Вам также может понравиться
- Aspen Plus 11.1 User Guide PDFДокумент928 страницAspen Plus 11.1 User Guide PDFAfzaalUmair100% (1)
- Batch Distillation ExperimentsДокумент29 страницBatch Distillation Experimentsytconstance50% (4)
- Ferrous and Non Ferrous Materials - Dr. ChalimbaДокумент61 страницаFerrous and Non Ferrous Materials - Dr. ChalimbaTadala Angella GomondaОценок пока нет
- Batch Distillation - Lab ReportДокумент21 страницаBatch Distillation - Lab ReportAngelica Joyce Benito100% (1)
- Principles of HydrotherapyДокумент21 страницаPrinciples of Hydrotherapyvaishali jagtap100% (6)
- PNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGОт EverandPNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGОценок пока нет
- Working Guide to Vapor-Liquid Phase Equilibria CalculationsОт EverandWorking Guide to Vapor-Liquid Phase Equilibria CalculationsРейтинг: 5 из 5 звезд5/5 (1)
- Distillation PrinciplesДокумент71 страницаDistillation PrinciplesRaghu Kohli100% (1)
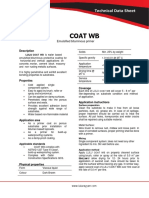
- Technical Data Sheet for Emulsified Bituminous PrimerДокумент2 страницыTechnical Data Sheet for Emulsified Bituminous Primerhandhammer qatarОценок пока нет
- Distillation FundamentalsДокумент111 страницDistillation FundamentalsRadhi Abdullah100% (1)
- Exp 06 - Distillation ColumnДокумент11 страницExp 06 - Distillation ColumnAli AhmadОценок пока нет
- Bubble Cap Plate For Distillation ColumnДокумент26 страницBubble Cap Plate For Distillation Columnsanjukec100% (2)
- DistillationДокумент124 страницыDistillationasharab70100% (1)
- Fractional Distillation Lab ReportДокумент7 страницFractional Distillation Lab ReportOmar AlasОценок пока нет
- Optimize Batch Distillation V2Документ6 страницOptimize Batch Distillation V2Ajaykumar TiwariОценок пока нет
- Astm E1269 Standard Test Method For CP by DSCДокумент6 страницAstm E1269 Standard Test Method For CP by DSCWMJОценок пока нет
- DistillationДокумент26 страницDistillationRafique Ahmed AbroОценок пока нет
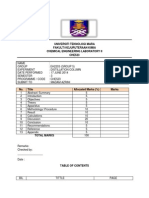
- Universiti Teknologi Mara Fakulti Kejuruteraan Kimia Chemical Engineering Laboratory Ii CHE523Документ14 страницUniversiti Teknologi Mara Fakulti Kejuruteraan Kimia Chemical Engineering Laboratory Ii CHE523Heather Jarvis100% (2)
- Operation Distilation Tools OkeДокумент75 страницOperation Distilation Tools Okeali budiantoОценок пока нет
- Formulation Development and Evaluation of Sustained Release Tablets of AceclofenacДокумент128 страницFormulation Development and Evaluation of Sustained Release Tablets of Aceclofenacraju narayana padala0% (1)
- Report Distillation ColumnДокумент20 страницReport Distillation ColumnAzam Najmi33% (3)
- 8-Plant Design - Separation Units Part 4Документ189 страниц8-Plant Design - Separation Units Part 4MrHemFunОценок пока нет
- Distillation Column Lab ExperimentДокумент5 страницDistillation Column Lab Experimentbigtommyk_0475% (4)
- Distillation Column ExperimentДокумент18 страницDistillation Column ExperimentKino Tel Lok100% (1)
- Batch and Semi-batch Reactors: Practical Guides in Chemical EngineeringОт EverandBatch and Semi-batch Reactors: Practical Guides in Chemical EngineeringОценок пока нет
- Distillation Column Experiments: Pressure Drop & Composition AnalysisДокумент14 страницDistillation Column Experiments: Pressure Drop & Composition AnalysisWahida Shukori67% (3)
- Batch Reactive DistillationДокумент7 страницBatch Reactive DistillationChalmer BelaroОценок пока нет
- BATCH DISTILLATION OPTIMIZATIONДокумент9 страницBATCH DISTILLATION OPTIMIZATIONZeny NaranjoОценок пока нет
- Sieve Plate Distillation ExperimentДокумент18 страницSieve Plate Distillation ExperimentAmoluck BhatiaОценок пока нет
- Ayat PDFДокумент13 страницAyat PDFMariam AliОценок пока нет
- Continuous Rectification Laboratory ReportДокумент25 страницContinuous Rectification Laboratory ReportaytajОценок пока нет
- Distillation Lab Manual PDFДокумент12 страницDistillation Lab Manual PDFIdil DoreОценок пока нет
- Lab Cheat Sheet, Distill and ArtificalДокумент5 страницLab Cheat Sheet, Distill and ArtificalFarhan M JafrIОценок пока нет
- Murphy DisДокумент19 страницMurphy DisMurphy MofeОценок пока нет
- MANIPAL UNIVERSITY JAIPUR Sieve Plate Distillation Column ExperimentДокумент5 страницMANIPAL UNIVERSITY JAIPUR Sieve Plate Distillation Column ExperimentAmoluck BhatiaОценок пока нет
- CHE501V1 Group#4PUEBLASdistillationДокумент8 страницCHE501V1 Group#4PUEBLASdistillationChris Thel MayОценок пока нет
- Sieve Tray Distillation ExperimentДокумент3 страницыSieve Tray Distillation ExperimentKirah Kasnan100% (1)
- CFD Simulation of Hydrodynamics in Sieve Tray Distillation ColumnsДокумент3 страницыCFD Simulation of Hydrodynamics in Sieve Tray Distillation ColumnsShivam RathourОценок пока нет
- Separation Processes Lab ReportДокумент15 страницSeparation Processes Lab ReportArslanQureshi0% (1)
- Module-4: by Pandurangan.K Assistant Professor Senior VIT VelloreДокумент51 страницаModule-4: by Pandurangan.K Assistant Professor Senior VIT VelloreUrvaОценок пока нет
- AstДокумент33 страницыAstpradip katariyaОценок пока нет
- Sieve Plate Distillation ExperimentДокумент6 страницSieve Plate Distillation ExperimentBonner NuwagabaОценок пока нет
- Simple and Fractional DistillationДокумент6 страницSimple and Fractional Distillationralph_ong230% (1)
- Distillation ColumnДокумент32 страницыDistillation ColumnTatiana RosarioОценок пока нет
- Distillation Column: PrincipleДокумент3 страницыDistillation Column: PrincipleShivam RathourОценок пока нет
- Liquid LiquidДокумент8 страницLiquid LiquidAnonymous b9fcR5Оценок пока нет
- Batch Distillation: Group 7 Errynne Yanza Hosleck Galasinao Aron BalinesДокумент18 страницBatch Distillation: Group 7 Errynne Yanza Hosleck Galasinao Aron BalinesAron BalinesОценок пока нет
- Distillation Column Full Report For CPE554Документ13 страницDistillation Column Full Report For CPE554WanArifinОценок пока нет
- CheДокумент15 страницChenelsonОценок пока нет
- Equilibrium Separation ColumnsДокумент18 страницEquilibrium Separation ColumnsluckshimiОценок пока нет
- Batch DistillationДокумент14 страницBatch DistillationAnonymous b9fcR50% (1)
- Distillation Separates Liquid MixturesДокумент13 страницDistillation Separates Liquid MixturesSanthosh KumarОценок пока нет
- Sieve Plate Distillation Column - Lab ReportДокумент4 страницыSieve Plate Distillation Column - Lab ReportShrankhla NaryaОценок пока нет
- Distillation: By: Eko Ariyanto, ST., MchemengДокумент91 страницаDistillation: By: Eko Ariyanto, ST., MchemengMubarik AliОценок пока нет
- Separating Mixtures Volatility Unit Operation Chemical ReactionДокумент18 страницSeparating Mixtures Volatility Unit Operation Chemical ReactionmalavurОценок пока нет
- Applied DISTILLATION ADDEDДокумент7 страницApplied DISTILLATION ADDEDSidra YousafОценок пока нет
- Distillation: Dr. Khalid Mahmood SHMTДокумент30 страницDistillation: Dr. Khalid Mahmood SHMTIqra MubeenОценок пока нет
- Fse DistillationДокумент5 страницFse DistillationShannel Audrey BadlisОценок пока нет
- Introduction PTДокумент5 страницIntroduction PTwakОценок пока нет
- Evaporation: Types of EvaporatorsДокумент9 страницEvaporation: Types of EvaporatorsDr-Khalid Al-ShemmariОценок пока нет
- Mass Transfer Lab Presentation: By-Shubham Sachan Rajdeep Singh Shashwat Tiwari Sahil YadavДокумент21 страницаMass Transfer Lab Presentation: By-Shubham Sachan Rajdeep Singh Shashwat Tiwari Sahil Yadavbadshah sharmaОценок пока нет
- Continious DistillationДокумент15 страницContinious DistillationRavindraRawatОценок пока нет
- Continuous Distillation ExperimentДокумент12 страницContinuous Distillation ExperimentRavindraRawatОценок пока нет
- Final Souvenir ChEmference-2010Документ113 страницFinal Souvenir ChEmference-2010RavindraRawatОценок пока нет
- Packed N Fluidized BedДокумент6 страницPacked N Fluidized BedhariprakavОценок пока нет
- EthylbenzeneДокумент9 страницEthylbenzeneDany LopezОценок пока нет
- Selected Questions On Chapter 4 Reactions in Aqueous Solutions Circle The Correct AnswerДокумент15 страницSelected Questions On Chapter 4 Reactions in Aqueous Solutions Circle The Correct AnswerRola FikriОценок пока нет
- Panduan Troli EmergencyДокумент3 страницыPanduan Troli EmergencyTukiyemОценок пока нет
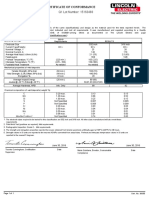
- Certificate of Conformance: Q1 Lot Number: 15163483Документ1 страницаCertificate of Conformance: Q1 Lot Number: 15163483interx00Оценок пока нет
- I-V Characterization of Tunnel Diodes and Multojunction Solar CellsДокумент7 страницI-V Characterization of Tunnel Diodes and Multojunction Solar CellsMaura MusioОценок пока нет
- AIATS Practise Paper-01 AnalysisДокумент111 страницAIATS Practise Paper-01 AnalysisC R Ramsakha100% (1)
- Notice IchloreДокумент228 страницNotice IchloreHervé MunozОценок пока нет
- Emperical and Molecular FormulaДокумент58 страницEmperical and Molecular FormulaAl-Rajhi PumbayaОценок пока нет
- Safety Management in Oil & Gas Industry ReportДокумент10 страницSafety Management in Oil & Gas Industry ReportZayn AhmedОценок пока нет
- Genei: Latex Agglutination Teaching Kit ManualДокумент7 страницGenei: Latex Agglutination Teaching Kit ManualNidhi LashkariОценок пока нет
- 01 January 2024 Daily Current Affairs QuizДокумент4 страницы01 January 2024 Daily Current Affairs QuizUttam PutelОценок пока нет
- Jackman 1996Документ66 страницJackman 199612545343Оценок пока нет
- 1D Nano Porous Silicon Optical Sensor Detects Methyl ParathionДокумент7 страниц1D Nano Porous Silicon Optical Sensor Detects Methyl ParathionhesoyamyecgaaaОценок пока нет
- Convincing Worldwide: HERMETIC Pumps in The Refrigeration IndustryДокумент28 страницConvincing Worldwide: HERMETIC Pumps in The Refrigeration IndustryJose Ignacio Figueroa CortesОценок пока нет
- React Rite Na-MBT50Документ2 страницыReact Rite Na-MBT50seditionaryОценок пока нет
- As Chemistry Practical Booklet 2020-2021: NAME: - CLASS - TEACHERДокумент9 страницAs Chemistry Practical Booklet 2020-2021: NAME: - CLASS - TEACHERPaul MurrayОценок пока нет
- T06002.006 Viva E System Onsite Training Workbook Eff Date 09-13-21Документ66 страницT06002.006 Viva E System Onsite Training Workbook Eff Date 09-13-21Zitouni LamineОценок пока нет
- Investigations On Fouling Rate in Convective BundlesДокумент11 страницInvestigations On Fouling Rate in Convective BundlesAnitha Kumari SivathanuОценок пока нет
- Water TreatmentДокумент18 страницWater TreatmentJayce Teo Wei WenОценок пока нет
- Equipment for Drilling Fluid Laboratory TestingДокумент14 страницEquipment for Drilling Fluid Laboratory TestingAlok SinghОценок пока нет
- ALM Refrigeration Air DryerДокумент34 страницыALM Refrigeration Air DryerJunaid AhmedОценок пока нет
- 12.co Ordination CompoundsExerciseДокумент34 страницы12.co Ordination CompoundsExerciseMaster Of HakingОценок пока нет
- Failure Analysis of Metal Alloy Propeller Shafts: SciencedirectДокумент4 страницыFailure Analysis of Metal Alloy Propeller Shafts: SciencedirectAfiq IkhwanОценок пока нет
- PLD 105Документ8 страницPLD 105madx44Оценок пока нет
- Spectrofotometru SpectroDirect (De La Lovibond)Документ360 страницSpectrofotometru SpectroDirect (De La Lovibond)FlaviusОценок пока нет
- Henkel Industrial Solutions Surface Treatment Selector GuideДокумент2 страницыHenkel Industrial Solutions Surface Treatment Selector GuideMax JunghannsОценок пока нет