Вам также может понравиться
- Coking and Thermal ProcessesДокумент8 страницCoking and Thermal ProcessesWulandariОценок пока нет
- Thermal CrackingДокумент24 страницыThermal Crackingzubi0585Оценок пока нет
- How Oil Refining WorksДокумент6 страницHow Oil Refining WorksAnonymous NyvKBWОценок пока нет
- FT-IR Study of Carbon Nanotube Supported Co-Mo CatalystsДокумент6 страницFT-IR Study of Carbon Nanotube Supported Co-Mo CatalystsquynhnganОценок пока нет
- Process of Refinery: Chapter-1Документ43 страницыProcess of Refinery: Chapter-1veena0602Оценок пока нет
- Suez University Faculty of Petroleum andДокумент14 страницSuez University Faculty of Petroleum andAsh BuzОценок пока нет
- Training Report at NFL PanipatДокумент22 страницыTraining Report at NFL PanipatKapil AroraОценок пока нет
- Power PlantДокумент18 страницPower PlantShubhadeep Mal100% (1)
- Use and Importance of Furnaces in Oil RefineriesДокумент6 страницUse and Importance of Furnaces in Oil RefineriesMusa KaleemОценок пока нет
- Characterization, Beneficiation and Utilization of A Kaolinite ClayДокумент11 страницCharacterization, Beneficiation and Utilization of A Kaolinite ClayArun Ebenezer100% (1)
- RFM PDFДокумент221 страницаRFM PDFMuhammadTanzeeLUsmanОценок пока нет
- Hydrocracking: P A R T 7Документ22 страницыHydrocracking: P A R T 7Bharavi K SОценок пока нет
- Unit 2 1Документ4 страницыUnit 2 1Sadagopan RajaОценок пока нет
- Advanced Catalytic Olefins ACO First Commercial Demonstration Unit Begins OperationsДокумент12 страницAdvanced Catalytic Olefins ACO First Commercial Demonstration Unit Begins OperationsmakhadermfОценок пока нет
- UntitledДокумент11 страницUntitledapi-256504985Оценок пока нет
- Gas Steam and Combined CyclesДокумент84 страницыGas Steam and Combined CyclesJane SmithОценок пока нет
- CatalystДокумент2 страницыCatalystchemistkamalОценок пока нет
- Heat ExchangerДокумент66 страницHeat ExchangerKarthik AnandanОценок пока нет
- Murphy Oil USA, Inc Meraux Refinery SO2 Emission Basis ObjectionsДокумент43 страницыMurphy Oil USA, Inc Meraux Refinery SO2 Emission Basis ObjectionsHot TopicsОценок пока нет
- Case Study - Fuel OilДокумент34 страницыCase Study - Fuel OilironiteОценок пока нет
- Brochure Uk ProductsДокумент2 страницыBrochure Uk ProductsJavier TrujillanoОценок пока нет
- IOCLДокумент13 страницIOCLNingSeng SingphoОценок пока нет
- Beginners Guide To Fired Heaters (Rev00) PDFДокумент11 страницBeginners Guide To Fired Heaters (Rev00) PDFkutts76Оценок пока нет
- WASTE HEAT RECOVERY (HRSG) PerformanceДокумент17 страницWASTE HEAT RECOVERY (HRSG) PerformanceEjaz AhmedОценок пока нет
- DCC EngДокумент1 страницаDCC Engwahaha06Оценок пока нет
- 4 - Watkinson - Coke Formation - F - FoulingДокумент8 страниц4 - Watkinson - Coke Formation - F - Foulingeragorn100% (1)
- Catalytic CrackingДокумент17 страницCatalytic Crackingtariq fareedОценок пока нет
- Boiler Operation Made Easy - Procedure For Starting and Stopping A Boiler PDFДокумент13 страницBoiler Operation Made Easy - Procedure For Starting and Stopping A Boiler PDFDavid WilliamsОценок пока нет
- Characteristics and Uses of Petroleum FractionsДокумент1 страницаCharacteristics and Uses of Petroleum FractionsXiiao Xiiao Lingzz100% (1)
- Gas Turbines Part 2.1Документ49 страницGas Turbines Part 2.1Maznan Jaafar100% (1)
- Refineries in India: S. No. Name o The Company F Location o The F Refinery Capacity, MmtpaДокумент22 страницыRefineries in India: S. No. Name o The Company F Location o The F Refinery Capacity, MmtpaAmrit SarkarОценок пока нет
- Green Fuel Tech Emulsion Fuel PPT Read-OnlyДокумент24 страницыGreen Fuel Tech Emulsion Fuel PPT Read-OnlyepkrajОценок пока нет
- Direct ReductionДокумент10 страницDirect Reductionحسن البوبОценок пока нет
- Attachment REPORTДокумент39 страницAttachment REPORTsemОценок пока нет
- Distillation Application in PetroleumДокумент46 страницDistillation Application in Petroleumamirthalingam_b671Оценок пока нет
- Catalyst Enthalpy Hydrogen PeroxideДокумент2 страницыCatalyst Enthalpy Hydrogen PeroxideAna GonzálezОценок пока нет
- Resolving Process Distillation Equipment OpportunitiesДокумент13 страницResolving Process Distillation Equipment Opportunitiesrvkumar61Оценок пока нет
- Ertc 2017 PTQДокумент20 страницErtc 2017 PTQnghiemta18Оценок пока нет
- Crude Oil Desalting-Barcelona, Spain 2005Документ2 страницыCrude Oil Desalting-Barcelona, Spain 2005Mohamed Sayed AbdoОценок пока нет
- Training ReportPDF PDFДокумент42 страницыTraining ReportPDF PDFAman RajОценок пока нет
- KeithwrightДокумент37 страницKeithwrightSumit GuptaОценок пока нет
- BXPДокумент53 страницыBXPkaranx16Оценок пока нет
- Chemical Cleaning Procedure For Inter Stage Coolers For CO2 CompressorДокумент1 страницаChemical Cleaning Procedure For Inter Stage Coolers For CO2 Compressormukesh100% (1)
- Refining Process - Shell Refining CompanyДокумент2 страницыRefining Process - Shell Refining Companyce10m034Оценок пока нет
- PTQ Enhancing Heat TransferДокумент5 страницPTQ Enhancing Heat TransferkulaspiroОценок пока нет
- Fired Heater Decoking StepsДокумент2 страницыFired Heater Decoking StepssaadОценок пока нет
- Jzi BrochureДокумент24 страницыJzi Brochuremumbojumbo1Оценок пока нет
- Thermal Cracking:: Stream Number Stream Make SourceДокумент3 страницыThermal Cracking:: Stream Number Stream Make SourcejohnОценок пока нет
- M.F. Menoufy, H.S. Ahmed, M.A. Betiha, M.A. Sayed: Highlights GraphicalДокумент5 страницM.F. Menoufy, H.S. Ahmed, M.A. Betiha, M.A. Sayed: Highlights GraphicalTya ArisandiОценок пока нет
- Material Balance and Reaction Kinetics Modeling FoДокумент6 страницMaterial Balance and Reaction Kinetics Modeling Fousman_hafeez86Оценок пока нет
- Allborg BoilersДокумент2 страницыAllborg BoilersHIPAP100% (1)
- National Fertilizers Limited Nan Gal PunjabДокумент3 страницыNational Fertilizers Limited Nan Gal PunjabNirmanyu JamwalОценок пока нет
- Cpe 601 Mini ProjectДокумент9 страницCpe 601 Mini ProjectSchaieraОценок пока нет
- Haldia Institute of Technology: Name: Bipasha Barai Class Roll No: 17/CHE/054 University Roll No: 10300617054Документ9 страницHaldia Institute of Technology: Name: Bipasha Barai Class Roll No: 17/CHE/054 University Roll No: 10300617054Roshan Kumar LohaniОценок пока нет
- Fractionation of PetroleumДокумент25 страницFractionation of PetroleumAnand kesanakurtiОценок пока нет
- Indian Coal To Chemicals New Rev8Документ167 страницIndian Coal To Chemicals New Rev8Swarnim RajОценок пока нет
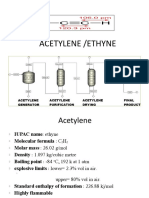
- Acetylene Production-2023 4Документ31 страницаAcetylene Production-2023 4Divyansh NagarОценок пока нет
- Tata Steel ProjectДокумент12 страницTata Steel Projectsp32483Оценок пока нет
- Post Applied For: FIELD OPERATOR: E-Mail IDДокумент6 страницPost Applied For: FIELD OPERATOR: E-Mail IDDIJUОценок пока нет
- By Swathi Sambangi Reg - No.10H91D2501Документ34 страницыBy Swathi Sambangi Reg - No.10H91D2501Anonymous iCFJ73OMpDОценок пока нет
- The CoQUOS Approach To Continuous FinalДокумент20 страницThe CoQUOS Approach To Continuous FinalAnonymous iCFJ73OMpDОценок пока нет
- Dressing Table DesignДокумент3 страницыDressing Table DesignAnonymous iCFJ73OMpDОценок пока нет
- Technical Audit: An IntroductionДокумент24 страницыTechnical Audit: An IntroductionAnonymous iCFJ73OMpDОценок пока нет
- Loss Calculation Sheet June 09: SL No: Well No: Choke THP GAS OIL Water Mori WellsДокумент6 страницLoss Calculation Sheet June 09: SL No: Well No: Choke THP GAS OIL Water Mori WellsAnonymous iCFJ73OMpDОценок пока нет
- Electrical Submersible PumpДокумент119 страницElectrical Submersible PumpAnonymous iCFJ73OMpD100% (1)
- Reservoir-Rock & FluidДокумент97 страницReservoir-Rock & FluidAnonymous iCFJ73OMpDОценок пока нет
- Questionnaire For IMDДокумент3 страницыQuestionnaire For IMDAnonymous iCFJ73OMpDОценок пока нет
- Questions of Well TestingДокумент4 страницыQuestions of Well TestingAnonymous iCFJ73OMpD50% (2)
- Chemical Composition of PetroleumДокумент111 страницChemical Composition of PetroleumAnonymous iCFJ73OMpDОценок пока нет
- Loss Calculation Sheet June 09: SL No: Well No: Choke THP GAS OIL Water Mori WellsДокумент6 страницLoss Calculation Sheet June 09: SL No: Well No: Choke THP GAS OIL Water Mori WellsAnonymous iCFJ73OMpDОценок пока нет
- ST Project EconomicsДокумент15 страницST Project EconomicsAnonymous iCFJ73OMpDОценок пока нет
- T VS TD - Ovl - UninsДокумент2 страницыT VS TD - Ovl - UninsAnonymous iCFJ73OMpDОценок пока нет
- Andhra Pradesh Public Service Commission:: Hyderabad: Candidateid: 5108086132Документ2 страницыAndhra Pradesh Public Service Commission:: Hyderabad: Candidateid: 5108086132Anonymous iCFJ73OMpDОценок пока нет
- Loss Calculation Sheet June 09: SL No: Well No: Choke THP GAS OIL Water H Flow S/D Time in Hrs Losses Mori WellsДокумент4 страницыLoss Calculation Sheet June 09: SL No: Well No: Choke THP GAS OIL Water H Flow S/D Time in Hrs Losses Mori WellsAnonymous iCFJ73OMpDОценок пока нет
- BFW Cooler Datasheet Rev-2Документ3 страницыBFW Cooler Datasheet Rev-2Anonymous iCFJ73OMpDОценок пока нет
- 1 Productivity: 1 Items in The Production SystemДокумент12 страниц1 Productivity: 1 Items in The Production SystemAnonymous iCFJ73OMpDОценок пока нет
- Effects of Organic Manures and Inorganic Fertilizer On Growth and Yield Performance of Radish (Raphanus Sativus L.) C.V. Japanese WhiteДокумент5 страницEffects of Organic Manures and Inorganic Fertilizer On Growth and Yield Performance of Radish (Raphanus Sativus L.) C.V. Japanese Whitepranjals8996Оценок пока нет
- Cds13041 Yamaha PWC Plug-In EcuДокумент1 страницаCds13041 Yamaha PWC Plug-In EcuGérôme ZélateurОценок пока нет
- Ms Microsoft Office - WordДокумент3 страницыMs Microsoft Office - WordFarisha NasirОценок пока нет
- Scope of Internet As A ICTДокумент10 страницScope of Internet As A ICTJohnОценок пока нет
- Data Book: Automotive TechnicalДокумент1 страницаData Book: Automotive TechnicalDima DovgheiОценок пока нет
- FBW Manual-Jan 2012-Revised and Corrected CS2Документ68 страницFBW Manual-Jan 2012-Revised and Corrected CS2Dinesh CandassamyОценок пока нет
- We Move You. With Passion.: YachtДокумент27 страницWe Move You. With Passion.: YachthatelОценок пока нет
- Marley Product Catalogue Brochure Grease TrapsДокумент1 страницаMarley Product Catalogue Brochure Grease TrapsKushalKallychurnОценок пока нет
- Frigidaire Parts and Accessories CatalogДокумент56 страницFrigidaire Parts and Accessories CatalogPedro RuizОценок пока нет
- Amel Forms & Logging SheetsДокумент4 страницыAmel Forms & Logging SheetsisaacОценок пока нет
- Nat Law 2 - CasesДокумент12 страницNat Law 2 - CasesLylo BesaresОценок пока нет
- Agreement Deed BangladeshДокумент8 страницAgreement Deed BangladeshVabna EnterpriseОценок пока нет
- Petitioner's Response To Show CauseДокумент95 страницPetitioner's Response To Show CauseNeil GillespieОценок пока нет
- Dreamweaver Lure v. Heyne - ComplaintДокумент27 страницDreamweaver Lure v. Heyne - ComplaintSarah BursteinОценок пока нет
- Tenancy Law ReviewerДокумент19 страницTenancy Law ReviewerSef KimОценок пока нет
- NX CAD CAM AutomationДокумент12 страницNX CAD CAM AutomationfalexgcОценок пока нет
- Heat Exchanger Designing Using Aspen PlusДокумент6 страницHeat Exchanger Designing Using Aspen PlusMeethiPotterОценок пока нет
- ACM2002D (Display 20x2)Документ12 страницACM2002D (Display 20x2)Marcelo ArtolaОценок пока нет
- A Winning Formula: Debrief For The Asda Case (Chapter 14, Shaping Implementation Strategies) The Asda CaseДокумент6 страницA Winning Formula: Debrief For The Asda Case (Chapter 14, Shaping Implementation Strategies) The Asda CaseSpend ThriftОценок пока нет
- Sangeetahealingtemples Com Tarot Card Reading Course in UsaДокумент3 страницыSangeetahealingtemples Com Tarot Card Reading Course in UsaSangeetahealing templesОценок пока нет
- ELC Work DescriptionДокумент36 страницELC Work DescriptionHari100% (1)
- Process Interactions PDFДокумент1 страницаProcess Interactions PDFXionОценок пока нет
- Brief Curriculum Vitae: Specialisation: (P Ea 1. 2. 3. Statistical AnalysisДокумент67 страницBrief Curriculum Vitae: Specialisation: (P Ea 1. 2. 3. Statistical Analysisanon_136103548Оценок пока нет
- 1980WB58Документ167 страниц1980WB58AKSОценок пока нет
- Application of ARIMAX ModelДокумент5 страницApplication of ARIMAX ModelAgus Setiansyah Idris ShalehОценок пока нет
- A Survey On Multicarrier Communications Prototype PDFДокумент28 страницA Survey On Multicarrier Communications Prototype PDFDrAbdallah NasserОценок пока нет
- Fletcher Theophilus Ato CVДокумент7 страницFletcher Theophilus Ato CVTHEOPHILUS ATO FLETCHERОценок пока нет
- Business Testimony 3Документ14 страницBusiness Testimony 3Sapan BanerjeeОценок пока нет
- (ENG) Visual Logic Robot ProgrammingДокумент261 страница(ENG) Visual Logic Robot ProgrammingAbel Chaiña Gonzales100% (1)