Вам также может понравиться
- Bottling Plant PLC 2019Документ4 страницыBottling Plant PLC 2019Chockalingam AthilingamОценок пока нет
- Box Shift Conveyor 2018Документ2 страницыBox Shift Conveyor 2018Chockalingam AthilingamОценок пока нет
- Mixer GrinderДокумент29 страницMixer GrinderChockalingam AthilingamОценок пока нет
- 6.design and Fabrication of Length Adjustable Belt Conveyor-1Документ3 страницы6.design and Fabrication of Length Adjustable Belt Conveyor-1Chockalingam AthilingamОценок пока нет
- Project Titles NC 2018 Cs Fea RDДокумент9 страницProject Titles NC 2018 Cs Fea RDChockalingam AthilingamОценок пока нет
- 11 Foldable Bridge 2017 PrintДокумент48 страниц11 Foldable Bridge 2017 PrintChockalingam AthilingamОценок пока нет
- Project List With Cost Details 2018 2019 Panimalar PolyДокумент8 страницProject List With Cost Details 2018 2019 Panimalar PolyChockalingam AthilingamОценок пока нет
- Shock Absorber Failure 2018Документ3 страницыShock Absorber Failure 2018Chockalingam AthilingamОценок пока нет
- Scotck Yoke PPT Veltech 2016Документ29 страницScotck Yoke PPT Veltech 2016Chockalingam Athilingam50% (2)
- Manual Bi Folding Gate PRINTCOPY SBDДокумент50 страницManual Bi Folding Gate PRINTCOPY SBDChockalingam AthilingamОценок пока нет
- Block Diagram of Carbon Level IndicatorДокумент1 страницаBlock Diagram of Carbon Level IndicatorChockalingam AthilingamОценок пока нет
- Gas Cutting DeviceДокумент3 страницыGas Cutting DeviceChockalingam AthilingamОценок пока нет
- Safety For Motorised Sheet Forming 2018Документ3 страницыSafety For Motorised Sheet Forming 2018Chockalingam AthilingamОценок пока нет
- Scotch Yoke Hacksaw Sriram Engg ReportДокумент67 страницScotch Yoke Hacksaw Sriram Engg ReportChockalingam Athilingam100% (1)
- Plastic Injection Manual 2016 Amk PolyДокумент43 страницыPlastic Injection Manual 2016 Amk PolyChockalingam AthilingamОценок пока нет
- Sand Slinger MC Pneumatic 2016 VeltechДокумент47 страницSand Slinger MC Pneumatic 2016 VeltechChockalingam AthilingamОценок пока нет
- Lorry Trailor Lifter CostДокумент1 страницаLorry Trailor Lifter CostChockalingam AthilingamОценок пока нет
- Pneumatic Elevator Abs 20124Документ3 страницыPneumatic Elevator Abs 20124Chockalingam AthilingamОценок пока нет
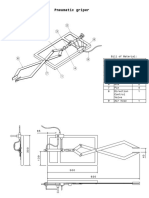
- Pneumatic GriperДокумент2 страницыPneumatic GriperChockalingam AthilingamОценок пока нет
- Abs 127two - Axes - Drill 2016 ReviewДокумент3 страницыAbs 127two - Axes - Drill 2016 ReviewChockalingam AthilingamОценок пока нет
- Electronic ComparatorДокумент1 страницаElectronic ComparatorChockalingam AthilingamОценок пока нет
- MOTORISED Press Durga Poly 2016Документ76 страницMOTORISED Press Durga Poly 2016Chockalingam AthilingamОценок пока нет
- Air Brake PROJECT REPORTДокумент52 страницыAir Brake PROJECT REPORTChockalingam Athilingam72% (18)
- Pneumatic Sand SlingerДокумент1 страницаPneumatic Sand SlingerChockalingam AthilingamОценок пока нет
- HTTP FOR ENGINEERINGДокумент1 страницаHTTP FOR ENGINEERINGChockalingam AthilingamОценок пока нет
- HonningДокумент1 страницаHonningChockalingam AthilingamОценок пока нет
- IR Sensor UnitДокумент1 страницаIR Sensor UnitChockalingam AthilingamОценок пока нет
- Amk SymbolДокумент6 страницAmk SymbolChockalingam AthilingamОценок пока нет
- Shell and Tube Heat Exchanger Design Using CFD ToolsДокумент4 страницыShell and Tube Heat Exchanger Design Using CFD ToolsChockalingam AthilingamОценок пока нет
- F T ZL 6L: 4 - RLT TTJ R5 !.1Документ1 страницаF T ZL 6L: 4 - RLT TTJ R5 !.1Chockalingam AthilingamОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- The Strategy of IB: International Business - Chapter 13Документ20 страницThe Strategy of IB: International Business - Chapter 13Yến Ngô HoàngОценок пока нет
- Prova ScrumДокумент11 страницProva ScrumJoanna de Cassia ValadaresОценок пока нет
- Comprehensive Case 1 BKAR3033 A221Документ3 страницыComprehensive Case 1 BKAR3033 A221naufal hazimОценок пока нет
- April 10, 2015 Strathmore TimesДокумент28 страницApril 10, 2015 Strathmore TimesStrathmore TimesОценок пока нет
- Mohamed Khaled CVДокумент2 страницыMohamed Khaled CVMohamed KhaledОценок пока нет
- Ceramic Disc Brakes: Haneesh James S ME8 Roll No: 20Документ23 страницыCeramic Disc Brakes: Haneesh James S ME8 Roll No: 20Anil GöwđaОценок пока нет
- 12V Laptop ChargerДокумент12 страниц12V Laptop ChargerSharon Babu0% (1)
- Final Eligible Voters List North Zone 2017 118 1Документ12 страницFinal Eligible Voters List North Zone 2017 118 1Bilal AhmedОценок пока нет
- Jaclyn Hanley ResumeДокумент2 страницыJaclyn Hanley Resumeapi-267867788Оценок пока нет
- 280Документ6 страниц280Alex CostaОценок пока нет
- Lala Lajpat Rai College: Public Relations Project Rough Draft Topic: Nike V/S AdidasДокумент34 страницыLala Lajpat Rai College: Public Relations Project Rough Draft Topic: Nike V/S AdidasNikitha Dsouza75% (4)
- TopGearДокумент188 страницTopGearbarborina10% (1)
- TruShot Product Sheet-05-18 PDFДокумент2 страницыTruShot Product Sheet-05-18 PDFAgostina MiniОценок пока нет
- Official Sponsorship LetterДокумент3 страницыOfficial Sponsorship LetterWinona Marie Borla100% (1)
- Service Level ManagementДокумент8 страницService Level Managementrashmib1980Оценок пока нет
- Fast Ethernet Switch at-FS705L (Data Sheet) - EngДокумент2 страницыFast Ethernet Switch at-FS705L (Data Sheet) - EngBaroszОценок пока нет
- Final IEQC MICROДокумент10 страницFinal IEQC MICROWMG NINJAОценок пока нет
- Spjc/Lim Lima-Callao, Peru: .Radar - Minimum.AltitudesДокумент41 страницаSpjc/Lim Lima-Callao, Peru: .Radar - Minimum.AltitudesVicente PortocarreroОценок пока нет
- American Civil War, WikipediaДокумент32 страницыAmerican Civil War, WikipediaMariko100% (1)
- COOB - Session PlanДокумент2 страницыCOOB - Session Plansun_10000Оценок пока нет
- Chapter Three Business PlanДокумент14 страницChapter Three Business PlanBethelhem YetwaleОценок пока нет
- Bigdata 2016 Hands On 2891109Документ96 страницBigdata 2016 Hands On 2891109cesmarscribdОценок пока нет
- Product Bulletin VHP7104GSI S5Документ2 страницыProduct Bulletin VHP7104GSI S5Wiliam SeguraОценок пока нет
- Concepts in Enterprise Resource Planning: Chapter Six Human Resources Processes With ERPДокумент39 страницConcepts in Enterprise Resource Planning: Chapter Six Human Resources Processes With ERPasadnawazОценок пока нет
- Globalization of Religion Chapter SummaryДокумент2 страницыGlobalization of Religion Chapter SummaryKaye KateОценок пока нет
- Delivering Large-Scale IT Projects On Time, On Budget, and On ValueДокумент5 страницDelivering Large-Scale IT Projects On Time, On Budget, and On ValueMirel IonutОценок пока нет
- Pe 1997 01Документ108 страницPe 1997 01franciscocampoverde8224Оценок пока нет
- Image Processing Toolbox - FunctionsДокумент16 страницImage Processing Toolbox - Functionsabcd efghОценок пока нет
- 0 Proposal Form Top Up SUBMITTED BY Markandeya Raju PDFДокумент3 страницы0 Proposal Form Top Up SUBMITTED BY Markandeya Raju PDFHOD (MVGR Civil)Оценок пока нет
- Lab 8 Introduction To XML: Exercise 1Документ4 страницыLab 8 Introduction To XML: Exercise 1HasanОценок пока нет