Вам также может понравиться
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- SAEJ1008 V 001Документ5 страницSAEJ1008 V 001Marcos Verissimo Juca de PaulaОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- SAEJ1003 V 001Документ12 страницSAEJ1003 V 001Marcos Verissimo Juca de PaulaОценок пока нет
- SAEJ121 MV 001Документ5 страницSAEJ121 MV 001Marcos Verissimo Juca de PaulaОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Saej 1004 V 002Документ6 страницSaej 1004 V 002Marcos Verissimo Juca de PaulaОценок пока нет
- SAEJ112 Av 001Документ4 страницыSAEJ112 Av 001Marcos Verissimo Juca de PaulaОценок пока нет
- SAEJ111 V 001Документ18 страницSAEJ111 V 001Marcos Verissimo Juca de PaulaОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- SAEJ109 V 001Документ4 страницыSAEJ109 V 001Marcos Verissimo Juca de PaulaОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- D 501 - 03 - Rduwms1sruqДокумент35 страницD 501 - 03 - Rduwms1sruqMarcos Verissimo Juca de PaulaОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Technical Specs - Rev01Документ109 страницTechnical Specs - Rev01Marcos Verissimo Juca de PaulaОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- SAEJ108 V 001Документ8 страницSAEJ108 V 001Marcos Verissimo Juca de PaulaОценок пока нет
- BS en Iso 4136 - 2012Документ18 страницBS en Iso 4136 - 2012Marcos Verissimo Juca de Paula100% (4)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- NR 216 - 2005Документ236 страницNR 216 - 2005Marcos Verissimo Juca de PaulaОценок пока нет
- Astm F 1295 - 01Документ4 страницыAstm F 1295 - 01Marcos Verissimo Juca de PaulaОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Astm F 136 - 02Документ6 страницAstm F 136 - 02Marcos Verissimo Juca de PaulaОценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Astm C42-2018Документ7 страницAstm C42-2018Malaz Abdul Jalil100% (3)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Attachment PDFДокумент2 страницыAttachment PDFYunita RamadhantiОценок пока нет
- USAF Stability and Control DatcomДокумент70 страницUSAF Stability and Control DatcomYi Cheng ChanОценок пока нет
- 03 Combustor Dynamics Monitoring (CDM)Документ9 страниц03 Combustor Dynamics Monitoring (CDM)Luis Alonso Dipaz ZeaОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Pcs 0626Документ11 страницPcs 0626Diêm Công ViệtОценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Hsslive Class XII Deleted Topics by Scert 2022Документ17 страницHsslive Class XII Deleted Topics by Scert 2022Salim ShahulОценок пока нет
- Arta211 MidtermsДокумент2 страницыArta211 MidtermsWallen LagradaОценок пока нет
- MICROECONOMICS ch07ANNEXДокумент6 страницMICROECONOMICS ch07ANNEXSabrina GoОценок пока нет
- Week 3 Earth Science FINALДокумент4 страницыWeek 3 Earth Science FINALMichael DelivaОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- JIS F 2023 Chain Stopper For Dia.34-36mm Anchor ChainДокумент7 страницJIS F 2023 Chain Stopper For Dia.34-36mm Anchor ChainusnadiОценок пока нет
- PPSD A TT 027 0002 R0Документ14 страницPPSD A TT 027 0002 R0santosh_ms_kumar2827Оценок пока нет
- Physics of SoundДокумент33 страницыPhysics of SoundijahsmkutОценок пока нет
- MVC-FD83 / FD88 Service ManualДокумент113 страницMVC-FD83 / FD88 Service ManualImraan RamdjanОценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Cuff ManometerДокумент1 страницаCuff ManometerAlejandro Cardona100% (1)
- Comparison Between - MB - BE - FDДокумент5 страницComparison Between - MB - BE - FDSoumajit DasОценок пока нет
- Strings, Chains, and Ropes: SIAM Review December 2006Документ12 страницStrings, Chains, and Ropes: SIAM Review December 2006Hemendra PrasannaОценок пока нет
- SOALAN BiologiДокумент12 страницSOALAN BiologiLoong Wai FamОценок пока нет
- Role of Physics in Daily LifeДокумент2 страницыRole of Physics in Daily LifeSadam MaharОценок пока нет
- UNIT 1 PP UNIT 1 Math IntroДокумент64 страницыUNIT 1 PP UNIT 1 Math IntroHlulani MacksonОценок пока нет
- 27-12-14 SR - Iit-Z (Iz) Co-Spark Jee Main (2011) Ptm-16 Q'paperДокумент23 страницы27-12-14 SR - Iit-Z (Iz) Co-Spark Jee Main (2011) Ptm-16 Q'paperazeemОценок пока нет
- Interactive Powerpoint Presentation On QuadrilateralsДокумент3 страницыInteractive Powerpoint Presentation On QuadrilateralsSkoochh KooОценок пока нет
- TRD 5VDC PDFДокумент2 страницыTRD 5VDC PDFGerman GodiОценок пока нет
- Lecture 3-1: HFSS 3D Design Setup: Introduction To ANSYS HFSSДокумент40 страницLecture 3-1: HFSS 3D Design Setup: Introduction To ANSYS HFSSRicardo MichelinОценок пока нет
- CycloalkanesДокумент60 страницCycloalkanesmeri hardina zd100% (1)
- N Different Books (N 3) Are Put at Random in A Shelf. Among These Books There Is A ParticularДокумент8 страницN Different Books (N 3) Are Put at Random in A Shelf. Among These Books There Is A ParticularAnkit Gupta100% (1)
- Module 1 - Les #4 Analysis of TrussДокумент9 страницModule 1 - Les #4 Analysis of Trusscutie4everrОценок пока нет
- Aakash FSTДокумент9 страницAakash FSTchitu20% (5)
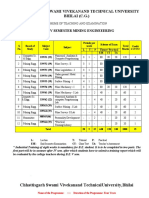
- Mine Machinery-1 SyllabusДокумент3 страницыMine Machinery-1 SyllabusrrathoreОценок пока нет
- Seminar Report SampleДокумент22 страницыSeminar Report SampleDhruve EBОценок пока нет
- 16 - Guide To Lego GeometryДокумент5 страниц16 - Guide To Lego GeometryLody ElfoОценок пока нет