Вам также может понравиться
- Unit 48 - Report 01Документ10 страницUnit 48 - Report 01Yashodha HansamalОценок пока нет
- Muhammad Ridzuan Bin Amir Mohd Aizuddin Bin Hassanuddin Muhamad Fikri Bin OmarДокумент16 страницMuhammad Ridzuan Bin Amir Mohd Aizuddin Bin Hassanuddin Muhamad Fikri Bin OmarAfiq ZaabaОценок пока нет
- Ansys TutorialДокумент62 страницыAnsys TutorialajaygautamОценок пока нет
- Chapter 06 Concept GenerationДокумент18 страницChapter 06 Concept GenerationTetra Ethayle RahatОценок пока нет
- FINC6021 - Firm Cash FlowsДокумент32 страницыFINC6021 - Firm Cash Flowsmuller1234Оценок пока нет
- Hexagon Manufacturing Intelligence Probes CatalogueДокумент48 страницHexagon Manufacturing Intelligence Probes CataloguefooОценок пока нет
- Solidworks 2012 Part I - Basic Tools: Parts, Assemblies and DrawingsДокумент30 страницSolidworks 2012 Part I - Basic Tools: Parts, Assemblies and DrawingsSudarshan DhakalОценок пока нет
- Mechanical and Metal Trade Handbook 01Документ20 страницMechanical and Metal Trade Handbook 01julioandres810% (1)
- Cfs n5 Study Guide s1Документ101 страницаCfs n5 Study Guide s1emgnОценок пока нет
- Image Processing Using LabviewДокумент23 страницыImage Processing Using Labviewsandipnair06100% (3)
- Kinematics and Dynamics - Lab3 PDFДокумент8 страницKinematics and Dynamics - Lab3 PDFKunal SharmaОценок пока нет
- EEE 1203 DeviceДокумент5 страницEEE 1203 DeviceMd. Soriful IslamОценок пока нет
- Reliability DefinitionДокумент9 страницReliability DefinitionmichealОценок пока нет
- V-14 ManualДокумент24 страницыV-14 Manualluroguita-1100% (1)
- The Dirty Little Secrets of NURBSДокумент19 страницThe Dirty Little Secrets of NURBSAngela MolinaОценок пока нет
- Dynamometer Operation and PrinciplesДокумент4 страницыDynamometer Operation and PrinciplesAngel OfrenОценок пока нет
- Twist Beam DesignДокумент38 страницTwist Beam DesignSandeep KumarОценок пока нет
- Optoma GT1080 Projector ManualДокумент5 страницOptoma GT1080 Projector ManualIvor HoulkerОценок пока нет
- MT10420-NX3.01 Student GuideДокумент6 страницMT10420-NX3.01 Student GuideRakesh RaddyОценок пока нет
- Design and Fabrication of Deflection of Beam ApparatusДокумент11 страницDesign and Fabrication of Deflection of Beam ApparatusAthi PathyОценок пока нет
- S3 Series Quick Start GuideДокумент6 страницS3 Series Quick Start Guideclaudiumac100% (1)
- ReleaseNotes MimicsMedical 21.0Документ24 страницыReleaseNotes MimicsMedical 21.0陳司瀚Оценок пока нет
- Manual Unigraphics NX - 13 SketchingДокумент108 страницManual Unigraphics NX - 13 SketchingWagner AndradeОценок пока нет
- Lab-1: Introduction To Labview (Part-1) : 1. ObjectiveДокумент7 страницLab-1: Introduction To Labview (Part-1) : 1. ObjectiveAsad RazaОценок пока нет
- Regenerative Braking SystemДокумент34 страницыRegenerative Braking SystemJabiОценок пока нет
- 570Документ15 страниц570PanzippОценок пока нет
- ANSYS Workbench Mechanical: Opening Files and Meshing BasicsДокумент54 страницыANSYS Workbench Mechanical: Opening Files and Meshing BasicsKummitha Obula ReddyОценок пока нет
- 2009 - Multi-Objective Optimization Using Evolutionary AlgorithmsДокумент36 страниц2009 - Multi-Objective Optimization Using Evolutionary AlgorithmsFranck DernoncourtОценок пока нет
- ChiTuBox User Manual V1.0-En PDFДокумент23 страницыChiTuBox User Manual V1.0-En PDFhexapodo2Оценок пока нет
- Jordan's Guide to Sheet Metal ModelingДокумент16 страницJordan's Guide to Sheet Metal ModelingSanket ShahОценок пока нет
- 2D Axisymmetric Threaded Connection: © 2011 ANSYS, Inc. July 12, 2013 1Документ16 страниц2D Axisymmetric Threaded Connection: © 2011 ANSYS, Inc. July 12, 2013 1minhnguyenvonhatОценок пока нет
- Cloud Computing Use Cases Whitepaper-4 0Документ68 страницCloud Computing Use Cases Whitepaper-4 0dingdongОценок пока нет
- Fulltext01 PDFДокумент108 страницFulltext01 PDFNGÔ THÁI NGỌ THẦYОценок пока нет
- Reverse EngineeringДокумент21 страницаReverse EngineeringSantosh BaraiyaОценок пока нет
- NXДокумент6 страницNXKabil RajОценок пока нет
- Dimensioning, Scaling, SectioningДокумент7 страницDimensioning, Scaling, SectioningMikhael Glen Lataza100% (1)
- Catia V5 Interview QuestionsДокумент14 страницCatia V5 Interview QuestionsRaja SekarОценок пока нет
- Tolerance Analysis Methods, Platforms and Trends - Comprehensive OverviewДокумент7 страницTolerance Analysis Methods, Platforms and Trends - Comprehensive Overviewnagmech07Оценок пока нет
- Sharp Writeview EL-W535 ManualДокумент2 страницыSharp Writeview EL-W535 ManualJkPhoenixОценок пока нет
- What's New - PV Elite 2019Документ10 страницWhat's New - PV Elite 2019Vikas Patil YevleОценок пока нет
- ToleranceДокумент3 страницыToleranceprakashrs295Оценок пока нет
- Orthographic Projection: Ome/engfac/oppliger/classes/eng3000/lecture - Slides/07.spat - Vis2.sddДокумент0 страницOrthographic Projection: Ome/engfac/oppliger/classes/eng3000/lecture - Slides/07.spat - Vis2.sddpoetmbaОценок пока нет
- Fabrication and Simulating Solar Cell Devices Using Silvaco TCAD ToolsДокумент5 страницFabrication and Simulating Solar Cell Devices Using Silvaco TCAD ToolsAlexander DeckerОценок пока нет
- Calculate NPV without Excel NPV() formulaДокумент3 страницыCalculate NPV without Excel NPV() formulaAhmed Mohamed BahgatОценок пока нет
- ROIs in LabVIEW ....... An Interesting Feature To Study of The Software.Документ13 страницROIs in LabVIEW ....... An Interesting Feature To Study of The Software.Swagat BanerjeeОценок пока нет
- DOE Report XinliShaДокумент16 страницDOE Report XinliShaXinli ShaОценок пока нет
- DIVA-GIS - Exercise 1 Distribution and Diversity of Wild PotatoesДокумент9 страницDIVA-GIS - Exercise 1 Distribution and Diversity of Wild PotatoesAlex AlanezОценок пока нет
- Basic Vision With LabVIEWДокумент25 страницBasic Vision With LabVIEWnghiepmechanОценок пока нет
- Windows ElementsДокумент5 страницWindows ElementsMae Anne CañasОценок пока нет
- ANSYS Mechanical Users GuideДокумент1 824 страницыANSYS Mechanical Users GuideHadrian RochaОценок пока нет
- Eng1002 t1Документ8 страницEng1002 t1duane069Оценок пока нет
- Excel MaterДокумент40 страницExcel MaterObakoma JosiahОценок пока нет
- DIYguru SOLIDWORKS Course BrochureДокумент8 страницDIYguru SOLIDWORKS Course BrochureDIYguruОценок пока нет
- Catia V5 Bending Torsion Tension Shear TutorialДокумент18 страницCatia V5 Bending Torsion Tension Shear Tutorialrankx001Оценок пока нет
- Scope of Ergonomics, Design and Usability in Intensive Care UnitsДокумент7 страницScope of Ergonomics, Design and Usability in Intensive Care UnitsDinesh KatreОценок пока нет
- Maintenance Management Reporting A Complete Guide - 2021 EditionОт EverandMaintenance Management Reporting A Complete Guide - 2021 EditionОценок пока нет
- Design For Manufacture And Assembly A Complete Guide - 2020 EditionОт EverandDesign For Manufacture And Assembly A Complete Guide - 2020 EditionОценок пока нет
- Private Sector Operations in 2020—Report on Development EffectivenessОт EverandPrivate Sector Operations in 2020—Report on Development EffectivenessОценок пока нет
- Sinowon 2016-2017 CatalogueДокумент136 страницSinowon 2016-2017 CatalogueJohnny DaiОценок пока нет
- Sinowon Micro Vickers Hardness Tester Vexus MHV-1000Z Operation ManualДокумент22 страницыSinowon Micro Vickers Hardness Tester Vexus MHV-1000Z Operation ManualJohnny Dai100% (1)
- SINOWON Optical Inspection Instruments Catalog5008Документ56 страницSINOWON Optical Inspection Instruments Catalog5008Johnny DaiОценок пока нет
- Sinowon Hardness Testing Instrument 8009Документ41 страницаSinowon Hardness Testing Instrument 8009Johnny DaiОценок пока нет
- SINOWON Hardness Testing Instrument8010Документ56 страницSINOWON Hardness Testing Instrument8010Johnny Dai100% (1)
- Sinowon Optical Measuring Instrument Catalog5008Документ60 страницSinowon Optical Measuring Instrument Catalog5008Johnny DaiОценок пока нет
- Sinowon Optical Inspection InstrumentДокумент24 страницыSinowon Optical Inspection InstrumentJohnny DaiОценок пока нет
- Sinowon Brinell Hardness TesterДокумент15 страницSinowon Brinell Hardness TesterJohnny DaiОценок пока нет
- Sinowon Vertical Video Projector VTC-2515 Operation ManualДокумент16 страницSinowon Vertical Video Projector VTC-2515 Operation ManualJohnny DaiОценок пока нет
- What Have To Consider When Selecting A Hardness TesterДокумент33 страницыWhat Have To Consider When Selecting A Hardness TesterJohnny DaiОценок пока нет
- SINOWON - Portable Universal Dynasonic Hardness Tester SU-400Документ1 страницаSINOWON - Portable Universal Dynasonic Hardness Tester SU-400Johnny DaiОценок пока нет
- Sinowon Rockwell Hardness Tester SHR-187.5 Installation and Operation - enДокумент19 страницSinowon Rockwell Hardness Tester SHR-187.5 Installation and Operation - enJohnny DaiОценок пока нет
- How To Select Correct Portable Hardness TesterДокумент12 страницHow To Select Correct Portable Hardness TesterJohnny DaiОценок пока нет
- Sinowon Automatic Digital Rockwell Hardness Tester IRockДокумент2 страницыSinowon Automatic Digital Rockwell Hardness Tester IRockJohnny DaiОценок пока нет
- Sinowon Vexus SHR-187.5D Installation and Operation - enДокумент11 страницSinowon Vexus SHR-187.5D Installation and Operation - enJohnny DaiОценок пока нет
- Sinowon Fully-Auto Video Measuring Stystem MVS Operation ManualДокумент12 страницSinowon Fully-Auto Video Measuring Stystem MVS Operation ManualJohnny DaiОценок пока нет
- Sinowon Table of Brinell Hardness NumbersДокумент18 страницSinowon Table of Brinell Hardness NumbersJohnny DaiОценок пока нет
- Sinowon Profile Projector PH400-3015 Operation ManualДокумент19 страницSinowon Profile Projector PH400-3015 Operation ManualJohnny DaiОценок пока нет
- Sinowon Vickers Hardness Tester HV-50AC Serial Operation Manual enДокумент20 страницSinowon Vickers Hardness Tester HV-50AC Serial Operation Manual enJohnny DaiОценок пока нет
- Sinowon Profile Projector PH400-3015 Operation ManualДокумент19 страницSinowon Profile Projector PH400-3015 Operation ManualJohnny DaiОценок пока нет
- Sinowon Profile Projector HB24-3015 Operation Manual enДокумент19 страницSinowon Profile Projector HB24-3015 Operation Manual enJohnny DaiОценок пока нет
- Sinowon Vickers Hardness Tester HV-50M Serial Operation Manual enДокумент16 страницSinowon Vickers Hardness Tester HV-50M Serial Operation Manual enJohnny DaiОценок пока нет
- Sinowon 3D Video Measuring Machine VMM-P Operation ManualДокумент12 страницSinowon 3D Video Measuring Machine VMM-P Operation ManualJohnny DaiОценок пока нет
- Sinowon Profile Projector HB16-3015 Operation Manual enДокумент19 страницSinowon Profile Projector HB16-3015 Operation Manual enJohnny DaiОценок пока нет
- Sinowon Digital Readout DP300 Operation Manual enДокумент50 страницSinowon Digital Readout DP300 Operation Manual enJohnny DaiОценок пока нет
- Sinowon Digital Readout DP100 Operation Manual enДокумент64 страницыSinowon Digital Readout DP100 Operation Manual enJohnny Dai100% (1)
- Sinowon 2D Video Measuring Machine VMM Operation ManualДокумент12 страницSinowon 2D Video Measuring Machine VMM Operation ManualJohnny DaiОценок пока нет
- Sinowon Ultrasonic Hardness Tester SU-300 Operation Manual enДокумент32 страницыSinowon Ultrasonic Hardness Tester SU-300 Operation Manual enJohnny DaiОценок пока нет
- Sinowon Vickers Hardness Tester Vicky HV-50 Serial Operation Manual enДокумент28 страницSinowon Vickers Hardness Tester Vicky HV-50 Serial Operation Manual enJohnny DaiОценок пока нет
- Parts of A Compound MicroscopeДокумент2 страницыParts of A Compound MicroscopeCooky JeonОценок пока нет
- Journal Reading Ni Putu Anastasia Diana Yanti 112019249Документ8 страницJournal Reading Ni Putu Anastasia Diana Yanti 112019249andi siregarОценок пока нет
- The Cinematographer's Process (Part 1)Документ21 страницаThe Cinematographer's Process (Part 1)Ujjal BastakotiОценок пока нет
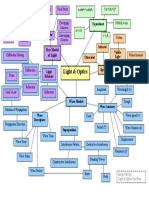
- Optics Concept MapДокумент1 страницаOptics Concept Maprebbieg100% (1)
- Catalog - Dahua Thermal Camera Scenario Discovery - V1.0 - EN - 202108 (12P)Документ11 страницCatalog - Dahua Thermal Camera Scenario Discovery - V1.0 - EN - 202108 (12P)mhamidaneОценок пока нет
- Internship ReportДокумент47 страницInternship ReportevayapОценок пока нет
- Donald C Dilworth - Lense Design-IOP Publishing LTD (2018)Документ526 страницDonald C Dilworth - Lense Design-IOP Publishing LTD (2018)pakop86055Оценок пока нет
- Cambridge IGCSE: PHYSICS 0625/62Документ12 страницCambridge IGCSE: PHYSICS 0625/62AdilОценок пока нет
- Bal Vaigyanik Class-6Документ154 страницыBal Vaigyanik Class-6Eitika JainОценок пока нет
- Physics Atp 0625 Notes: To Produce More Accurate or Reliable ResultsДокумент11 страницPhysics Atp 0625 Notes: To Produce More Accurate or Reliable ResultsAman Vithlani100% (1)
- Full Download World Trade and Payments An Introduction 10th Edition Caves Solutions ManualДокумент36 страницFull Download World Trade and Payments An Introduction 10th Edition Caves Solutions Manualschietolicos100% (26)
- Formula Sheet PhysicsДокумент26 страницFormula Sheet Physicsmsa.0.70920Оценок пока нет
- Curved MirrorsДокумент28 страницCurved Mirrorskaziba stephenОценок пока нет
- Aakash Ray OpticsДокумент50 страницAakash Ray OpticsShaiksubhani Shareef100% (1)
- Arctic Cat 2012 Catalog USДокумент69 страницArctic Cat 2012 Catalog USwillkocaОценок пока нет
- B.Sc. B.Ed. Part II Physics Exam DetailsДокумент5 страницB.Sc. B.Ed. Part II Physics Exam Detailslelico724Оценок пока нет
- Locate The Image of in A Curved Mirror. Write Your Answer in The TableДокумент7 страницLocate The Image of in A Curved Mirror. Write Your Answer in The TablejowieОценок пока нет
- Class 9 Project No. 2 2021 2022Документ34 страницыClass 9 Project No. 2 2021 2022priyanshuprasad27150Оценок пока нет
- Ray Optics Entrance Questions HannДокумент4 страницыRay Optics Entrance Questions HannPHYSCO BOT GAMINGОценок пока нет
- The MicroscopeДокумент8 страницThe MicroscopeScylla AngcosОценок пока нет
- Wave Optics: Chapter TenДокумент6 страницWave Optics: Chapter TenAamerОценок пока нет
- Derivations (Optics) : 1. Mirror FormulaДокумент24 страницыDerivations (Optics) : 1. Mirror FormulaHitesh Dua86% (44)
- Petroleum Fractionation ExplainedДокумент3 страницыPetroleum Fractionation ExplainedAndre WahyuОценок пока нет
- Aakash Rank Booster Test Series For NEET-2020Документ18 страницAakash Rank Booster Test Series For NEET-2020Anish TakshakОценок пока нет
- PHYSICS SPM DICTIONARY@alinaimanaarif PDFДокумент25 страницPHYSICS SPM DICTIONARY@alinaimanaarif PDFAzrul AkmarОценок пока нет
- Winter Holiday Homework Physics Class 8Документ8 страницWinter Holiday Homework Physics Class 8Arun Kumar AruchamyОценок пока нет
- S10 Diagnostic Answer KeyДокумент15 страницS10 Diagnostic Answer KeyNanette MoradoОценок пока нет
- Ilovepdf Merged PDFДокумент48 страницIlovepdf Merged PDFSomik JainОценок пока нет
- Ebook - Industrial Laser and Their ApplicationДокумент259 страницEbook - Industrial Laser and Their ApplicationYud YudОценок пока нет
- Do The Following Problems CorrectlyДокумент5 страницDo The Following Problems CorrectlyRetnoSantikaDewiОценок пока нет