Вам также может понравиться
- Incluir Analisis FinacieroДокумент8 страницIncluir Analisis FinacieroDiego PabonОценок пока нет
- Gel Decapante y Pasivante 2019-1Документ1 страницаGel Decapante y Pasivante 2019-1Diego Pabon50% (2)
- Documento Sin TítuloДокумент4 страницыDocumento Sin TítuloDiego PabonОценок пока нет
- Procedimiento Técnico para Preparación de Superficie y Aplicación de Recubrimientos en Exterior de Torre PerforaciónДокумент16 страницProcedimiento Técnico para Preparación de Superficie y Aplicación de Recubrimientos en Exterior de Torre PerforaciónDiego PabonОценок пока нет
- Aws D1.5Документ222 страницыAws D1.5David Estrada83% (6)
- Acero CortenДокумент7 страницAcero CortenDiego PabonОценок пока нет
- Indura 7018 - w1Документ1 страницаIndura 7018 - w1Diego PabonОценок пока нет
- Lista de Precios Tuberias Pavco 2019Документ40 страницLista de Precios Tuberias Pavco 2019Alexander ParadaОценок пока нет
- Aswelding - 7018 - Es-Co Ficha Lincoln SmawДокумент2 страницыAswelding - 7018 - Es-Co Ficha Lincoln SmawDiego PabonОценок пока нет
- UltrasonidoДокумент9 страницUltrasonidoDiego PabonОценок пока нет
- Aws D1.5Документ222 страницыAws D1.5David Estrada83% (6)
- VikingoДокумент20 страницVikingoJhonatan FloresОценок пока нет
- Permiso de Trabajo - ASTARДокумент2 страницыPermiso de Trabajo - ASTARDiego PabonОценок пока нет
- Acta de Constitución Asociacion AgropecuariaДокумент3 страницыActa de Constitución Asociacion AgropecuariaDiego Pabon100% (1)
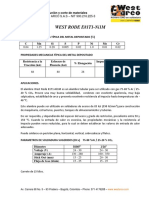
- Hoja West Rode E81T1-Ni1M-2016Документ1 страницаHoja West Rode E81T1-Ni1M-2016Diego PabonОценок пока нет
- Cronograma Fabricación de PuenteДокумент1 страницаCronograma Fabricación de PuenteDiego PabonОценок пока нет
- 78 Acero - CortenДокумент7 страниц78 Acero - CortenRafael PiñangoОценок пока нет
- Soldadura Por Arco Sumergido y Flux Cored para PuentesДокумент2 страницыSoldadura Por Arco Sumergido y Flux Cored para PuentesDiego PabonОценок пока нет
- Uso y Mantenimiento de EppДокумент1 страницаUso y Mantenimiento de EppDiego PabonОценок пока нет
- Peligro CaidaДокумент1 страницаPeligro CaidaDiego PabonОценок пока нет
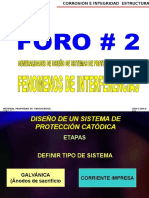
- Interfere Nci AsДокумент30 страницInterfere Nci AsDiego PabonОценок пока нет
- Reducción tamaño partículas mineralДокумент39 страницReducción tamaño partículas mineralDiego PabonОценок пока нет
- Tema2-Estructura de Los MaterialesДокумент24 страницыTema2-Estructura de Los MaterialesladyalanisОценок пока нет
- Flotación: Proceso de concentración por flotación de mineralesДокумент23 страницыFlotación: Proceso de concentración por flotación de mineralesDiego PabonОценок пока нет
- Materiales PlásticosДокумент12 страницMateriales PlásticosDiego PabonОценок пока нет
- Dureza (Modo de Compatibilidad)Документ5 страницDureza (Modo de Compatibilidad)Reus DomenicoОценок пока нет
- EmpaquetamientoДокумент23 страницыEmpaquetamientoDiego PabonОценок пока нет
- Cobre y Sus Aleaciones (Modo de Compatibilidad)Документ15 страницCobre y Sus Aleaciones (Modo de Compatibilidad)Diego PabonОценок пока нет
- Indice - Temario - Documentoscopia y Grafos PDFДокумент3 страницыIndice - Temario - Documentoscopia y Grafos PDFxherokieОценок пока нет
- GUIA 2 Análisis Gráfico LAB I-2022Документ3 страницыGUIA 2 Análisis Gráfico LAB I-2022Diego EstradaОценок пока нет
- Diagnóstico logístico empresa El HuequitoДокумент13 страницDiagnóstico logístico empresa El HuequitoCedrick Chavez CernaОценок пока нет
- Manual de Competencias MatronaДокумент106 страницManual de Competencias MatronaJuan Gómez SalgadoОценок пока нет
- La Violencia Cotidiana Como Mecanismo de Integración y Ascenso Social.Документ30 страницLa Violencia Cotidiana Como Mecanismo de Integración y Ascenso Social.Cesar Augusto BelanОценок пока нет
- Suavizamiento ExponencialДокумент22 страницыSuavizamiento ExponencialJean Carlo Villanueva GoyzuetaОценок пока нет
- Informe Perdidas Por Friccion Equipo Antiguo y DidacticoДокумент79 страницInforme Perdidas Por Friccion Equipo Antiguo y DidacticoBranco Jose Figueroa AyalaОценок пока нет
- BECASДокумент5 страницBECASAdlin MachacaОценок пока нет
- Código de BarrasДокумент11 страницCódigo de BarrasMorales CarlosОценок пока нет
- Calidad AmbientalДокумент9 страницCalidad AmbientalAdrianJoseGarciaОценок пока нет
- Métodos NuméricosДокумент8 страницMétodos NuméricosShirlly Leyton MercadoОценок пока нет
- Implementación del Sistema Penal Acusatorio en PanamáДокумент22 страницыImplementación del Sistema Penal Acusatorio en PanamáYamileth Castañeda Athanasiades100% (3)
- Ejemplo de Análisis Morfológico - Acceso 25 AñosДокумент5 страницEjemplo de Análisis Morfológico - Acceso 25 AñosMarta MaОценок пока нет
- Programa actividad física VIHДокумент25 страницPrograma actividad física VIHGonzalo GonzalesОценок пока нет
- Elevacion TopograficaДокумент4 страницыElevacion TopograficaCristian GarcíaОценок пока нет
- Gestion Recursos Humanos Municipio AzoguesДокумент92 страницыGestion Recursos Humanos Municipio AzoguesRuiz Artemio BerrocalОценок пока нет
- AUTOCONTROL - Cotización Juan RiveraДокумент1 страницаAUTOCONTROL - Cotización Juan RiveraMauricio Rosa RubioОценок пока нет
- La antigua ciudad de Tiwanaku, un enigma de 17.000 añosДокумент12 страницLa antigua ciudad de Tiwanaku, un enigma de 17.000 añosEnergy OrotavaОценок пока нет
- La Conciencia Del Otro - Working PDFДокумент5 страницLa Conciencia Del Otro - Working PDFAlexander Rubio QuinteroОценок пока нет
- Teoría de Control ParcialДокумент3 страницыTeoría de Control ParcialDaniel Rch.Оценок пока нет
- Central Termoelectrica KallpaДокумент14 страницCentral Termoelectrica KallpaJoel VeraОценок пока нет
- Reporte-2019-629 - Torre de Comunicación c4 PesqueríaДокумент22 страницыReporte-2019-629 - Torre de Comunicación c4 PesqueríamelchorodriguezОценок пока нет
- Evaluación ambiental de Battelle para planificación de recursos hídricosДокумент12 страницEvaluación ambiental de Battelle para planificación de recursos hídricosJorge Hyrule OrtegaОценок пока нет
- Planeación Didáctica Del Docente Unidad 4Документ3 страницыPlaneación Didáctica Del Docente Unidad 4Gustavo HernandezОценок пока нет
- Sesion 07 Motivacion LaboralДокумент30 страницSesion 07 Motivacion LaboralDiego BeltranОценок пока нет
- Cuadro Comparativo de Las Cinco Teorias de La Psicologia de Las Dimensiones HumanasДокумент2 страницыCuadro Comparativo de Las Cinco Teorias de La Psicologia de Las Dimensiones HumanasJenny Mendez LazaroОценок пока нет
- Cuestionario Final Base de DatosДокумент3 страницыCuestionario Final Base de DatosCasey WootenОценок пока нет
- Fichas Psicolinguistica y SociolinguisticaДокумент3 страницыFichas Psicolinguistica y Sociolinguisticayuwil osccorimaОценок пока нет
- Poa Serenazgo 2018Документ25 страницPoa Serenazgo 2018jerson jairo santos adan100% (1)
- Ressolucion de Problemas de Microeconomia 2Документ3 страницыRessolucion de Problemas de Microeconomia 2Javier Lloclle ChampiОценок пока нет