Вам также может понравиться
- Stages of PlantДокумент3 страницыStages of PlantMuthuKumar Arunachalam100% (1)
- Engineering Economics: Modern Design ProcessДокумент10 страницEngineering Economics: Modern Design ProcessBenny BasitОценок пока нет
- Unit - 1Документ45 страницUnit - 1neel3745Оценок пока нет
- Ch1-Introduction Week1 PDFДокумент26 страницCh1-Introduction Week1 PDFميثة الغيثيةОценок пока нет
- Plant Design CHEN 451Документ42 страницыPlant Design CHEN 451lalitОценок пока нет
- Chapter-4 5th Year Economic and Financial Analysis PdeДокумент265 страницChapter-4 5th Year Economic and Financial Analysis PdeTolera NegashОценок пока нет
- Plant Design & Economics (2020-CH-243)Документ28 страницPlant Design & Economics (2020-CH-243)Hassan Bashir100% (1)
- Plant Design 2Документ42 страницыPlant Design 2Jaymee Delfinado100% (2)
- Chemical Engineering Economics: 6th Semester, B.Sc. Chemical Engineering Session 2015 Delivered byДокумент16 страницChemical Engineering Economics: 6th Semester, B.Sc. Chemical Engineering Session 2015 Delivered byNida TasneemОценок пока нет
- IntroductionДокумент38 страницIntroductionGoa Trip100% (1)
- MAF 635 LCC ReportДокумент10 страницMAF 635 LCC ReportTasha Derahman100% (1)
- Lect-04 Engineering Economics and ManagmentДокумент29 страницLect-04 Engineering Economics and ManagmentAnas SheikhОценок пока нет
- University of Engineering and Technology LahoreДокумент16 страницUniversity of Engineering and Technology LahorezeeshanОценок пока нет
- General Overall Design ConsiderationsДокумент4 страницыGeneral Overall Design ConsiderationsJuan Manuel Chavarria SoteloОценок пока нет
- SCH1403Документ122 страницыSCH1403Julius CagampangОценок пока нет
- Process Design and Development: Introduction To Chemical Engineering Plant DesignДокумент10 страницProcess Design and Development: Introduction To Chemical Engineering Plant DesignCenter of KnowledgeОценок пока нет
- Chemical Engineering Economics: 6th Semester, B.Sc. Chemical Engineering Session 2016 Delivered byДокумент16 страницChemical Engineering Economics: 6th Semester, B.Sc. Chemical Engineering Session 2016 Delivered byWajahat SiddiqueОценок пока нет
- Engineering Economics: by Lec. Junaid ArshadДокумент15 страницEngineering Economics: by Lec. Junaid ArshadMuhammad AwaisОценок пока нет
- Lec 11Документ19 страницLec 11RomilОценок пока нет
- Engineering Economics: by Atif KhanДокумент15 страницEngineering Economics: by Atif KhanJunaid YОценок пока нет
- SE-307-CHAPTER 1 Engineering Economic DecisionsДокумент16 страницSE-307-CHAPTER 1 Engineering Economic DecisionsMarlon SobrepeñaОценок пока нет
- Recent and Future Trends in Cost EstimationДокумент13 страницRecent and Future Trends in Cost EstimationArshika KumariОценок пока нет
- The Engineering Process: 1. Determination of ObjectivesДокумент12 страницThe Engineering Process: 1. Determination of ObjectivesMuhammad AwaisОценок пока нет
- Design ConsiderationДокумент86 страницDesign ConsiderationdaanОценок пока нет
- Chapter3 - Concurrent Engineering PDFДокумент15 страницChapter3 - Concurrent Engineering PDFSandeep GogadiОценок пока нет
- IE 111 Chapter 1Документ13 страницIE 111 Chapter 1incrediblesmile1234Оценок пока нет
- Process Engineer CVДокумент29 страницProcess Engineer CVcenter01Оценок пока нет
- 12 Phases of A Project ImplementationДокумент7 страниц12 Phases of A Project ImplementationIsd Bamb100% (1)
- Module 6 Lesson 1 Ce 104 Building Systems Design Converted - CompressДокумент11 страницModule 6 Lesson 1 Ce 104 Building Systems Design Converted - CompressCherry Mae LiteratusОценок пока нет
- Chemical Engineering Plant DesignДокумент35 страницChemical Engineering Plant DesignZamir Khan67% (6)
- Chemical Engineering Plant Design: Dr. M. Azam SaeedДокумент16 страницChemical Engineering Plant Design: Dr. M. Azam SaeedMuhammad BilalОценок пока нет
- Process Design and AnalysisДокумент20 страницProcess Design and AnalysisSaroj MishraОценок пока нет
- Salariya - Chemical Engineering Plant Design 1Документ35 страницSalariya - Chemical Engineering Plant Design 1vazzoleralex6884Оценок пока нет
- Eng 384 Managerial Econs 2023 25-4Документ240 страницEng 384 Managerial Econs 2023 25-4Mowarim FortuneОценок пока нет
- General Plant Cost EstimatingДокумент27 страницGeneral Plant Cost EstimatingAnand Gupta73% (11)
- Question 1 - Cost Vs DesignДокумент2 страницыQuestion 1 - Cost Vs DesignChee Fong MakeОценок пока нет
- VanderplaatsДокумент31 страницаVanderplaatsRuben ParedesОценок пока нет
- Design and Engineering KTU Module-3Документ14 страницDesign and Engineering KTU Module-3Naseel Ibnu AzeezОценок пока нет
- Basics of High Pressure Measuring and Regulating Station DesignДокумент10 страницBasics of High Pressure Measuring and Regulating Station DesignVRIMSAОценок пока нет
- 6 Process Design Development PDFДокумент15 страниц6 Process Design Development PDFtanveer arshadОценок пока нет
- Engineering Economy - Lecture 1Документ15 страницEngineering Economy - Lecture 1Patty Seyo0% (1)
- Introduction PLDДокумент6 страницIntroduction PLDurmaleОценок пока нет
- Life Cycle Costing TheoryДокумент6 страницLife Cycle Costing TheoryVikas SinghОценок пока нет
- Value EngineeringДокумент36 страницValue EngineeringprhondaОценок пока нет
- Introduction To Chemical Process Design EngineeringДокумент4 страницыIntroduction To Chemical Process Design Engineeringankur2061100% (1)
- Notes - ValueEngineeringManual2012Документ64 страницыNotes - ValueEngineeringManual2012adshahidОценок пока нет
- Null 1Документ15 страницNull 1Mohamed Abashar MusmarОценок пока нет
- Lecure-1 &2Документ27 страницLecure-1 &2Anusha DesaiОценок пока нет
- Process and Plant DesignДокумент27 страницProcess and Plant DesignRicardo KhalidОценок пока нет
- Analysis of Cost Estimating Through Concurrent Engineering Environment Through Life Cycle AnalysisДокумент10 страницAnalysis of Cost Estimating Through Concurrent Engineering Environment Through Life Cycle AnalysisEmdad YusufОценок пока нет
- Totally SpiceДокумент10 страницTotally SpicelevyaiiОценок пока нет
- Systems Engineering: Systems Engineering Is An Interdisciplinary Field of Engineering That Focuses On HowДокумент14 страницSystems Engineering: Systems Engineering Is An Interdisciplinary Field of Engineering That Focuses On HowBraylynBarracaОценок пока нет
- 382 Winston Cap3 Introduction To Linear ProgrammingДокумент41 страница382 Winston Cap3 Introduction To Linear Programminghayelom gebremikaelОценок пока нет
- Engineering Economics: Ali SalmanДокумент17 страницEngineering Economics: Ali SalmanJunaid YОценок пока нет
- Cpde 2Документ24 страницыCpde 2Abdul HaseebОценок пока нет
- Competitive Pricing of Process PlantsДокумент8 страницCompetitive Pricing of Process Plantsvazzoleralex6884Оценок пока нет
- Career Change From Real Estate to Oil and Gas ProjectsОт EverandCareer Change From Real Estate to Oil and Gas ProjectsРейтинг: 5 из 5 звезд5/5 (1)
- Ethylene Oxide: Guidelines For The Distribution of / Third Revision 2004Документ68 страницEthylene Oxide: Guidelines For The Distribution of / Third Revision 2004jorgettci100% (2)
- Chapter 6 Fires and ExplosionsДокумент29 страницChapter 6 Fires and ExplosionsmohammedОценок пока нет
- Chen4352 PDC Lab ManualДокумент26 страницChen4352 PDC Lab ManualmohammedОценок пока нет
- Uses+Manufacturing info+WW PDДокумент7 страницUses+Manufacturing info+WW PDmohammedОценок пока нет
- Ethylene Oxide AppДокумент2 страницыEthylene Oxide AppSyifa AnggrainiОценок пока нет
- Chapter 6 Chemical Reaction EquilbrumДокумент22 страницыChapter 6 Chemical Reaction EquilbrummohammedОценок пока нет
- Ethylene Oxide: Guidelines For The Distribution of / Third Revision 2004Документ68 страницEthylene Oxide: Guidelines For The Distribution of / Third Revision 2004jorgettci100% (2)
- Chapter 1 IntroductionДокумент37 страницChapter 1 IntroductionmohammedОценок пока нет
- EO An Essential Raw Material For Many Important ProductsДокумент1 страницаEO An Essential Raw Material For Many Important ProductsmohammedОценок пока нет
- Chapter 1 IntroductionДокумент37 страницChapter 1 IntroductionmohammedОценок пока нет
- Chapter 3 Industrial Hygiene RevisedДокумент46 страницChapter 3 Industrial Hygiene Revisedmohammed100% (1)
- Four Significant DisastersДокумент9 страницFour Significant DisastersmohammedОценок пока нет
- Zone Valve AlarmДокумент5 страницZone Valve Alarmaditarian .pОценок пока нет
- TDP-502 Water Piping and PumpsДокумент63 страницыTDP-502 Water Piping and PumpsAmr HeshamОценок пока нет
- Reduction of Air and Noise Pollution by Aqua Silencer: Name: Arpit Pande USN: 1CR16ME020 Section: 6 "A"Документ7 страницReduction of Air and Noise Pollution by Aqua Silencer: Name: Arpit Pande USN: 1CR16ME020 Section: 6 "A"Shobhit KushwahaОценок пока нет
- Hyd Book 11Документ300 страницHyd Book 11hanifpanjaОценок пока нет
- CV Sandulache SorinДокумент3 страницыCV Sandulache SorinSandulache CeraselaОценок пока нет
- Section: Heater Air ConditionerДокумент116 страницSection: Heater Air ConditionerHarvian S. - ESSENTIA TIОценок пока нет
- Pamphlet 163-Hydrochloric Acid Storage and Piping SystemsДокумент57 страницPamphlet 163-Hydrochloric Acid Storage and Piping SystemsZain Ali100% (1)
- Acid SupplierДокумент25 страницAcid Supplierwantot86Оценок пока нет
- General Structural Notes Drawing List: Sheet Title Sheet NoДокумент7 страницGeneral Structural Notes Drawing List: Sheet Title Sheet NoAzllina Anuar100% (1)
- D2444-99 (2010) Standard Test Method For DeterminatДокумент9 страницD2444-99 (2010) Standard Test Method For Determinatjavier perezОценок пока нет
- KIL3012 - WEEK 3 - 24.9.19 (Student Copy)Документ84 страницыKIL3012 - WEEK 3 - 24.9.19 (Student Copy)EdОценок пока нет
- Scope of Work PRДокумент19 страницScope of Work PRJEYES BELMEN100% (1)
- L404F, T, V Pressuretrol Controllers: FeaturesДокумент8 страницL404F, T, V Pressuretrol Controllers: FeaturesGabriel BustamanteОценок пока нет
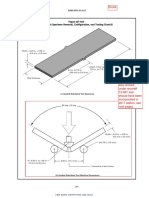
- Figure QF-463 Bend Test Specimen Removal, Configuration, and Testing (Cont'd)Документ7 страницFigure QF-463 Bend Test Specimen Removal, Configuration, and Testing (Cont'd)Gangadhar SahuОценок пока нет
- Receiving Material Procedure (Done) (Sudah Direvisi)Документ8 страницReceiving Material Procedure (Done) (Sudah Direvisi)Hardika SambilangОценок пока нет
- 12e. Particular Specs (Plumbing)Документ42 страницы12e. Particular Specs (Plumbing)VISHAL SINGHОценок пока нет
- Bondstrand - Instructions For Butt and Strap JointsДокумент2 страницыBondstrand - Instructions For Butt and Strap Jointsao185029Оценок пока нет
- Side by Side Refrigerator: Owner'S ManualДокумент27 страницSide by Side Refrigerator: Owner'S ManualSilomo-saka MambaОценок пока нет
- Astm A860Документ5 страницAstm A860HenryZambranoОценок пока нет
- Piping Codes and Standards - The Piping Engineering BlogДокумент5 страницPiping Codes and Standards - The Piping Engineering BlogSalman KhanОценок пока нет
- A3a PDFДокумент7 страницA3a PDFJaved MohammedОценок пока нет
- Steam Bowing Procedure of Stage # 1Документ18 страницSteam Bowing Procedure of Stage # 1Waleed HashimОценок пока нет
- Check Valve Nozzle Non - SlamДокумент16 страницCheck Valve Nozzle Non - SlamPatricio AcuñaОценок пока нет
- IBS Hollow Core Slab InfoДокумент4 страницыIBS Hollow Core Slab InfoSiti AsmahaniОценок пока нет
- Lg968 Wheel Loader Parts Catalog: Shandong Lingong Construction Machinery Co.,LtdДокумент128 страницLg968 Wheel Loader Parts Catalog: Shandong Lingong Construction Machinery Co.,LtdHongwei Zhang100% (1)
- Khc3b4ng De1baa7u Catalog HC E102v DSP General RevisionДокумент10 страницKhc3b4ng De1baa7u Catalog HC E102v DSP General RevisionBánh Cuốn Tôm ThịtОценок пока нет
- Stainless Round TubeДокумент2 страницыStainless Round Tubebrianchen06Оценок пока нет
- 7 Safety InstructionДокумент57 страниц7 Safety Instructionbelaye bekeleОценок пока нет
- Proline Prosonic Flow P 500: For Maximum Performance in Confined Spaces Thanks To Brand-New Flowdc FunctionДокумент8 страницProline Prosonic Flow P 500: For Maximum Performance in Confined Spaces Thanks To Brand-New Flowdc FunctionMaximiliano Ezequiel MuñozОценок пока нет
- The Importance of PTFE - FEP - PFA Polymer Lined Pipes and Fittings in Chemical Process Industry - Sigma Polymers EnggДокумент5 страницThe Importance of PTFE - FEP - PFA Polymer Lined Pipes and Fittings in Chemical Process Industry - Sigma Polymers EnggAnonymous jlLBRMAr3OОценок пока нет