Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Boeing BMS (Boeing Material Specification)Документ7 страницBoeing BMS (Boeing Material Specification)vic_ar_cla_ma100% (9)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Woodsmith Shaker Style WorkbenchДокумент22 страницыWoodsmith Shaker Style Workbenchricheklund92% (12)
- Diagnosis and Treatment Planning For Partially Edentulous Patients11Документ160 страницDiagnosis and Treatment Planning For Partially Edentulous Patients11Rajsandeep Singh80% (5)
- Popular Woodworking - Essential Guide To Routers PDFДокумент95 страницPopular Woodworking - Essential Guide To Routers PDFkeatz100% (5)
- Laundry OperationsДокумент25 страницLaundry OperationsTereseAnchetaОценок пока нет
- Lecture - 1 Components of Sewage Collection SystemДокумент19 страницLecture - 1 Components of Sewage Collection SystemDanial Abid100% (1)
- A Low Cost Tannic Acid Rust Converter FormulationДокумент1 страницаA Low Cost Tannic Acid Rust Converter FormulationMolly0630Оценок пока нет
- How To Remember ArticlesДокумент7 страницHow To Remember ArticlesRajsandeep SinghОценок пока нет
- Alveolar Bone in Health Disease SeminarДокумент76 страницAlveolar Bone in Health Disease SeminarRajsandeep SinghОценок пока нет
- Foreign Direct Investments (FDI)Документ7 страницForeign Direct Investments (FDI)Rajsandeep SinghОценок пока нет
- Pharyngeal ArchДокумент6 страницPharyngeal ArchRajsandeep SinghОценок пока нет
- Gupta Et Al-2014-Journal of ProsthodonticsДокумент4 страницыGupta Et Al-2014-Journal of ProsthodonticsRajsandeep SinghОценок пока нет
- OcclusionДокумент49 страницOcclusionRajsandeep SinghОценок пока нет
- Smart Phone For Shade Selection in Fixed ProsthodonticsДокумент2 страницыSmart Phone For Shade Selection in Fixed ProsthodonticsRajsandeep SinghОценок пока нет
- Ultraconservative Approach For Caries ManagementДокумент12 страницUltraconservative Approach For Caries ManagementRajsandeep SinghОценок пока нет
- Growth and Dev TMJДокумент76 страницGrowth and Dev TMJRajsandeep Singh100% (2)
- 4 - Ads - 14 - 033 Saliva in CdsДокумент4 страницы4 - Ads - 14 - 033 Saliva in CdsRajsandeep SinghОценок пока нет
- The Physical Mechanisms of Complete Denture Retention: ProstheticsДокумент5 страницThe Physical Mechanisms of Complete Denture Retention: ProstheticsLisna K. RezkyОценок пока нет
- Irrigation in EndodonticsДокумент94 страницыIrrigation in EndodonticsRajsandeep SinghОценок пока нет
- Hospital Waste ManagementДокумент41 страницаHospital Waste ManagementRajsandeep Singh100% (8)
- Diagnosis and Treatment Planning For Edentulous or PotentiallyДокумент73 страницыDiagnosis and Treatment Planning For Edentulous or PotentiallyRajsandeep SinghОценок пока нет
- Maxillary LandmarksДокумент30 страницMaxillary LandmarksRajsandeep Singh86% (14)
- ERYTHROLEUKOPLAKIAДокумент14 страницERYTHROLEUKOPLAKIARajsandeep Singh100% (1)
- Cryogenic Heat TreatmentДокумент3 страницыCryogenic Heat Treatmentsri78770% (1)
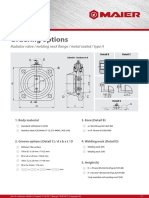
- SELECTION Radiator Valve DIN 42560 Type A - ENG PDFДокумент2 страницыSELECTION Radiator Valve DIN 42560 Type A - ENG PDFSiniša PerčićОценок пока нет
- Cost of Klinker Against C3SДокумент2 страницыCost of Klinker Against C3SIrfan AhmedОценок пока нет
- JCQusa Alloy 825 PDFДокумент6 страницJCQusa Alloy 825 PDFharan2000Оценок пока нет
- Information On GI PaintingДокумент5 страницInformation On GI PaintingPavan SharmaОценок пока нет
- Steel Classification, Types, Heat Treatment and ApplicationsДокумент21 страницаSteel Classification, Types, Heat Treatment and ApplicationsVed VadakeОценок пока нет
- WSB M1P78 B1Документ6 страницWSB M1P78 B1JorgeОценок пока нет
- 3 Gasoline Pool CDДокумент46 страниц3 Gasoline Pool CDnareshpallaОценок пока нет
- Summary of Cutting Data For Cylindrical Hole in Solid MaterialДокумент6 страницSummary of Cutting Data For Cylindrical Hole in Solid MaterialIorga AlexandruОценок пока нет
- Megum 538Документ3 страницыMegum 538Sandip JawalkarОценок пока нет
- F - High Density1 POLYETHYLENE (HDPE) PIPES AND FITTINGSДокумент12 страницF - High Density1 POLYETHYLENE (HDPE) PIPES AND FITTINGSalep azizОценок пока нет
- Tub Furtun Gaz Fum SuduraДокумент3 страницыTub Furtun Gaz Fum SuduraeuromarketОценок пока нет
- Corus Clad PipeДокумент7 страницCorus Clad PipeDBasak_1974Оценок пока нет
- Label DataДокумент2 страницыLabel Datafjkhan1Оценок пока нет
- Safety WireДокумент22 страницыSafety Wirealden roblesОценок пока нет
- Production Technology of Cement IndustriesДокумент33 страницыProduction Technology of Cement IndustriesBereket TadesseОценок пока нет
- Fitter Semi C Its QBДокумент62 страницыFitter Semi C Its QBPrashank100% (1)
- Apostila Desenho Mecanico 1 III ParteДокумент12 страницApostila Desenho Mecanico 1 III ParteVitor Rigueira de GodoyОценок пока нет
- Ayc Inspection Checklist: Linolium Sheet Pre - Installation Inspection Industrial Support Facilities BuildingДокумент6 страницAyc Inspection Checklist: Linolium Sheet Pre - Installation Inspection Industrial Support Facilities Buildingmoytabura96Оценок пока нет
- Clock Spring Snap WrapДокумент2 страницыClock Spring Snap WrapMANUEL CASTILLOОценок пока нет
- Moulding ProblemДокумент52 страницыMoulding ProblemSree RajОценок пока нет
- Milling Cutters: H1 To H210Документ210 страницMilling Cutters: H1 To H210Vương NguyễnОценок пока нет
- GKGGP PDFДокумент1 страницаGKGGP PDFEvcol LtdaОценок пока нет
- AC510U/AC520U: High Performance Turning Grade For Heat Resistant AlloyДокумент4 страницыAC510U/AC520U: High Performance Turning Grade For Heat Resistant AlloyFabianoKovalechenОценок пока нет