Вам также может понравиться
- Silt TrapДокумент5 страницSilt TrapasyreenhaikalОценок пока нет
- Cast Iron Welding AlloysДокумент4 страницыCast Iron Welding AlloysKhin Aung ShweОценок пока нет
- Mulberry CatalogДокумент168 страницMulberry Catalogblue100% (1)
- WTI UK Screw Thread Inserts and Kits CatalogueДокумент16 страницWTI UK Screw Thread Inserts and Kits CatalogueThor InternationalОценок пока нет
- Welding of Nonferrous Metal and Their AlloysДокумент62 страницыWelding of Nonferrous Metal and Their AlloysKhin Aung ShweОценок пока нет
- Advances in Thermal Spray Coatings For Gas TurbineДокумент13 страницAdvances in Thermal Spray Coatings For Gas TurbineraharjoitbОценок пока нет
- Pressure Vessel Design ProjectДокумент29 страницPressure Vessel Design Projectbekalu50% (2)
- The Crucible PowerpointДокумент11 страницThe Crucible PowerpointKhin Aung Shwe100% (1)
- အမ်ားသံုး ျမန္မာ-အဂၤလိပ္-ပါဠိ အဘိဓါန္ PDFДокумент1 080 страницအမ်ားသံုး ျမန္မာ-အဂၤလိပ္-ပါဠိ အဘိဓါန္ PDFKo Lin96% (45)
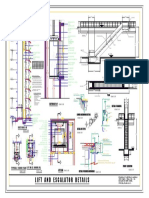
- Lift N EscalatorДокумент1 страницаLift N EscalatorPrashant JadhavОценок пока нет
- DryerДокумент80 страницDryerAaron Paulo Bernardo100% (2)
- Material Grade Comparison Chart PDFДокумент1 страницаMaterial Grade Comparison Chart PDFHelen Kate Saccuan100% (1)
- Acoustic Louvers: ..... A Perfect Partner in Performance ..... A Perfect Partner in PerformanceДокумент20 страницAcoustic Louvers: ..... A Perfect Partner in Performance ..... A Perfect Partner in PerformanceAhmed MontashОценок пока нет
- Fundamentals of Metal CastingДокумент14 страницFundamentals of Metal CastingKhin Aung ShweОценок пока нет
- Lintels Problems - STEEL STRUCTURESДокумент8 страницLintels Problems - STEEL STRUCTURESDarya Memon100% (1)
- ASTM STP 1104 Field Vane Shear TestДокумент370 страницASTM STP 1104 Field Vane Shear TestAndrew GarfieldОценок пока нет
- Vessels For High Pressure Dust CollectorsДокумент4 страницыVessels For High Pressure Dust CollectorsWade ColemanОценок пока нет
- Field Applied Pipeline CoatingДокумент10 страницField Applied Pipeline CoatingNono_geotecОценок пока нет
- Thermal Barrier CoatingsДокумент11 страницThermal Barrier CoatingsNidhi VyasОценок пока нет
- Insulation JointДокумент14 страницInsulation Jointphantanthanh100% (1)
- CV of Fayyaz Hussain MaitloДокумент5 страницCV of Fayyaz Hussain MaitloYASIRОценок пока нет
- EPRI Sootblower WДокумент13 страницEPRI Sootblower WSiva KumarОценок пока нет
- Saes N 100Документ16 страницSaes N 100aamirapiОценок пока нет
- Microscopy With Light and ElectronsДокумент36 страницMicroscopy With Light and ElectronsCORE Materials100% (1)
- How To Select The Right Paint System - HempelДокумент40 страницHow To Select The Right Paint System - HempelBellana Sirish50% (2)
- Combustion Turbine Hot Section Life ManagementДокумент10 страницCombustion Turbine Hot Section Life Managementhugo99950% (2)
- Use of Glass Reinforced Epoxy (GRE) Piping For Fire Water Applications - OffshoreДокумент10 страницUse of Glass Reinforced Epoxy (GRE) Piping For Fire Water Applications - OffshoreMubeenОценок пока нет
- Epoxy Intumescent Coating Systems For The Corrosion Protection and Fire Protection of Structural Steel IfjДокумент4 страницыEpoxy Intumescent Coating Systems For The Corrosion Protection and Fire Protection of Structural Steel IfjAnonymous B7pghhОценок пока нет
- FPR SpecificationsДокумент15 страницFPR SpecificationsHector Manuel Leon JimenezОценок пока нет
- Questions & Answers: Webinar: Leveraging Caesar Ii and Featools Featuring PRGДокумент8 страницQuestions & Answers: Webinar: Leveraging Caesar Ii and Featools Featuring PRGMina MagdyОценок пока нет
- ChemLINE 784 Steel Application Guide Dec 2018Документ14 страницChemLINE 784 Steel Application Guide Dec 2018Hector OrozcoОценок пока нет
- Thermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesОт EverandThermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesРейтинг: 3.5 из 5 звезд3.5/5 (3)
- MTCR Handbook Item7Документ9 страницMTCR Handbook Item7Luis Ernesto Tapia MelendezОценок пока нет
- High Temperature Solid LubricantДокумент19 страницHigh Temperature Solid Lubricantgcytd65e756c56e765rОценок пока нет
- TsaДокумент3 страницыTsaMehman NasibovОценок пока нет
- IAL PresentationДокумент55 страницIAL PresentationPanneer SelvamОценок пока нет
- Training On at Air India, JEOC, New Delhi (25 To 26 April, 2016)Документ55 страницTraining On at Air India, JEOC, New Delhi (25 To 26 April, 2016)Panneer SelvamОценок пока нет
- Liquid Coatings For Girthwelds and Joints Proven Corrosion Protection Protection For PipelinesДокумент15 страницLiquid Coatings For Girthwelds and Joints Proven Corrosion Protection Protection For PipelinesAbie RexoMenОценок пока нет
- Carbon C / SicДокумент9 страницCarbon C / SichaddanОценок пока нет
- Protective Coatings in The Gas Turbine Engine: Jeanine T. Demasi-Marcin, Dinesh K. GuptaДокумент9 страницProtective Coatings in The Gas Turbine Engine: Jeanine T. Demasi-Marcin, Dinesh K. GuptaJoão Fernandes M MatosОценок пока нет
- FRP Net LiteraturДокумент16 страницFRP Net Literaturvijay10484Оценок пока нет
- SAES-N-100 PDF Download - Refractory Systems - PDFYAR - Engineering Notes, Documents & LecturesДокумент6 страницSAES-N-100 PDF Download - Refractory Systems - PDFYAR - Engineering Notes, Documents & LecturesZahidRafiqueОценок пока нет
- Large Pipe Sizes: 2004 AnnalsДокумент9 страницLarge Pipe Sizes: 2004 AnnalsyasamanОценок пока нет
- Sunny Manohar 2018 IOP Conf. Ser. Mater. Sci. Eng. 455 012132 PDFДокумент10 страницSunny Manohar 2018 IOP Conf. Ser. Mater. Sci. Eng. 455 012132 PDFParitosh ParasharОценок пока нет
- Smarsly Advanced High Temperature Seals enДокумент10 страницSmarsly Advanced High Temperature Seals enAngel LagrañaОценок пока нет
- MSC24495 1Документ4 страницыMSC24495 1John Melanathy IIОценок пока нет
- 13 Braulio ArtigoДокумент10 страниц13 Braulio Artigogutierrezcamposd20Оценок пока нет
- Epoxy CoatingДокумент8 страницEpoxy CoatingBike To Work100% (1)
- Investigation of Casing Connection Failure Mechanisms in Thermal WellsДокумент8 страницInvestigation of Casing Connection Failure Mechanisms in Thermal WellsEngelbert MorenoОценок пока нет
- Md-89 Offshore Windwills 1Документ14 страницMd-89 Offshore Windwills 1Roger Hazim100% (1)
- When Is It CostДокумент7 страницWhen Is It CostMythri Metallizing Pvt Ltd ProjectsОценок пока нет
- Sample Paper TechnoareteДокумент4 страницыSample Paper Technoaretepreeti_v_baviskarОценок пока нет
- Analysis of Weld-Cracking and Improvement of The Weld-Repair Process of Superplastic Forming ToolsДокумент23 страницыAnalysis of Weld-Cracking and Improvement of The Weld-Repair Process of Superplastic Forming Toolsl_aguilar_mОценок пока нет
- Patricia S. Waldmann, Celio R. Ruiz: IBP2126 - 17 Composite Repair For Steel Pipes With GL/DNV CertificationДокумент8 страницPatricia S. Waldmann, Celio R. Ruiz: IBP2126 - 17 Composite Repair For Steel Pipes With GL/DNV CertificationJose Anisio SilvaОценок пока нет
- 2014 To Study High Temperature Erosion-Corrosion of Detonation 1111111111111111111111111Документ5 страниц2014 To Study High Temperature Erosion-Corrosion of Detonation 1111111111111111111111111Harkulvinder SinghОценок пока нет
- Plasma Spray Coating MethodДокумент28 страницPlasma Spray Coating Methodvijay9994Оценок пока нет
- Heat Transfer Cement: NIOEC-SP-80-03Документ8 страницHeat Transfer Cement: NIOEC-SP-80-03amin100% (1)
- Technical Answers For Real World Problems (MEE3999) ASSESSMENT-4Документ20 страницTechnical Answers For Real World Problems (MEE3999) ASSESSMENT-4HIMANSHU KHANDELWALОценок пока нет
- Technical Information Regarding Corrosion Testing - : by A. S. KrisherДокумент2 страницыTechnical Information Regarding Corrosion Testing - : by A. S. KrisherWilliam Fernando Barrera ArangurenОценок пока нет
- Fire Ge Call2Документ7 страницFire Ge Call2utsav mannuОценок пока нет
- FGTankVes DesignДокумент2 страницыFGTankVes Designagit pratamaОценок пока нет
- Project of Design by Group 3Документ54 страницыProject of Design by Group 3etayhailu100% (4)
- Krupajal Engineering College Bhubaneswar: Thermal Barrier CoatingДокумент21 страницаKrupajal Engineering College Bhubaneswar: Thermal Barrier CoatingVishal KumarОценок пока нет
- 30 Ncmer037Документ16 страниц30 Ncmer037Arslan ArshadОценок пока нет
- High Temperature Corrosion Exh ValvesДокумент6 страницHigh Temperature Corrosion Exh ValvesCvita CvitićОценок пока нет
- Homework 1 W13 SolutionДокумент5 страницHomework 1 W13 SolutionSuzuhara EmiriОценок пока нет
- Kanatpaints PipelineДокумент16 страницKanatpaints PipelineMekineОценок пока нет
- Microstructure and Properties of AC HVAF Sprayed Ni60WC Composite Coating 2009 Journal of Alloys and CompoundsДокумент5 страницMicrostructure and Properties of AC HVAF Sprayed Ni60WC Composite Coating 2009 Journal of Alloys and CompoundsastronotusОценок пока нет
- Modified Zirconia Abradable Seal Coating For High Temperature Gas Turbine ApplicationsДокумент10 страницModified Zirconia Abradable Seal Coating For High Temperature Gas Turbine ApplicationsJames CookОценок пока нет
- SPE-181275-MS Successful Development and Implementation of 9 5/8 Subsurface Safety Valve For High Pressure, High Rate Gas WellsДокумент11 страницSPE-181275-MS Successful Development and Implementation of 9 5/8 Subsurface Safety Valve For High Pressure, High Rate Gas WellsLuis David Concha CastilloОценок пока нет
- Hardwicke-Lau2013 Article AdvancesInThermalSprayCoatingsДокумент13 страницHardwicke-Lau2013 Article AdvancesInThermalSprayCoatingsBravОценок пока нет
- Design and Material Issues in Relation To Pressure Vessel CodesДокумент10 страницDesign and Material Issues in Relation To Pressure Vessel Codesrajkamal_eОценок пока нет
- Matselec. CorrosionДокумент7 страницMatselec. CorrosionNatalia Moreno MorenoОценок пока нет
- Manpreet Et Al 2011Документ13 страницManpreet Et Al 2011manpreetОценок пока нет
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesОт EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášОценок пока нет
- Advanced and Refractory Ceramics for Energy Conservation and EfficiencyОт EverandAdvanced and Refractory Ceramics for Energy Conservation and EfficiencyHua-Tay LinОценок пока нет
- Focus On Proper Weld Size When Developing WPS Parameter Ranges - Fabricating and MetalworkingДокумент4 страницыFocus On Proper Weld Size When Developing WPS Parameter Ranges - Fabricating and MetalworkingKhin Aung ShweОценок пока нет
- ERNI-1 Cast Iron ElectrodeДокумент1 страницаERNI-1 Cast Iron ElectrodeKhin Aung ShweОценок пока нет
- Effect of Heat Input To Weld Residual StressДокумент4 страницыEffect of Heat Input To Weld Residual StressSurya DharmaОценок пока нет
- Fracture and Crack Propagation in WeldmentsДокумент66 страницFracture and Crack Propagation in WeldmentsKhin Aung ShweОценок пока нет
- Austenitic Ductile Iron For Low Temperature ApplicationДокумент6 страницAustenitic Ductile Iron For Low Temperature ApplicationKhin Aung ShweОценок пока нет
- Experimental Investigation On Weld Ability of Cast IronДокумент5 страницExperimental Investigation On Weld Ability of Cast IronKhin Aung ShweОценок пока нет
- Manual de Servicio Olympus SZ-IIIДокумент18 страницManual de Servicio Olympus SZ-IIIcarlosibaОценок пока нет
- Theweldignofaluminiumcastingsoctober2011 111210001526 Phpapp02Документ68 страницTheweldignofaluminiumcastingsoctober2011 111210001526 Phpapp02Khin Aung ShweОценок пока нет
- Investigation of The Cause of Reinforcing Steel Fracture Induced by Alkali-Silica Reaction and Study On MaintenanceДокумент10 страницInvestigation of The Cause of Reinforcing Steel Fracture Induced by Alkali-Silica Reaction and Study On MaintenanceKhin Aung ShweОценок пока нет
- JK Stereo1Документ26 страницJK Stereo1Yongliang LiuОценок пока нет
- Lab Exericise 3 For MicroscopeДокумент9 страницLab Exericise 3 For MicroscopeKhin Aung ShweОценок пока нет
- Safety of Machinery - Principles of Risk AssessmentДокумент27 страницSafety of Machinery - Principles of Risk AssessmentKhin Aung ShweОценок пока нет
- Mo SteelДокумент0 страницMo SteelSamsi B HanifОценок пока нет
- Lampiran PQR 003Документ3 страницыLampiran PQR 003Khin Aung ShweОценок пока нет
- Braze Cast Iron - Videos, Tips and ProceduresДокумент5 страницBraze Cast Iron - Videos, Tips and ProceduresKhin Aung ShweОценок пока нет
- Brazil: "PLANTAR" Project: Sustainable Fuelwood and Charcoal Production and Substitution of Coke in Pig Iron ProductionДокумент33 страницыBrazil: "PLANTAR" Project: Sustainable Fuelwood and Charcoal Production and Substitution of Coke in Pig Iron ProductionKhin Aung ShweОценок пока нет
- Boiler Furnace TheoryДокумент8 страницBoiler Furnace TheoryArun YogaОценок пока нет
- Casting Material WCBДокумент8 страницCasting Material WCBYusri WyeuserieyОценок пока нет
- Effect of Pouring Temperature and Stirring Speed OnДокумент6 страницEffect of Pouring Temperature and Stirring Speed OnInternational Journal of Research in Engineering and TechnologyОценок пока нет
- 409747576-Table-VII-MULTIPLIER NBCP Rule 7Документ1 страница409747576-Table-VII-MULTIPLIER NBCP Rule 7Paula Marie AgripaОценок пока нет
- Transpallet 1 - Bin Loader KiwiДокумент2 страницыTranspallet 1 - Bin Loader KiwirianОценок пока нет
- Pt. Setia Pratama Lestari: Hdpe St7 BK HDPE Black Jacketing CompoundДокумент1 страницаPt. Setia Pratama Lestari: Hdpe St7 BK HDPE Black Jacketing CompoundMOKHAMAD NURDINОценок пока нет
- IM Trampa Flotador FTB125Документ4 страницыIM Trampa Flotador FTB125ltorrОценок пока нет
- Types of Stairs PDFДокумент12 страницTypes of Stairs PDFAkshay Kumar100% (1)
- Nfpa 24Документ16 страницNfpa 24Sreenath S KallaaraОценок пока нет
- TB2-SDC-00100-M-M3-PFD-0001 RevCДокумент5 страницTB2-SDC-00100-M-M3-PFD-0001 RevCTanmay MajhiОценок пока нет
- GSE CertificatesДокумент1 страницаGSE CertificatesOkan KalendarОценок пока нет
- MUSE ED Elevator: Installation ManualДокумент5 страницMUSE ED Elevator: Installation ManualMoises PerelloОценок пока нет
- 8 HouseДокумент1 страница8 HousePraneet NagdevОценок пока нет
- Where To Install?: Chute Size Plastic Bag Capacity (LTRS) Apartments Per ChuteДокумент2 страницыWhere To Install?: Chute Size Plastic Bag Capacity (LTRS) Apartments Per ChuteMoloy Das100% (1)
- Polymold Catalog 2020Документ26 страницPolymold Catalog 2020Sachin SampatОценок пока нет
- Flowmeter SelectionДокумент4 страницыFlowmeter SelectionsrshahОценок пока нет
- Lecture - 09 - ScaffoldingsДокумент13 страницLecture - 09 - ScaffoldingsDawit ShankoОценок пока нет
- IK - Manufacturers - XLSX 7 19 18Документ428 страницIK - Manufacturers - XLSX 7 19 18Naveen TripuraneniОценок пока нет
- Repair & Rehab of Dams - Case Studies COEДокумент263 страницыRepair & Rehab of Dams - Case Studies COEchutton681Оценок пока нет
- 5-Fita de Cobre X Superficie de ConduçãoДокумент3 страницы5-Fita de Cobre X Superficie de Conduçãomt6760Оценок пока нет
- Clubhouse - Plans, SectionsДокумент1 страницаClubhouse - Plans, SectionsAkhil Jaikishan100% (1)
- Bracing ConnectionsДокумент28 страницBracing ConnectionsrammohanОценок пока нет
- Kitz Stainless Steel Catalog New PDFДокумент58 страницKitz Stainless Steel Catalog New PDFel_apache10Оценок пока нет
- Introduction To StairsДокумент13 страницIntroduction To StairsShilpa BhargavaОценок пока нет