Вам также может понравиться
- How To Mount and Operate Buck Adjust-Tru ChuckДокумент4 страницыHow To Mount and Operate Buck Adjust-Tru ChuckStronghold ArmoryОценок пока нет
- Colchester Dominion Lathe-ManualДокумент35 страницColchester Dominion Lathe-ManualTony FitzgeraldОценок пока нет
- Boring HeadДокумент2 страницыBoring HeadJM ReynanciaОценок пока нет
- The Deckel SO Grinder Buyer's Guide: by Phil Kerner, The Tool & Die GuyДокумент6 страницThe Deckel SO Grinder Buyer's Guide: by Phil Kerner, The Tool & Die GuyAnders LarssonОценок пока нет
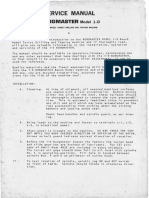
- 1962-Burgmaster - Bench Model Turret Drilling and Tapping MachineДокумент17 страниц1962-Burgmaster - Bench Model Turret Drilling and Tapping Machinesalulai100% (3)
- Bridgeport J head step pulley disassembly and reassembly guideДокумент39 страницBridgeport J head step pulley disassembly and reassembly guiderocketmenchОценок пока нет
- Enco Automatic Boring & Facing HeadДокумент4 страницыEnco Automatic Boring & Facing HeadIM_JohnnyVОценок пока нет
- Parts List: F 9-"W " S B L M A, B, CДокумент12 страницParts List: F 9-"W " S B L M A, B, CThiago R.Оценок пока нет
- Catalogo Trens (Tos) TornosДокумент4 страницыCatalogo Trens (Tos) Tornosrodrigo_aguilar_4100% (1)
- Lathe Spindle Nose Mounting Identification ChartДокумент1 страницаLathe Spindle Nose Mounting Identification ChartYahia Mustafa Alfazazi100% (1)
- Millrite MVN ManualДокумент54 страницыMillrite MVN Manual68mule100% (4)
- Construction: Lathes Machining Metals Plastics Jargon Machine Tools Rotating Linear Tool Bits Drill BitsДокумент8 страницConstruction: Lathes Machining Metals Plastics Jargon Machine Tools Rotating Linear Tool Bits Drill Bitsviruz2_09Оценок пока нет
- Mach3 Electric Wiring DiagramДокумент1 страницаMach3 Electric Wiring DiagramSimasArmonas100% (1)
- South Bend 9" Compound Slide Screw Fabrication For A Large Dial/Thrust Bearing Conversion by Ed Godwin 8 December, 2007Документ16 страницSouth Bend 9" Compound Slide Screw Fabrication For A Large Dial/Thrust Bearing Conversion by Ed Godwin 8 December, 2007asdfОценок пока нет
- Victor 1640sДокумент2 страницыVictor 1640sCarlos Medrano0% (2)
- Jig Saw Instruction ManualДокумент19 страницJig Saw Instruction Manualridho_kresnaОценок пока нет
- QC11Y-16X6000 Hydraulic Shearing Machine T10 NC ControlДокумент10 страницQC11Y-16X6000 Hydraulic Shearing Machine T10 NC ControlleolombardoОценок пока нет
- Universal Tool and Cutter Grinder Manual Low ResДокумент16 страницUniversal Tool and Cutter Grinder Manual Low ResDale Wade100% (1)
- Balancing Grinder WheelsДокумент8 страницBalancing Grinder WheelsmountaineerjpОценок пока нет
- Atlas Mill AccessoriesДокумент1 страницаAtlas Mill AccessoriesGary RepeshОценок пока нет
- Production & Special Purpose LathesДокумент38 страницProduction & Special Purpose LathesShubham Shekhar100% (1)
- Biax 7EL assembly guideДокумент6 страницBiax 7EL assembly guideKarsten BergОценок пока нет
- Schaublin 102N Lathe Technical DetailsДокумент1 страницаSchaublin 102N Lathe Technical DetailsFranciscoОценок пока нет
- Lathe AccessoriesДокумент6 страницLathe AccessoriesAnand Balaji100% (1)
- Drilling Machine Types GuideДокумент42 страницыDrilling Machine Types GuideSomenath RahaОценок пока нет
- Rebuild ManualДокумент55 страницRebuild Manualaccujack0% (1)
- Slotting MachineДокумент30 страницSlotting MachineUsman Zubair100% (1)
- Testing Lathe For AccuracyДокумент4 страницыTesting Lathe For AccuracyArnieTОценок пока нет
- Biax ManualДокумент16 страницBiax Manualtm100% (1)
- CPE ManualДокумент32 страницыCPE ManualSarah PerezОценок пока нет
- HMT Mandrel Bending 101Документ80 страницHMT Mandrel Bending 101zaiofracassadoОценок пока нет
- Hand Scraping Precision SurfacesДокумент8 страницHand Scraping Precision SurfacesnarendragahlotОценок пока нет
- Lathes and Lathe Machining OperationsДокумент18 страницLathes and Lathe Machining Operationssarasrisam100% (1)
- Craftsman 101.21400 Metal LatheДокумент8 страницCraftsman 101.21400 Metal Lathejay308100% (2)
- 09 Diagrams 10 TroubleshootingДокумент43 страницы09 Diagrams 10 TroubleshootingFelix FloresОценок пока нет
- DoAll Milling Machine BrochureДокумент11 страницDoAll Milling Machine BrochuregaragepunkfanОценок пока нет
- Unimat3 Compact5Документ1 страницаUnimat3 Compact5Peanut d. DestroyerОценок пока нет
- Enco X6323 Milling MachineДокумент75 страницEnco X6323 Milling MachineNicolás Reyes González100% (1)
- Book 5 Pipe Bending MachineДокумент27 страницBook 5 Pipe Bending Machinemarandan85Оценок пока нет
- Operator'S Manual: .Af Ont TCH Rn9Ine T ND /oolmtllcetДокумент15 страницOperator'S Manual: .Af Ont TCH Rn9Ine T ND /oolmtllcetJosh LittleОценок пока нет
- Abus Electric Chain Hoists AbucompactДокумент32 страницыAbus Electric Chain Hoists Abucompactnicoka50Оценок пока нет
- 3 Axis TB6600 CNC Driver Board Users ManualДокумент10 страниц3 Axis TB6600 CNC Driver Board Users Manualalvarnal100% (2)
- Specification - MechanicalДокумент5 страницSpecification - MechanicalEDEN FALCONIОценок пока нет
- Mini Mill Users GuideДокумент28 страницMini Mill Users Guidechriswood_gmailОценок пока нет
- Mach3 Tutorial: Setting Up A Basic Three Axis Milling MachineДокумент14 страницMach3 Tutorial: Setting Up A Basic Three Axis Milling Machinezealous100% (4)
- 12 Atlas Master Parts ListДокумент33 страницы12 Atlas Master Parts ListlokiОценок пока нет
- Ralph Patterson Tailstock Camlock 2Документ13 страницRalph Patterson Tailstock Camlock 2supremesportsОценок пока нет
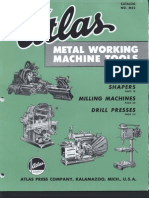
- Atlas M52 CatalogДокумент36 страницAtlas M52 Catalogbottomscraper100% (4)
- INA CatalogueДокумент110 страницINA CatalogueStroia Constantin MariusОценок пока нет
- Elliott Tool English CatalogДокумент220 страницElliott Tool English Catalogmaruti nandgadkarОценок пока нет
- 8454 PDFДокумент72 страницы8454 PDFjon@libertyintegrationcomОценок пока нет
- Cowells Manuals PDFДокумент16 страницCowells Manuals PDFpedjaОценок пока нет
- 944-950 Manual With PartsДокумент27 страниц944-950 Manual With PartsGabeОценок пока нет
- BI-DIRECTIONAL TOOL TURRETS INSTRUCTION MANUAL</TITLEДокумент31 страницаBI-DIRECTIONAL TOOL TURRETS INSTRUCTION MANUAL</TITLEchidambaram kasi100% (17)
- Singer AdvancedДокумент8 страницSinger AdvancedMatthew Cole80% (5)
- Manual Cortadora de DiscoДокумент14 страницManual Cortadora de DiscoMartha JaquelinОценок пока нет
- Atlas MFC ManualДокумент14 страницAtlas MFC ManualgilrpinheiroОценок пока нет
- Lathe Machine Guide: Everything You Need to KnowДокумент50 страницLathe Machine Guide: Everything You Need to KnowYogenОценок пока нет
- Rotating Beam Fatigue Test MachineДокумент13 страницRotating Beam Fatigue Test MachineReОценок пока нет
- Scott Bonnar 45 Operating InstructionsДокумент8 страницScott Bonnar 45 Operating InstructionsnickОценок пока нет
- UntitledДокумент34 страницыUntitledLucas VeronaОценок пока нет
- Steel Grade 1.1141 DatasheetДокумент2 страницыSteel Grade 1.1141 DatasheetCricri CriОценок пока нет
- Wilson Tool - Scule Standard, Speciale Si Accesorii Pentru Masini Thick TurretДокумент145 страницWilson Tool - Scule Standard, Speciale Si Accesorii Pentru Masini Thick TurretSM TECH SRLОценок пока нет
- 14.automatic Rotating Table With Sequence Operating MachineДокумент2 страницы14.automatic Rotating Table With Sequence Operating MachineChockalingam AthilingamОценок пока нет
- High Productivity LV8500 Series Vertical Turning CenterДокумент22 страницыHigh Productivity LV8500 Series Vertical Turning CenterMohamed EssamОценок пока нет
- Tapping ChucksДокумент14 страницTapping ChucksDHAMODHARANОценок пока нет
- Vibratory Stress RelievingДокумент31 страницаVibratory Stress RelievingSteve Hornsey100% (2)
- Getting More Bang For Your Deburring Buck: Related SuppliersДокумент6 страницGetting More Bang For Your Deburring Buck: Related SuppliersMariver LlorenteОценок пока нет
- 14 Bernardo Soustruhy deДокумент40 страниц14 Bernardo Soustruhy deTanase Constantin0% (1)
- Hand ToolsДокумент4 страницыHand Toolsayessa evangelistaОценок пока нет
- Materials AlturasДокумент66 страницMaterials AlturasDonald ToledoОценок пока нет
- Unit VДокумент26 страницUnit VSabik NainarОценок пока нет
- WPS MS 01C Rev. 0Документ1 страницаWPS MS 01C Rev. 0alinor_tnОценок пока нет
- JDM A17.1 - Rev. 11-2013Документ10 страницJDM A17.1 - Rev. 11-2013Romulo EduardoОценок пока нет
- Manufacturing ScienceДокумент89 страницManufacturing ScienceVokОценок пока нет
- AWS D14.1 - Puentes GruasДокумент141 страницаAWS D14.1 - Puentes GruasAlejandro Dionisio OlivasОценок пока нет
- Worksheet: Diploma in Mechanical EngineeringДокумент13 страницWorksheet: Diploma in Mechanical EngineeringGuna SelanОценок пока нет
- Welding Procedure Specification GuideДокумент4 страницыWelding Procedure Specification GuideAndhira FarizkiОценок пока нет
- Doosan DNM500Документ104 страницыDoosan DNM500tmsxptoОценок пока нет
- ColdHeadingForFastenerManufactureДокумент40 страницColdHeadingForFastenerManufactureKeerthi Kumar100% (1)
- H28 hardened angle, clamp, stop, spacer catalogДокумент3 страницыH28 hardened angle, clamp, stop, spacer catalogJoflОценок пока нет
- Vdocuments - MX Automationprouction Systems and Cim MP Groover Chapter 7 SolutionДокумент25 страницVdocuments - MX Automationprouction Systems and Cim MP Groover Chapter 7 SolutionxXElcaXxОценок пока нет
- Proposed Changes to IRS-T-29-2000 CMS Crossing Manufacturing StandardsДокумент11 страницProposed Changes to IRS-T-29-2000 CMS Crossing Manufacturing StandardsShipra MishraОценок пока нет
- Management Process IIДокумент200 страницManagement Process IIPeeka Prabhakara RaoОценок пока нет
- Knurling Grooving and Form TurningДокумент33 страницыKnurling Grooving and Form TurningTareef Hash100% (1)
- Pilger Production Improvement PlanДокумент10 страницPilger Production Improvement PlanTushar PachlangiaОценок пока нет
- Shell Assembly 1000Документ2 страницыShell Assembly 1000Danny Milton Silva VasquezОценок пока нет
- Is 3601.2006Документ21 страницаIs 3601.2006kprasad_56900Оценок пока нет
- Metric Bolt Dimensions - Atlanta Rod and Manufacturing - Atlanta Rod and ManufacturingДокумент1 страницаMetric Bolt Dimensions - Atlanta Rod and Manufacturing - Atlanta Rod and ManufacturingRodrigo CelesОценок пока нет
- Introduction to Welding Processes and Safety PrecautionsДокумент15 страницIntroduction to Welding Processes and Safety PrecautionsRAMALAKSHMI SUDALAIKANNANОценок пока нет
- Idaho Falls: The Untold Story of America's First Nuclear AccidentОт EverandIdaho Falls: The Untold Story of America's First Nuclear AccidentРейтинг: 4.5 из 5 звезд4.5/5 (21)
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialОт EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialОценок пока нет
- Introduction to Power System ProtectionОт EverandIntroduction to Power System ProtectionРейтинг: 5 из 5 звезд5/5 (1)
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesОт EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesРейтинг: 4.5 из 5 звезд4.5/5 (21)
- Nuclear Energy in the 21st Century: World Nuclear University PressОт EverandNuclear Energy in the 21st Century: World Nuclear University PressРейтинг: 4.5 из 5 звезд4.5/5 (3)
- The New 3D Layout for Oil & Gas Offshore Projects: How to ensure successОт EverandThe New 3D Layout for Oil & Gas Offshore Projects: How to ensure successРейтинг: 4.5 из 5 звезд4.5/5 (3)
- Shorting the Grid: The Hidden Fragility of Our Electric GridОт EverandShorting the Grid: The Hidden Fragility of Our Electric GridРейтинг: 4.5 из 5 звезд4.5/5 (2)
- Asset Integrity Management for Offshore and Onshore StructuresОт EverandAsset Integrity Management for Offshore and Onshore StructuresОценок пока нет
- The Grid: The Fraying Wires Between Americans and Our Energy FutureОт EverandThe Grid: The Fraying Wires Between Americans and Our Energy FutureРейтинг: 3.5 из 5 звезд3.5/5 (48)
- Implementing an Integrated Management System (IMS): The strategic approachОт EverandImplementing an Integrated Management System (IMS): The strategic approachРейтинг: 5 из 5 звезд5/5 (2)
- OFF-GRID PROJECTS: A Comprehensive Beginner's Guide to Learn All about OffGrid Living from A-Z and Live a Life of Self-SufficiencyОт EverandOFF-GRID PROJECTS: A Comprehensive Beginner's Guide to Learn All about OffGrid Living from A-Z and Live a Life of Self-SufficiencyОценок пока нет
- The Boy Who Harnessed the Wind: Creating Currents of Electricity and HopeОт EverandThe Boy Who Harnessed the Wind: Creating Currents of Electricity and HopeРейтинг: 4 из 5 звезд4/5 (130)
- Build Your Own Electric Vehicle, Third EditionОт EverandBuild Your Own Electric Vehicle, Third EditionРейтинг: 4.5 из 5 звезд4.5/5 (3)
- Handbook on Battery Energy Storage SystemОт EverandHandbook on Battery Energy Storage SystemРейтинг: 4.5 из 5 звезд4.5/5 (2)
- Operational Amplifier Circuits: Analysis and DesignОт EverandOperational Amplifier Circuits: Analysis and DesignРейтинг: 4.5 из 5 звезд4.5/5 (2)
- The Rare Metals War: the dark side of clean energy and digital technologiesОт EverandThe Rare Metals War: the dark side of clean energy and digital technologiesРейтинг: 5 из 5 звезд5/5 (2)
- Industrial Piping and Equipment Estimating ManualОт EverandIndustrial Piping and Equipment Estimating ManualРейтинг: 5 из 5 звезд5/5 (7)
- Formulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsОт EverandFormulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsОценок пока нет
- Solar Electricity Basics: Powering Your Home or Office with Solar EnergyОт EverandSolar Electricity Basics: Powering Your Home or Office with Solar EnergyРейтинг: 5 из 5 звезд5/5 (3)