Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Production of PropyleneДокумент116 страницProduction of PropyleneCarla Garcia JimenezОценок пока нет
- ASV PT100 Operations ManualДокумент30 страницASV PT100 Operations Manualjvc251100% (1)
- JETFLEX Burner BrochureДокумент8 страницJETFLEX Burner Brochurenagendra51Оценок пока нет
- Despiece Generador Inverter Kipor IG2600Документ1 страницаDespiece Generador Inverter Kipor IG2600Ygor Rafael LunaОценок пока нет
- Nioec SP 00 89 (R0) (Ed1)Документ8 страницNioec SP 00 89 (R0) (Ed1)aminОценок пока нет
- Carbon LandscapeДокумент137 страницCarbon Landscapem_danmОценок пока нет
- Solutions (Introduction & Classifications)Документ16 страницSolutions (Introduction & Classifications)teacher zaneОценок пока нет
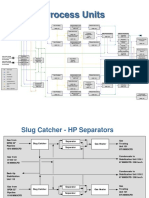
- Process Units: Raw Gas GAS Ethane Propane Butane Condensate Sulfur & Acid GAS DSO Meg + WaterДокумент39 страницProcess Units: Raw Gas GAS Ethane Propane Butane Condensate Sulfur & Acid GAS DSO Meg + WaterLarbi Hammoun100% (1)
- Paver Finisher: F 8 W / F 8-4 W F 7 WДокумент139 страницPaver Finisher: F 8 W / F 8-4 W F 7 Wskbajiya2Оценок пока нет
- Waste Heat Boiler: YoshimineДокумент12 страницWaste Heat Boiler: Yoshimineamits4uОценок пока нет
- Mini Presentation On Renewable and Non-Renewable EnergyДокумент21 страницаMini Presentation On Renewable and Non-Renewable EnergyMuhammad UmarОценок пока нет
- D 1250 - 08 (2013) E1Документ7 страницD 1250 - 08 (2013) E1toxablia100% (1)
- Lecture 5-Petroleum GeologyДокумент23 страницыLecture 5-Petroleum GeologyWanambwa SilagiОценок пока нет
- Introduction To The Industry: Indian Oil Corporation Limited, or Indianoil, Is An Indian StateДокумент4 страницыIntroduction To The Industry: Indian Oil Corporation Limited, or Indianoil, Is An Indian StateAbhishek GuptaОценок пока нет
- Description of Bio GoldДокумент1 страницаDescription of Bio GoldJamal KhetranОценок пока нет
- Hybrid Vehicle Operation and DiagnosisДокумент78 страницHybrid Vehicle Operation and DiagnosisMinh Nhat PhanОценок пока нет
- Manual Tecnico Motor Power Tech de Deere 120cДокумент550 страницManual Tecnico Motor Power Tech de Deere 120cedwin quiroz93% (15)
- 9U-7840 Fuel Injection Equipment Calibration Fluid Test KitДокумент15 страниц9U-7840 Fuel Injection Equipment Calibration Fluid Test KitVictor NunezОценок пока нет
- Spe 53716Документ13 страницSpe 53716bibiОценок пока нет
- Graco Lubrication EquipmentДокумент12 страницGraco Lubrication EquipmentpozolabОценок пока нет
- Bullet PipingДокумент12 страницBullet PipingSuresh Gurram100% (2)
- Exergy and Exergoeconomic Analysis of A Crude Oil Combined Distillation UnitДокумент28 страницExergy and Exergoeconomic Analysis of A Crude Oil Combined Distillation Unitangel vandelanОценок пока нет
- Glass Manufacturing PDFДокумент4 страницыGlass Manufacturing PDFwakasensei9950% (2)
- Lubricating Oils For Wartsila 46 Engines 091021Документ10 страницLubricating Oils For Wartsila 46 Engines 091021pepe_lube100% (1)
- Application HAZOP LOPA Figueroa 2015Документ225 страницApplication HAZOP LOPA Figueroa 2015ravisankar100% (1)
- Pigging TerminologyДокумент90 страницPigging TerminologyNaveen TripuraneniОценок пока нет
- Confirmatory ReportДокумент5 страницConfirmatory ReportRuel Umali Zagado100% (1)
- ISO-9001, API Spec Q1, API Spec Q2, ISO 14001, OHSAS 18001: Organizations Certified by APIQRДокумент1 страницаISO-9001, API Spec Q1, API Spec Q2, ISO 14001, OHSAS 18001: Organizations Certified by APIQRSouravОценок пока нет
- Preliminary Tech. Doc. OG120C TG 5Документ17 страницPreliminary Tech. Doc. OG120C TG 5Михаил Гуляев100% (1)
- Navistar 4057 Update User Guide 4-09-12 Version 14Документ11 страницNavistar 4057 Update User Guide 4-09-12 Version 14jhonyflowОценок пока нет