Вам также может понравиться
- Operaciones de máquinas-herramientas para punzonado y plegado. FMEH0209От EverandOperaciones de máquinas-herramientas para punzonado y plegado. FMEH0209Оценок пока нет
- Covenin 2634-2002Документ10 страницCovenin 2634-2002Dulce ChalbaudОценок пока нет
- Formación de VirutaДокумент5 страницFormación de Virutaestevan315Оценок пока нет
- Muelas Abrasivas VastagoДокумент57 страницMuelas Abrasivas VastagoDavid Morales100% (1)
- Teoria de Niveles de Desgaste de Equipos PDFДокумент30 страницTeoria de Niveles de Desgaste de Equipos PDFFernando Huincho TovarОценок пока нет
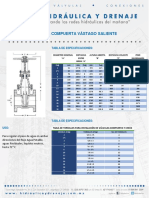
- Valvula Compuerta Vastago Saliente PDFДокумент1 страницаValvula Compuerta Vastago Saliente PDFJesse HernándezОценок пока нет
- Procesos de Fabricación Unidad 3Документ28 страницProcesos de Fabricación Unidad 3Rulo Hdez LazoОценок пока нет
- Celima 2014 PDFДокумент127 страницCelima 2014 PDFJoseCP100% (1)
- Sistema Candy PresupuestosДокумент1 страницаSistema Candy PresupuestosCAMILO TELLEZОценок пока нет
- Materiales CeramicosДокумент80 страницMateriales CeramicosMilagrosDelCarmenSanchezОценок пока нет
- Automatico (2 Arames) CMB 302 2250 352 2600 15Документ2 страницыAutomatico (2 Arames) CMB 302 2250 352 2600 15Marcelo CubasОценок пока нет
- Procesos de Maquinado y AcabadoДокумент16 страницProcesos de Maquinado y AcabadoKakaroto Maximo Decimo Meridio100% (1)
- Conceptos Básicos de TroqueleriaДокумент10 страницConceptos Básicos de TroqueleriaAudemars PiguetОценок пока нет
- 19-Maquinado Químico-Grupo 11Документ19 страниц19-Maquinado Químico-Grupo 11Francisco GallegosОценок пока нет
- Moldeo de Piezas No SimetricasДокумент5 страницMoldeo de Piezas No SimetricasRaul Mendoza IzarraОценок пока нет
- Brochadora MaquinaДокумент6 страницBrochadora MaquinaFederico Biocca0% (1)
- Ciclo - AcarreoДокумент5 страницCiclo - AcarreoMiki Luis Salvatierra ÑavincopaОценок пока нет
- TRABAJO DE INVESTIGACIÓN-GRUPO 4compactador de BotellasДокумент30 страницTRABAJO DE INVESTIGACIÓN-GRUPO 4compactador de Botellasirwin100% (1)
- Polimex Roscados MaxДокумент14 страницPolimex Roscados MaxchokoskiОценок пока нет
- Noam Chomsky - Hegemonia o Supervivencia PDFДокумент8 страницNoam Chomsky - Hegemonia o Supervivencia PDFjegaecОценок пока нет
- Curso END Basico IPENДокумент84 страницыCurso END Basico IPENSamir Morales CadilloОценок пока нет
- Monografia Sobre MaquinasДокумент9 страницMonografia Sobre MaquinasChrystopher Gerson Galarreta ZevallosОценок пока нет
- Introduccion A Los Procesos de Manufactura, Juan ManuelДокумент4 страницыIntroduccion A Los Procesos de Manufactura, Juan ManuelManuel AlmanzaОценок пока нет
- Informe Final de Pasantia EstudiantilДокумент46 страницInforme Final de Pasantia EstudiantilJulián Hernando Uscátegui EcheverríaОценок пока нет
- Ratio de SoldaduraДокумент18 страницRatio de SoldaduraFreyder SeminarioОценок пока нет
- Tratamiento Químico y Biotecnológico de Residuos de Camarón para La Obtención de Productos de Valor AgregadoДокумент63 страницыTratamiento Químico y Biotecnológico de Residuos de Camarón para La Obtención de Productos de Valor AgregadoPamelaMelissaManriqueGraosОценок пока нет
- ForjadoДокумент19 страницForjadoDiego ParraОценок пока нет
- Fresadora Torno y RoladoraДокумент22 страницыFresadora Torno y RoladoraMichael SaldañaОценок пока нет
- Analisis de Precios Unitarios 2013 GobernacionДокумент141 страницаAnalisis de Precios Unitarios 2013 GobernacionCrisG4mer FB100% (1)
- Diseño de Maquinas Estado Del ArteДокумент10 страницDiseño de Maquinas Estado Del ArteMario J. Díaz ZegarraОценок пока нет
- FORJADO - MonografiaДокумент16 страницFORJADO - MonografiaDelia Araoz Quiroz0% (1)
- Practica de Laboratorio "Presión Hidrostática"Документ24 страницыPractica de Laboratorio "Presión Hidrostática"Joel Isaac Chávez43% (7)
- MTC 715Документ6 страницMTC 715borisov2009Оценок пока нет
- Fresado, Caracteristicas Del ProcesoДокумент22 страницыFresado, Caracteristicas Del ProcesoAndres Molina67% (3)
- Troqueladora ManualДокумент2 страницыTroqueladora ManualJuan ShevchenkoОценок пока нет
- Ensayo de ProcesosДокумент5 страницEnsayo de ProcesosJesus Morey100% (1)
- Pruebas en Una RectificadoraДокумент14 страницPruebas en Una RectificadoraTatan RОценок пока нет
- Medina Barrenechea Samuel Compactadora Botellas PlásticoДокумент125 страницMedina Barrenechea Samuel Compactadora Botellas PlásticoRonald Anderson Polo SalasОценок пока нет
- Infografía Bombas CentrifugasДокумент1 страницаInfografía Bombas CentrifugasHEYDI MONSERRAT SANTOS ESCOBARОценок пока нет
- Grua Tipo Bandera VB PDFДокумент39 страницGrua Tipo Bandera VB PDFPiry GonzalezОценок пока нет
- Control de Calidad Del Concreto, Acero y Unidades de Albañileria PDFДокумент43 страницыControl de Calidad Del Concreto, Acero y Unidades de Albañileria PDFAAndres Frederick Manya Rojas100% (1)
- Cambio de Polines de Carga y Retorno en Las Fajas Transportadoras 2Документ1 страницаCambio de Polines de Carga y Retorno en Las Fajas Transportadoras 2miguelОценок пока нет
- Tds Protecto Pintura Anticorrosiva 38xДокумент2 страницыTds Protecto Pintura Anticorrosiva 38xRenso Fernando Gutierrez OjedaОценок пока нет
- Diseño de Una Maquina Enderezadora de Aros PDFДокумент169 страницDiseño de Una Maquina Enderezadora de Aros PDFjose daniel capos herediaОценок пока нет
- Proyecto de MetodosДокумент51 страницаProyecto de MetodosNaii LopezОценок пока нет
- Ensayo No Destructivo Por Método de Rayos XДокумент17 страницEnsayo No Destructivo Por Método de Rayos XJimmyFigueroaAОценок пока нет
- Escritorio PlegaforaДокумент78 страницEscritorio PlegaforaGiomar Merino MoralesОценок пока нет
- Trabajo de BaldosasДокумент11 страницTrabajo de BaldosasConii Mejillas RojasОценок пока нет
- PRÁCTICA#5 - Partículas de Polvo y Ruido EquivalenteДокумент3 страницыPRÁCTICA#5 - Partículas de Polvo y Ruido EquivalenteGabriela PatinoОценок пока нет
- Mecanizado QuimicoДокумент30 страницMecanizado QuimicoCarlos GallardoОценок пока нет
- Bombeo MecánicoДокумент7 страницBombeo MecánicoVargas Ortiz DanielОценок пока нет
- Mallas MosquiteraДокумент4 страницыMallas MosquiteraManu GarcíaОценок пока нет
- Fractura SimpleДокумент4 страницыFractura SimpleAndrés Omar Álvarez López100% (2)
- Verdes DesmenuzadoresДокумент8 страницVerdes DesmenuzadoresFernando VeizagaОценок пока нет
- 1058203Документ68 страниц1058203Diego ZainaОценок пока нет
- Ensayos No DestructivosДокумент9 страницEnsayos No DestructivosFrank PascumalОценок пока нет
- Junta UniversalДокумент6 страницJunta UniversalYuri Leonel Challapa MamaniОценок пока нет
- Resumen Cap 15Документ5 страницResumen Cap 15JOSE ALEXANDER REVOLLO MITAОценок пока нет
- 15 Extrusión y Estirado (Trefilado) deДокумент25 страниц15 Extrusión y Estirado (Trefilado) deFernando Servin GallegosОценок пока нет
- Extrusión ManufacturaДокумент35 страницExtrusión ManufacturaNardaMartínezОценок пока нет
- Manufactura Asistida Por ComputadoraДокумент42 страницыManufactura Asistida Por ComputadoraEdward Martin67% (3)
- Pérdidas en Motores de InducciónДокумент3 страницыPérdidas en Motores de InducciónEdward MartinОценок пока нет
- Partes Motor de InducciónДокумент3 страницыPartes Motor de InducciónEdward Martin50% (2)
- Experiencia Primer Parcial - IMT1010 PDFДокумент4 страницыExperiencia Primer Parcial - IMT1010 PDFEdward MartinОценок пока нет
- Banco de Preguntas de TermoДокумент4 страницыBanco de Preguntas de TermoEdward Martin100% (1)
- Normatividad Del AlfabetoДокумент4 страницыNormatividad Del AlfabetoEdward MartinОценок пока нет
- Normatividad Del AlfabetoДокумент4 страницыNormatividad Del AlfabetoEdward Martin33% (3)
- Refranes y Su DefiniciónДокумент9 страницRefranes y Su DefiniciónEdward MartinОценок пока нет
- Ensayo de Los Niños HeroesДокумент2 страницыEnsayo de Los Niños HeroesEdward MartinОценок пока нет
- Act 1Документ4 страницыAct 1linda yesenia montealegre crispinОценок пока нет
- Neisser Meyer Quispe Lopez Perfil Noviembre VДокумент57 страницNeisser Meyer Quispe Lopez Perfil Noviembre VJhon Richard QuispeОценок пока нет
- Teoria de MecanismosДокумент56 страницTeoria de Mecanismosesteban4villagra-1Оценок пока нет
- Tribologia Aplicacion Sistema Electricos y Electronico v1.2Документ21 страницаTribologia Aplicacion Sistema Electricos y Electronico v1.2Alexander FelizОценок пока нет
- Carga de Un Capacitor Con ArduinoДокумент7 страницCarga de Un Capacitor Con ArduinoJose FernandoОценок пока нет
- Es Sensor de ReflexionДокумент2 страницыEs Sensor de ReflexionMarco PilcoОценок пока нет
- Desigualdades Polinomiales PDFДокумент17 страницDesigualdades Polinomiales PDFJorge GKОценок пока нет
- Ficha Tecnica Nivel Manual Sokkia Pl1sДокумент3 страницыFicha Tecnica Nivel Manual Sokkia Pl1sfelix FloresОценок пока нет
- Selección de ResortesДокумент14 страницSelección de ResortesBraulio Romero Ramirez100% (2)
- Procedimiento Limpieza de Modulos FV PDFДокумент7 страницProcedimiento Limpieza de Modulos FV PDFHalbert LeonardoОценок пока нет
- El PlanoДокумент25 страницEl PlanoWilliams Taquire100% (1)
- 4 - Causas Comunes y Causas Asignables o EspecialesДокумент13 страниц4 - Causas Comunes y Causas Asignables o EspecialesjoseplleixaОценок пока нет
- Tarea PilotesДокумент4 страницыTarea PilotesJean Carlos Gonzalez MoranОценок пока нет
- Stay Silv Flux BlackДокумент12 страницStay Silv Flux BlackDavidGarzaОценок пока нет
- Trabajo Realizado para Subir Por Un Plano InclinadoДокумент6 страницTrabajo Realizado para Subir Por Un Plano InclinadoLuis Brayan Quillas ChavezОценок пока нет
- Briket Exh 3200Документ4 страницыBriket Exh 3200amgelec123Оценок пока нет
- Necesidades OrganizacionalesДокумент30 страницNecesidades OrganizacionalesNicolasFernandoОценок пока нет
- Bezier CurvesДокумент10 страницBezier CurvesValeria ArreolaОценок пока нет
- Electricidad UnidadДокумент25 страницElectricidad UnidadMario Quispe QuispeОценок пока нет
- EIA RS Altagracia OritucoДокумент236 страницEIA RS Altagracia OritucoalebrmoОценок пока нет
- Respuestas A Ejercicios Seleccionados: Capítulo 1Документ15 страницRespuestas A Ejercicios Seleccionados: Capítulo 1renata bustamanteОценок пока нет
- Proyecto Expediente Inst. Elect.Документ43 страницыProyecto Expediente Inst. Elect.César ArmasОценок пока нет
- Examen Mensual Geografia Nivel 2 OctДокумент2 страницыExamen Mensual Geografia Nivel 2 OctElvis RojasОценок пока нет
- Ecorregiones Del Peru PDFДокумент26 страницEcorregiones Del Peru PDFEduardaNicoleAlvarezYparraguirreОценок пока нет
- Laboratorio # 5 HidraulicaДокумент17 страницLaboratorio # 5 HidraulicaJuan Daniel Diaz EnriquezОценок пока нет
- 2 DimenДокумент6 страниц2 DimenJonathan RcaОценок пока нет
- Pilar Vallejo Coca COMPOSICIÓN ARQUITECTÓNICAДокумент10 страницPilar Vallejo Coca COMPOSICIÓN ARQUITECTÓNICAPili VCОценок пока нет
- MR072006 05 31EuroCargo450E32T EjeTraseroДокумент37 страницMR072006 05 31EuroCargo450E32T EjeTraseroMircea Gilca100% (1)
- Guía 6 - Cálculo Avanzado (2006)Документ3 страницыGuía 6 - Cálculo Avanzado (2006)JSJSJSJSОценок пока нет
- 9-4labs 9-10.presion Hidrostatica y Principio de Arquimedes - Andrea Rodriguez - Fernando Vega.Документ8 страниц9-4labs 9-10.presion Hidrostatica y Principio de Arquimedes - Andrea Rodriguez - Fernando Vega.Adrian CabanaОценок пока нет