Вам также может понравиться
- Modelacao de Laje Com Elementos de GrelhasДокумент38 страницModelacao de Laje Com Elementos de GrelhasparaleloriveraОценок пока нет
- SadiДокумент26 страницSadihaca_34Оценок пока нет
- Lajes Fungiformes - Análise Pelo SAP2000Документ13 страницLajes Fungiformes - Análise Pelo SAP2000haca_34Оценок пока нет
- Modelagem de Lajes Por Elementos Finitos PDFДокумент18 страницModelagem de Lajes Por Elementos Finitos PDFguedesgdsОценок пока нет
- Etica EngenhariaДокумент24 страницыEtica Engenhariahaca_34Оценок пока нет
- Minuta - Constituição de Prppriedade HorizomtalДокумент5 страницMinuta - Constituição de Prppriedade Horizomtalhaca_34Оценок пока нет
- Cálculo de Secções em Flexão SimplesДокумент85 страницCálculo de Secções em Flexão Simpleshaca_34Оценок пока нет
- Estruturas de Betão Armado II - Exercícios PráticosДокумент24 страницыEstruturas de Betão Armado II - Exercícios Práticoshaca_34100% (3)
- Estruturas de betão armado I - exercícios de aulas práticasДокумент13 страницEstruturas de betão armado I - exercícios de aulas práticashaca_34Оценок пока нет
- Exemplo de Acta - CondominioДокумент2 страницыExemplo de Acta - CondominioSílvia Lopes100% (3)
- Destituição Administração CondomínioДокумент2 страницыDestituição Administração Condomíniohaca_34100% (3)
- Tabelas de Conversão de UnidadesДокумент2 страницыTabelas de Conversão de Unidadeshaca_34Оценок пока нет
- Tabelas de cálculo de estruturas de betão armadoДокумент10 страницTabelas de cálculo de estruturas de betão armadohaca_34Оценок пока нет
- Denúncia defeitos zona comumДокумент2 страницыDenúncia defeitos zona comumhaca_34Оценок пока нет
- Propriedade Horizontal - NotasДокумент3 страницыPropriedade Horizontal - Notashaca_34100% (1)
- Sinalização rodoviária EN 202 Arcos de ValdevezДокумент16 страницSinalização rodoviária EN 202 Arcos de Valdevezhaca_34Оценок пока нет
- Modelação Numérica de Um Arco de PedraДокумент9 страницModelação Numérica de Um Arco de Pedrahaca_34Оценок пока нет
- Ficha Tecnica Nº 25 Plantas de EmergenciaДокумент2 страницыFicha Tecnica Nº 25 Plantas de EmergenciaNuno AraujoОценок пока нет
- Momentos de inércia 3D: tabela e fórmulasДокумент1 страницаMomentos de inércia 3D: tabela e fórmulashaca_34Оценок пока нет
- FormulárioДокумент10 страницFormuláriohaca_34Оценок пока нет
- Terminologia Relativa A Alvenarias (FEUP)Документ14 страницTerminologia Relativa A Alvenarias (FEUP)haca_34Оценок пока нет
- Ferramentas de Gestão de ProcessosДокумент19 страницFerramentas de Gestão de Processoshaca_34Оценок пока нет
- Avanços Recentes Na Modelação de Estruturas de AlvenariaДокумент12 страницAvanços Recentes Na Modelação de Estruturas de Alvenariahaca_34Оценок пока нет
- Verificação Da Segurança para A Acção Do Fogo (IST)Документ49 страницVerificação Da Segurança para A Acção Do Fogo (IST)haca_34Оценок пока нет
- Reforço de Elementos Existentes de MadeiraДокумент16 страницReforço de Elementos Existentes de Madeirahaca_34Оценок пока нет
- Et433 - Armários s200 (Edp Gás)Документ7 страницEt433 - Armários s200 (Edp Gás)haca_34Оценок пока нет
- Avaliação Do Comportamento Mecânico de Treliças de MadeiraДокумент12 страницAvaliação Do Comportamento Mecânico de Treliças de Madeirahaca_34Оценок пока нет
- Técnicas de Recolha e Análise de Informação para Caracterização e Diagnóstico (FAUTL)Документ20 страницTécnicas de Recolha e Análise de Informação para Caracterização e Diagnóstico (FAUTL)haca_34Оценок пока нет
- Exercicios de Madeiras (UFPR)Документ138 страницExercicios de Madeiras (UFPR)haca_34100% (1)
- Reforço de Elementos Existentes de MadeiraДокумент16 страницReforço de Elementos Existentes de Madeirahaca_34Оценок пока нет
- Degradação e Conservação AmbientalДокумент59 страницDegradação e Conservação AmbientalAnderson Basílio100% (1)
- Exercícios Resolvidos de Física Da UFMG de 1998-2008Документ73 страницыExercícios Resolvidos de Física Da UFMG de 1998-2008Marcia CristinaОценок пока нет
- Questões CalorimetriaДокумент12 страницQuestões Calorimetriaanon-39544100% (1)
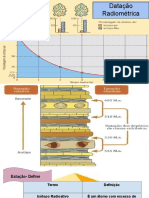
- Datação RadiometricaДокумент32 страницыDatação RadiometricazecaОценок пока нет
- Dessalinização da água: processos e aplicaçõesДокумент37 страницDessalinização da água: processos e aplicaçõescelsocostОценок пока нет
- Desenvolvimento sustentável cuida recursos futurosДокумент3 страницыDesenvolvimento sustentável cuida recursos futurosjrfrОценок пока нет
- Escola Secundária Da MatolaДокумент14 страницEscola Secundária Da MatolaMachisso Montgomery Silvério100% (1)
- Usina termelétrica geração energia combustíveisДокумент2 страницыUsina termelétrica geração energia combustíveisadriani ribeiroОценок пока нет
- Sistema Energia ElétricaДокумент15 страницSistema Energia ElétricaAnderson MestreОценок пока нет
- Arquivo 01Документ3 страницыArquivo 01yasminlopo378Оценок пока нет
- Atividades 2° AnoДокумент3 страницыAtividades 2° AnoanalaurademoraissilvaОценок пока нет
- Guia Técnico - Procel Edifica - Planejamento e Controle Ambiental-Urbano e A Eficiência EnergéticaДокумент220 страницGuia Técnico - Procel Edifica - Planejamento e Controle Ambiental-Urbano e A Eficiência EnergéticaAlchemist7Оценок пока нет
- Separação de misturas heterogênea e homogênea por dissolução fracionada, filtração e evaporaçãoДокумент4 страницыSeparação de misturas heterogênea e homogênea por dissolução fracionada, filtração e evaporaçãoEloise Stadler TomadonОценок пока нет
- Estrutura Atômica: Lista de Exercícios de Química InorgânicaДокумент10 страницEstrutura Atômica: Lista de Exercícios de Química InorgânicaFabiano SantosОценок пока нет
- 7962 23993 1 PBДокумент8 страниц7962 23993 1 PBRodrigo ArrudaОценок пока нет
- Registro de Espaço ConfinadoДокумент1 страницаRegistro de Espaço ConfinadoFABIANA CÂMARAОценок пока нет
- 11 Perguntas e Respostas Sobre Refrigeração e ClimatizacaoДокумент36 страниц11 Perguntas e Respostas Sobre Refrigeração e ClimatizacaoMarcelo Carabajal100% (2)
- PAR Executivo 2020-2024Документ44 страницыPAR Executivo 2020-2024trymskvedaОценок пока нет
- Teoria básica do fogo: elementos, propagação e extinçãoДокумент13 страницTeoria básica do fogo: elementos, propagação e extinçãoSarah NascimentoОценок пока нет
- Ficha de Informações de Segurança de Produtos Químicos: Seção 1. IdentificaçãoДокумент14 страницFicha de Informações de Segurança de Produtos Químicos: Seção 1. IdentificaçãoThiago GaspariniОценок пока нет
- Fisica - 12a Classe - 2019-2a EpocaДокумент5 страницFisica - 12a Classe - 2019-2a EpocaAnildaОценок пока нет
- 3 - AdsorçãoДокумент8 страниц3 - AdsorçãoMarcos GarcezОценок пока нет
- FISPQ BASTÃO GOLDДокумент4 страницыFISPQ BASTÃO GOLDLaene CCОценок пока нет
- Re82133 Fa11 Teste1Документ6 страницRe82133 Fa11 Teste1Ana 2005Оценок пока нет
- Energia solar térmica representa mais de 1% da matriz energética brasileiraДокумент2 страницыEnergia solar térmica representa mais de 1% da matriz energética brasileiraAndre MartinsОценок пока нет
- Atividade2 ModeloДокумент6 страницAtividade2 ModeloPolianaОценок пока нет
- Fenômenos de Transporte ListaДокумент4 страницыFenômenos de Transporte ListaEduardo PizzaniОценок пока нет
- Microscopia EletrônicaДокумент60 страницMicroscopia Eletrônicafmpviana4621Оценок пока нет
- Origem Da Vida - QuestõesДокумент3 страницыOrigem Da Vida - QuestõesGabriela DallAgnolОценок пока нет