Вам также может понравиться
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (120)
- Fastec Fastener Catalog PDFДокумент24 страницыFastec Fastener Catalog PDFYsabella May Sarthou CervantesОценок пока нет
- Asset Plant Xmas FlyerДокумент2 страницыAsset Plant Xmas FlyerTypo Graphics Pty LtdОценок пока нет
- Approval of Welding Electrodes, Filler Wires and FluxesДокумент13 страницApproval of Welding Electrodes, Filler Wires and FluxesRakesh Ranjan100% (2)
- Catalog Osg Vol 5 2017Документ976 страницCatalog Osg Vol 5 2017Cosmin IonutОценок пока нет
- Practical Casting - A Studio ReferenceДокумент2 страницыPractical Casting - A Studio ReferencebobakerОценок пока нет
- ShaperДокумент20 страницShaperMilan SainiОценок пока нет
- Types of Taper Turning Methods On Lathe Machine: Arul R Ap/MechДокумент15 страницTypes of Taper Turning Methods On Lathe Machine: Arul R Ap/MecharulsivagiriОценок пока нет
- Fishing ToolsДокумент4 страницыFishing ToolsalambertОценок пока нет
- Custom Macro Variable Peck Drilling Cycle MacroДокумент2 страницыCustom Macro Variable Peck Drilling Cycle MacroRelu ChiruОценок пока нет
- Double Rolled Pattern: Fig. 7-36. Split Pulley PatternДокумент9 страницDouble Rolled Pattern: Fig. 7-36. Split Pulley Patternbrowar444Оценок пока нет
- ME1107 Casting AllДокумент129 страницME1107 Casting AllMahmud HridoyОценок пока нет
- PrirucnikДокумент101 страницаPrirucnikpetroviccaaОценок пока нет
- BOHLER WerkzeugstahlДокумент20 страницBOHLER WerkzeugstahlByron Paul Yanez BonbomОценок пока нет
- Bolt Effective AreaДокумент5 страницBolt Effective AreaMuraleedharan100% (1)
- Annealing, Hardening and TemperingДокумент2 страницыAnnealing, Hardening and TemperingVerdadMupezeniОценок пока нет
- BB BB: Code and SpecificationsДокумент1 страницаBB BB: Code and SpecificationsandersonОценок пока нет
- A583 - Stainless Steel - Grade 416 (UNS S41600)Документ4 страницыA583 - Stainless Steel - Grade 416 (UNS S41600)Dv Maria PradhikaОценок пока нет
- Manual de Herramientas Finpower-MateДокумент86 страницManual de Herramientas Finpower-Matefagtar100% (2)
- Cast OlinДокумент24 страницыCast OlinAnonymous CZHJN2EU0U100% (1)
- Sheet Metal Design Guidelines - Design For ManufacturingДокумент13 страницSheet Metal Design Guidelines - Design For ManufacturingShashank Maheshwari100% (1)
- Wood Magazine 158 2004 PDFДокумент74 страницыWood Magazine 158 2004 PDFrodrigorez100% (1)
- CNC G CodesДокумент2 страницыCNC G CodesBrian Gilbert0% (1)
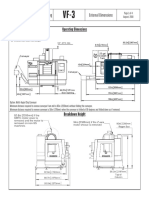
- Dimenzije Mašine VF-3Документ4 страницыDimenzije Mašine VF-3AleksandarMilenkovicОценок пока нет
- Centrifugal Casting: Sufei Wei, The Centrifugal Casting Machine Company, and Steve Lampman, ASM InternationalДокумент7 страницCentrifugal Casting: Sufei Wei, The Centrifugal Casting Machine Company, and Steve Lampman, ASM InternationalmuseОценок пока нет
- Basics of WeldingДокумент88 страницBasics of Weldingmujeebmehar100% (1)
- StudyGuide MachinistДокумент30 страницStudyGuide MachinistRaya Durai100% (1)
- VAR Catalogue UkДокумент72 страницыVAR Catalogue Ukgeisbrian1Оценок пока нет
- TMFD Frame Table 1: Description Part No. RemarkДокумент1 страницаTMFD Frame Table 1: Description Part No. RemarkThaiSon PhamОценок пока нет
- 1213sem2-Me4261 Me4261eДокумент4 страницы1213sem2-Me4261 Me4261eLaw Zhan HongОценок пока нет
- Basic Principle of Grinding MachineДокумент10 страницBasic Principle of Grinding Machinecrank88100% (1)