Вам также может понравиться
- Amendment No. 3 June 2018 TO Is 15658: 2006 Precast Concrete Blocks For Paving - SpecificationДокумент3 страницыAmendment No. 3 June 2018 TO Is 15658: 2006 Precast Concrete Blocks For Paving - Specificationraviteja036Оценок пока нет
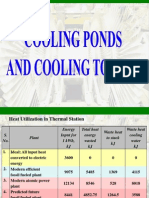
- Cooling Ponds and Cooling TowersДокумент31 страницаCooling Ponds and Cooling Towersphanendra2Оценок пока нет
- Aeration PaperДокумент11 страницAeration PapersehonoОценок пока нет
- Heat Exchanger Sample Report 2018Документ55 страницHeat Exchanger Sample Report 2018RahulSrivastava100% (1)
- Green Adsorption ChillerДокумент20 страницGreen Adsorption ChillerSachin YadavОценок пока нет
- At AssignmentДокумент3 страницыAt AssignmentYogesh PatilОценок пока нет
- A Performance Comparison of Vapour-Compression Refrigeration System UsingДокумент10 страницA Performance Comparison of Vapour-Compression Refrigeration System UsingVIKNESWARAN S KОценок пока нет
- Vapour Compression RefrigerationДокумент4 страницыVapour Compression RefrigerationAhmadОценок пока нет
- HVAC System For Cars and Automotive VehiclesДокумент96 страницHVAC System For Cars and Automotive Vehiclessivareka100% (1)
- C.O.P Derivation and Thermodynamic Calculation of Ammonia-Water Vapor Absorption Refrigeration System-2 PDFДокумент10 страницC.O.P Derivation and Thermodynamic Calculation of Ammonia-Water Vapor Absorption Refrigeration System-2 PDFErGiteshAroraОценок пока нет
- Cooltech PresentationДокумент12 страницCooltech PresentationCooltech ApplicationsОценок пока нет
- Performance Analysis of Refrigerator Using Water Cooled CondenserДокумент21 страницаPerformance Analysis of Refrigerator Using Water Cooled Condenserjaiminspatel127100% (1)
- Heat Engine LabДокумент19 страницHeat Engine LabAbul Lais NalbandОценок пока нет
- Lobe and Gear PumpsДокумент17 страницLobe and Gear PumpsCarl Angelo A. LiwanagОценок пока нет
- ThermExcel - Aeroduct USДокумент12 страницThermExcel - Aeroduct USTuankhanh DangОценок пока нет
- Rotary CompressorДокумент30 страницRotary CompressorSobhan PanditОценок пока нет
- Pump DesignДокумент10 страницPump DesignashokrangasamyОценок пока нет
- Mechanics of Fluids Question Bank PDFДокумент11 страницMechanics of Fluids Question Bank PDFSuresh Raju100% (2)
- RefrigerantsДокумент46 страницRefrigerantsNibedit NahakОценок пока нет
- Vapor-Compression Refrigeration CycleДокумент23 страницыVapor-Compression Refrigeration CycleJamshidОценок пока нет
- A Consumer Products Company Relies On Direct Mail Marketing Pieces As A Major Component of ItsДокумент14 страницA Consumer Products Company Relies On Direct Mail Marketing Pieces As A Major Component of ItsMd. Mujahidul IslamОценок пока нет
- SI Heat 4e Chap07 Lecture PDFДокумент30 страницSI Heat 4e Chap07 Lecture PDFYiu PhОценок пока нет
- Heat Transfer in The AtmosphereДокумент21 страницаHeat Transfer in The Atmosphereesthy angeliaОценок пока нет
- Design of Automated Hammering Machine ReportДокумент55 страницDesign of Automated Hammering Machine ReportBiruk Damtew Ze MerhabeteОценок пока нет
- Plate Type Heat Exchanger Project Report 5Документ26 страницPlate Type Heat Exchanger Project Report 5ParthivОценок пока нет
- Use in Air Conditioning: Air Conditioning Air Handling Units Sensible Heat Latent HeatДокумент7 страницUse in Air Conditioning: Air Conditioning Air Handling Units Sensible Heat Latent Heatprasha_patОценок пока нет
- Vapour Compression Refrigeration System-Alfred FranklinДокумент13 страницVapour Compression Refrigeration System-Alfred FranklinAlfred Franklin V83% (6)
- Chiller MCQДокумент3 страницыChiller MCQHibaОценок пока нет
- Pressure Variation in Static FluidДокумент30 страницPressure Variation in Static FluidManpreet LittОценок пока нет
- Brochure - Wheel and Desiccant OptionsДокумент8 страницBrochure - Wheel and Desiccant OptionsSelvaraji MuthuОценок пока нет
- Induced Draft Cooling Towers PDFДокумент78 страницInduced Draft Cooling Towers PDFHamid ArizОценок пока нет
- Thermodynamics LectureДокумент20 страницThermodynamics LectureLuisaGomesОценок пока нет
- Lecture On EvaporationДокумент56 страницLecture On EvaporationMuhammad Shuja ArshadОценок пока нет
- Refrigeration Midterm Exam ###Документ3 страницыRefrigeration Midterm Exam ###Patience LastyОценок пока нет
- Co2 AshraeДокумент62 страницыCo2 Ashraegreerush100% (1)
- Block Ice Plants: and The Automatic Ice Making Facilities: Plate Ice, Flake Ice, Tube Ice and Pulp IceДокумент6 страницBlock Ice Plants: and The Automatic Ice Making Facilities: Plate Ice, Flake Ice, Tube Ice and Pulp Icetiaan12345Оценок пока нет
- Mogaji and FapetuДокумент12 страницMogaji and FapetuRavikiran TatavarthyОценок пока нет
- Taj Kitchen Case StudyДокумент4 страницыTaj Kitchen Case StudySandeep GargОценок пока нет
- Hood Types: Enclosing Hoods Are Those in Which The Source Is Either Partially or Totally Enclosed To Provide TheДокумент11 страницHood Types: Enclosing Hoods Are Those in Which The Source Is Either Partially or Totally Enclosed To Provide TheSudhakar KarnanОценок пока нет
- Introduction of REfrigeratorДокумент45 страницIntroduction of REfrigeratorSantosh Ojha100% (2)
- What Is Heat TreatmentДокумент32 страницыWhat Is Heat TreatmentSoumyajit RoyОценок пока нет
- Pulse Tube RefrigeratorДокумент6 страницPulse Tube Refrigeratormuna222Оценок пока нет
- Definition:: Spur GearДокумент24 страницыDefinition:: Spur GearMuthuvel MОценок пока нет
- Moulding MachinesДокумент28 страницMoulding MachinesLakshmi KruthigaОценок пока нет
- Developing A Machine For Crushing Spider Conch ShellДокумент29 страницDeveloping A Machine For Crushing Spider Conch ShellJenny Jane Salve CarataoОценок пока нет
- Water TreatmentДокумент2 страницыWater TreatmentArren Joyce Jagna LannaoОценок пока нет
- Zero Liquid Discharge (ZLD) System Case StudyДокумент2 страницыZero Liquid Discharge (ZLD) System Case Studyhamid vahedil larijaniОценок пока нет
- RacДокумент26 страницRacgurunakhale123Оценок пока нет
- Advantages and Disadvantages of Truck TransportationДокумент2 страницыAdvantages and Disadvantages of Truck TransportationSherry ShuklaОценок пока нет
- 03 Refrigeration&Air Conditioning-1Документ50 страниц03 Refrigeration&Air Conditioning-1AmiОценок пока нет
- Dokumen - Tips - Chapter3 Forced ConvectionДокумент63 страницыDokumen - Tips - Chapter3 Forced ConvectionCHOYSON RIVERALОценок пока нет
- Refridgeration and AC SystemsДокумент22 страницыRefridgeration and AC SystemsApurva ArniОценок пока нет
- Shah 2005Документ11 страницShah 2005Ulfi KhabibahОценок пока нет
- How Does A Refrigerator WorkДокумент3 страницыHow Does A Refrigerator WorkrizkyyaagungОценок пока нет
- Vacuum Pump SizingДокумент1 страницаVacuum Pump SizingAhmad Saiful AnwarОценок пока нет
- Tube Ice Machine TB30TДокумент5 страницTube Ice Machine TB30TWisermenОценок пока нет
- Condenser DesignДокумент16 страницCondenser DesignMaria Jafar Khan100% (1)
- Vapour Compression Refrigeration CycleДокумент44 страницыVapour Compression Refrigeration CycleSayaliRewaleОценок пока нет
- Yu Ki Myat NoeДокумент26 страницYu Ki Myat NoeThaungShanHtet PalatarОценок пока нет
- Rac MPДокумент18 страницRac MPTRICKY MINDОценок пока нет
- Hulfinalppt 110927130618 Phpapp01Документ42 страницыHulfinalppt 110927130618 Phpapp01SayaliRewaleОценок пока нет
- Hindustan Unliver CompanyДокумент12 страницHindustan Unliver CompanySayaliRewaleОценок пока нет
- Index: Motives For Using The International Money & Capital MarketsДокумент1 страницаIndex: Motives For Using The International Money & Capital MarketsSayaliRewaleОценок пока нет
- Customer Relationship Management in Banks With Reference To Corporation BankДокумент58 страницCustomer Relationship Management in Banks With Reference To Corporation BankSayaliRewaleОценок пока нет
- Case Study Report On AutomobileДокумент18 страницCase Study Report On AutomobileSayaliRewaleОценок пока нет
- Portfolio ManagementДокумент40 страницPortfolio ManagementSayaliRewaleОценок пока нет
- Definition of ResearhДокумент12 страницDefinition of ResearhSayaliRewaleОценок пока нет
- Vapour Compression Refrigeration CycleДокумент44 страницыVapour Compression Refrigeration CycleSayaliRewaleОценок пока нет
- Foreign Exchange MarketДокумент40 страницForeign Exchange MarketSayaliRewaleОценок пока нет
- The Impact of Research On Decision-Making by Practitioners and ManagersДокумент18 страницThe Impact of Research On Decision-Making by Practitioners and ManagersSayaliRewaleОценок пока нет
- Characterisation of Soil ESCI 16-2-2012Документ102 страницыCharacterisation of Soil ESCI 16-2-2012Divya Tadepalli100% (1)
- Fandek Evaporative Cooling System: F F F F Fan An An An Andek Dek Dek Dek DekДокумент2 страницыFandek Evaporative Cooling System: F F F F Fan An An An Andek Dek Dek Dek DekCH1253Оценок пока нет
- Mapal 2016Документ416 страницMapal 2016isuntxoОценок пока нет
- Manual de Serviço PDFДокумент394 страницыManual de Serviço PDFMarcos Antonio de Souza JuniorОценок пока нет
- Datasheet Si-113 EN Ball Segment ValveДокумент8 страницDatasheet Si-113 EN Ball Segment ValveAnonymous ItzBhUGoiОценок пока нет
- BextexДокумент14 страницBextexBishawnath RoyОценок пока нет
- MSDS EmaxДокумент10 страницMSDS EmaxAnonymous mfKWzk1UОценок пока нет
- Tracer-AN Series: MPPT Solar Charge ControllerДокумент4 страницыTracer-AN Series: MPPT Solar Charge ControllerNkosilozwelo SibandaОценок пока нет
- NGO-CSR Internship Report TemplateДокумент4 страницыNGO-CSR Internship Report TemplatePriyanka Singh100% (1)
- REST Society For Research International: Rsri Membership Application FormДокумент1 страницаREST Society For Research International: Rsri Membership Application FormmeenasarathaОценок пока нет
- Global Sources - 2010 June - Home ProductsДокумент212 страницGlobal Sources - 2010 June - Home Productsdr_twiggyОценок пока нет
- Sony Video Camera Manual PDFДокумент118 страницSony Video Camera Manual PDFGary Hoehler100% (1)
- Colebrook EquationДокумент3 страницыColebrook EquationMuhammad Ghufran KhanОценок пока нет
- Man Ssa Ug en 0698Документ43 страницыMan Ssa Ug en 0698Andy LОценок пока нет
- BBRAUNДокумент9 страницBBRAUNLuis RosasОценок пока нет
- IEC 61439 - 2011 New Standard PDFДокумент21 страницаIEC 61439 - 2011 New Standard PDFSamsung JosephОценок пока нет
- CV hll3220cw Uke PSGДокумент17 страницCV hll3220cw Uke PSGczarownikivanovОценок пока нет
- Unit 49 Installing and Commissioning Engineering EquipmentДокумент13 страницUnit 49 Installing and Commissioning Engineering EquipmentSaifuddinHidayat100% (1)
- Brendan JoziasseДокумент2 страницыBrendan Joziasseapi-255977608Оценок пока нет
- Compact FlashДокумент9 страницCompact Flashenpr87reddyОценок пока нет
- 5th Kannada EvsДокумент256 страниц5th Kannada EvsnalinagcОценок пока нет
- Concrete Construction Article PDF - Site Casting Exposed Aggregate WallsДокумент1 страницаConcrete Construction Article PDF - Site Casting Exposed Aggregate WallssonofalexanderОценок пока нет
- Oct 15 Action Research PLT AgendaДокумент2 страницыOct 15 Action Research PLT Agendaapi-231962429Оценок пока нет
- Sir - 11 - 21 Rate List 2022Документ10 страницSir - 11 - 21 Rate List 2022akshayОценок пока нет
- Data0305 KX18DCДокумент3 страницыData0305 KX18DCAbdelhamid SammoudiОценок пока нет
- YAMAHA Blaster (Parts) PDFДокумент65 страницYAMAHA Blaster (Parts) PDFAlberto VegaОценок пока нет
- Template Extended-AbstractДокумент3 страницыTemplate Extended-AbstractGraita PurwitasariОценок пока нет
- Application of Pinnipedvibrissae To AeropropulsionДокумент31 страницаApplication of Pinnipedvibrissae To AeropropulsionShahzadОценок пока нет