ReimerОценок пока нет
- Tabela Derivadas e IntegraisДокумент3 страницыTabela Derivadas e IntegraisjonathanОценок пока нет
- SelfДокумент80 страницSelfCláudio MartinsОценок пока нет
- NAME, Daniela. "Eu Me Lembro" - Sedução e Memória No Design Construtivo Brasileiro. in - Diálogo Concreto - Design e Construtivismo No Brasil. Rio de Janeiro - Caixa Cultural, 2008. P. 7-41Документ35 страницNAME, Daniela. "Eu Me Lembro" - Sedução e Memória No Design Construtivo Brasileiro. in - Diálogo Concreto - Design e Construtivismo No Brasil. Rio de Janeiro - Caixa Cultural, 2008. P. 7-41priscilalolataОценок пока нет
- Pintura Edifícios Fichas Controlo QualidadeДокумент106 страницPintura Edifícios Fichas Controlo QualidadeFelisberto Ermindo ManuelОценок пока нет
- Arte Bizantina: Características e ManifestaçõesДокумент2 страницыArte Bizantina: Características e ManifestaçõesFran VargasОценок пока нет
- Língua Portuguesa 5o ano plano desenvolvimentoДокумент77 страницLíngua Portuguesa 5o ano plano desenvolvimentoIsis VivórioОценок пока нет
- LOVECRAFT. O Modelo de Pickman.Документ8 страницLOVECRAFT. O Modelo de Pickman.Marina Sena100% (1)
- Guia passo a passo para preparação de suportes para tadelaktДокумент10 страницGuia passo a passo para preparação de suportes para tadelaktGiane Gonçalves CostaОценок пока нет
- A fotografia como meio de comunicação e arteДокумент28 страницA fotografia como meio de comunicação e arteMarina CostaОценок пока нет
- Glasurit Color Solution, novo sistema de busca e identificação de coresДокумент20 страницGlasurit Color Solution, novo sistema de busca e identificação de coresTinoco SantosОценок пока нет
- Brennand PDFДокумент167 страницBrennand PDFLiz Cardozo100% (1)
- Arte Renascentista vs Arte Moderna: Um Estudo ComparativoДокумент19 страницArte Renascentista vs Arte Moderna: Um Estudo ComparativoDaniele NogueiraОценок пока нет
- Espaço Poético LygiaДокумент6 страницEspaço Poético LygiaAline LealОценок пока нет
- Atividade Arte 7 Ano 18.08.2020Документ3 страницыAtividade Arte 7 Ano 18.08.2020Marcinha Carneiro100% (3)
- Renina Katz em Salões Na Década 1950Документ3 страницыRenina Katz em Salões Na Década 1950João Paulo SanttosОценок пока нет
- Plano de Estudos Especiais de Recuperação - 7º AnoДокумент8 страницPlano de Estudos Especiais de Recuperação - 7º AnoIvanilda Santos Ferreira PratesОценок пока нет
- Antonin Artaud - Van Gogh, o Suicidado Pela SociedadeДокумент31 страницаAntonin Artaud - Van Gogh, o Suicidado Pela SociedadeErick CostaОценок пока нет
- Macarrao e Desenhos e PinturaДокумент4 страницыMacarrao e Desenhos e PinturaAna Paula Schnaider SchnaiderОценок пока нет
- Mapa - Ped - Metodologia Da Matemática - 52/2023Документ3 страницыMapa - Ped - Metodologia Da Matemática - 52/2023Azul Assessoria AcadêmicaОценок пока нет
- Va de ArteДокумент3 страницыVa de ArtelucimeirejunqueirajunqueiraОценок пока нет
- G.E. Lessing sobre as fronteiras da Pintura e da PoesiaДокумент21 страницаG.E. Lessing sobre as fronteiras da Pintura e da Poesiadiogo.chagas0286% (7)
- A Fotografia e Seus Duplos - Lissovsky PDFДокумент14 страницA Fotografia e Seus Duplos - Lissovsky PDFlaecioricardoОценок пока нет
- Castelucci IconoclastaДокумент16 страницCastelucci IconoclastaErnesto Lula Da Silva ValençaОценок пока нет
- LIVRO TEORIA DO PROJETO-FinalДокумент168 страницLIVRO TEORIA DO PROJETO-FinalÉllen Cristina da CostaОценок пока нет
- Arte Da Pré-HistóriaДокумент4 страницыArte Da Pré-HistóriaGrazonarq100% (3)
- UFRGS analisa representações de observadores e olhares em pinturas renascentistasДокумент1 страницаUFRGS analisa representações de observadores e olhares em pinturas renascentistasMichele PhilomenaОценок пока нет
- O Museu Darbot - Victor GiudiceДокумент18 страницO Museu Darbot - Victor GiudicepaulokonzenОценок пока нет
- Meia CrochetДокумент22 страницыMeia CrochetFabi Graziely100% (1)
- Gerador de Imagens AI - Texto para Imagem Grátis - FotorДокумент7 страницGerador de Imagens AI - Texto para Imagem Grátis - Fotorlagiwe5739Оценок пока нет
- Plano de Aula SEMANA DA CRIANÇA 2023Документ4 страницыPlano de Aula SEMANA DA CRIANÇA 2023Maria Rita de Cássia Nunes ZumbaОценок пока нет
- 1001 Atividades para Fazer Com Suas CriançasДокумент501 страница1001 Atividades para Fazer Com Suas CriançasHelena Guedes100% (1)
- O Motivo Do Desenho Na Poética de Cecília MeirelesДокумент14 страницO Motivo Do Desenho Na Poética de Cecília MeirelesMarcelo Augusto LopesОценок пока нет