Вам также может понравиться
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Utp1 Pptnew 090311180643 Phpapp01Документ44 страницыUtp1 Pptnew 090311180643 Phpapp01lakshmichandranath889Оценок пока нет
- CNC ProgrammingДокумент48 страницCNC Programminglakshmichandranath889Оценок пока нет
- ASME Y14.24-2012 - Types and Applications of Engineering Drawings (2012)Документ12 страницASME Y14.24-2012 - Types and Applications of Engineering Drawings (2012)lakshmichandranath889Оценок пока нет
- PBT mt11060 nx2 GДокумент368 страницPBT mt11060 nx2 Glakshmichandranath889Оценок пока нет
- NX9 CAM Whats New V1Документ49 страницNX9 CAM Whats New V1lakshmichandranath889100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Emisiones Anhidrido Ftalico PDFДокумент7 страницEmisiones Anhidrido Ftalico PDFpilo8829100% (1)
- Abb PDFДокумент24 страницыAbb PDFFreddy Mauricio LucayОценок пока нет
- DokaДокумент23 страницыDokaKarthik U WCFAОценок пока нет
- Refrigeration and Cooling ManualДокумент15 страницRefrigeration and Cooling ManualGrundfosEgyptОценок пока нет
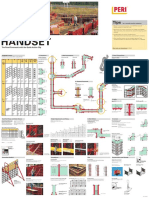
- HANDSET - Poster Idioma InglesДокумент3 страницыHANDSET - Poster Idioma InglesJuan Francisco Mora ZeladaОценок пока нет
- IDB - DOAS Submittal Rev2Документ78 страницIDB - DOAS Submittal Rev2Jamie CheОценок пока нет
- ARB220CW Tech SheetДокумент2 страницыARB220CW Tech SheetJohn TrippОценок пока нет
- List of Activity For HIRA Prep As Per ISO45001Документ6 страницList of Activity For HIRA Prep As Per ISO45001Mohammad ArifОценок пока нет
- Pour CardДокумент2 страницыPour Cardsuchendra singhОценок пока нет
- Honeywell - 63-2515 - ML7421 - Data Sheet PDFДокумент8 страницHoneywell - 63-2515 - ML7421 - Data Sheet PDFMarcello PorrinoОценок пока нет
- Cryoseal: Liquid Nitrogen Containers (Dewars) : Also Available 340/550 Liters Bulk Storage ContainersДокумент2 страницыCryoseal: Liquid Nitrogen Containers (Dewars) : Also Available 340/550 Liters Bulk Storage ContainersDr. Awanish MishraОценок пока нет
- Cooling SystemДокумент8 страницCooling SystemRâdển Mẳs SựryọỡОценок пока нет
- Manufacturing Assignment 3: Steel Rolling ProcessДокумент5 страницManufacturing Assignment 3: Steel Rolling ProcessSrinivasan SridharanОценок пока нет
- Carregadeira LiebherrДокумент17 страницCarregadeira Liebherrsanches pita100% (5)
- Acetone ApplicationДокумент3 страницыAcetone Applicationchem_ta100% (1)
- Epoxy CuringДокумент8 страницEpoxy CuringUrban Renewal Development100% (1)
- 3电气与信息系统L936L938ENGLISH PDFДокумент62 страницы3电气与信息系统L936L938ENGLISH PDFadelmomoura100% (1)
- Drveni Zidovi PDFДокумент35 страницDrveni Zidovi PDFMartinJankovićОценок пока нет
- Arvedi Brief Presentation Modernisation ProgrammeДокумент30 страницArvedi Brief Presentation Modernisation ProgrammeKetnipha SukwannawitОценок пока нет
- Code 1 WPS Rev 0 PDFДокумент18 страницCode 1 WPS Rev 0 PDFEarl HarbertОценок пока нет
- Additive ManufacturingДокумент27 страницAdditive Manufacturinglorraine SandyОценок пока нет
- Analysis of Pulse Width ModulationДокумент8 страницAnalysis of Pulse Width ModulationMolyna UlfahОценок пока нет
- Project: 4 Doors Duplex Type Boarding House: Item Materials Qty. Unit U/P AmountДокумент4 страницыProject: 4 Doors Duplex Type Boarding House: Item Materials Qty. Unit U/P AmountReynaldo PesqueraОценок пока нет
- Astm D 6634-01 (2006)Документ14 страницAstm D 6634-01 (2006)Luis Alberto CalisayaОценок пока нет
- Comparison of Costs - Chlorine Gas Versus Hypochlorites: Application 1Документ4 страницыComparison of Costs - Chlorine Gas Versus Hypochlorites: Application 1fatsoe1Оценок пока нет
- Mil DTL 17849FДокумент23 страницыMil DTL 17849FOm Parkash SharmaОценок пока нет
- Polymer Processing Design Week 1Документ53 страницыPolymer Processing Design Week 1Abdul RahmanОценок пока нет
- Siemens PLM NX CAM 2 5 Axis Milling Add On Fs Tcm1023 118151Документ2 страницыSiemens PLM NX CAM 2 5 Axis Milling Add On Fs Tcm1023 118151rasgeetsinghОценок пока нет
- Argus General Brochure V8Документ20 страницArgus General Brochure V8danieldayettddОценок пока нет
- Batch Dyeing Process, Batch Dyeing Process For Textiles, Process of Batch DyeingДокумент3 страницыBatch Dyeing Process, Batch Dyeing Process For Textiles, Process of Batch DyeingVipin Singh KandholОценок пока нет