Вам также может понравиться
- Process Piping Inspection Procedure Rev.2 PDFДокумент34 страницыProcess Piping Inspection Procedure Rev.2 PDFLevi Porter100% (6)
- OTC 16198 Design and Conversion of FPSO MystrasДокумент18 страницOTC 16198 Design and Conversion of FPSO Mystrassegunoyes100% (1)
- FPSO-FSO State of The ArtДокумент12 страницFPSO-FSO State of The Artjsouza16Оценок пока нет
- Statoil PPT On Fpso DesignДокумент44 страницыStatoil PPT On Fpso Designcxb0716467% (3)
- Natural Gas Liquefaction Technology For Floating LNG FacilitiesДокумент12 страницNatural Gas Liquefaction Technology For Floating LNG FacilitieshortalemosОценок пока нет
- Gow Strategy Review March 2011Документ15 страницGow Strategy Review March 2011Shraddha GhagОценок пока нет
- Jubilee Field Eia Chapter 4 Pt1Документ42 страницыJubilee Field Eia Chapter 4 Pt1rinshonsanОценок пока нет
- FPSO Standards and Recommended Practices May 2001 ABSДокумент6 страницFPSO Standards and Recommended Practices May 2001 ABSseantbtОценок пока нет
- Slug Catchers in Natural Gas ProductionДокумент64 страницыSlug Catchers in Natural Gas ProductionjmpandolfiОценок пока нет
- OTC13999 Development For A Deep Sea FPSO Suitable For The GoMДокумент8 страницOTC13999 Development For A Deep Sea FPSO Suitable For The GoMAnil ChananaОценок пока нет
- Total Spe PapersДокумент175 страницTotal Spe PapersKemal ArthurОценок пока нет
- Turret Operations in North Sea Statoil and AkersolutionДокумент9 страницTurret Operations in North Sea Statoil and Akersolutioncxb07164Оценок пока нет
- OTC 18381 Flow-Assurance Field Solutions (Keynote) : Are We There Yet?Документ3 страницыOTC 18381 Flow-Assurance Field Solutions (Keynote) : Are We There Yet?lulalala8888Оценок пока нет
- Fpso Redeployment StudyДокумент23 страницыFpso Redeployment StudyMadhana GopalОценок пока нет
- 04 Hamworthy - Stein ThorsagerДокумент38 страниц04 Hamworthy - Stein ThorsagerRoozbeh PОценок пока нет
- Heat Transfer in Olga 2000Документ11 страницHeat Transfer in Olga 2000Akin MuhammadОценок пока нет
- Fpso OtcДокумент7 страницFpso OtcMartinus LuckyantoОценок пока нет
- Considerations in Designing Multiphase Flow LinesДокумент8 страницConsiderations in Designing Multiphase Flow LinesCuando la dictadura es un hecho, la Revolución es un derechoОценок пока нет
- K34 Flow Assurance ReportДокумент137 страницK34 Flow Assurance ReportkiranОценок пока нет
- Proven Methods For Design and Operation of Gas Plant Liquid Slug Catching Equipment Gpa 2001 PDFДокумент33 страницыProven Methods For Design and Operation of Gas Plant Liquid Slug Catching Equipment Gpa 2001 PDFace4200100% (1)
- HTTP Fpso - Olf.no 21625Документ27 страницHTTP Fpso - Olf.no 21625thlim19078656Оценок пока нет
- 2006 OA On The Execution of A Fast-Track Disconnectable FPSOДокумент25 страниц2006 OA On The Execution of A Fast-Track Disconnectable FPSOUthanmalliah NagarajanОценок пока нет
- FPSOДокумент143 страницыFPSORagunath KarthickОценок пока нет
- GTDALBДокумент154 страницыGTDALBWilson KooОценок пока нет
- FPSO SimposiumДокумент34 страницыFPSO SimposiumrodrigoperezsimoneОценок пока нет
- Parque Das Conchas - Special EditionДокумент72 страницыParque Das Conchas - Special EditionduduqueОценок пока нет
- Background: 1 Slugging Caused by PiggingДокумент33 страницыBackground: 1 Slugging Caused by PiggingGary Jones100% (1)
- Produced Water in Oil ReservoirДокумент12 страницProduced Water in Oil ReservoirGiovanni BenvegnaОценок пока нет
- FPSOДокумент6 страницFPSONatanael ZangerolamoОценок пока нет
- l6 Flow Assurance - 15pagesДокумент16 страницl6 Flow Assurance - 15pagesAdetula Bamidele Opeyemi100% (1)
- Otc19676 SurfДокумент0 страницOtc19676 SurfAnonymous OFP2ygPIdОценок пока нет
- Early Production FacilityДокумент2 страницыEarly Production FacilitySenthilkumar PragasamОценок пока нет
- 0415 RiserPoster 032315 Final.5cf68e0c62dee PDFДокумент1 страница0415 RiserPoster 032315 Final.5cf68e0c62dee PDFFernando Jimenez ChillonОценок пока нет
- Aasta Hansteen Info-01Документ37 страницAasta Hansteen Info-01Panneer Selvam EaswaranОценок пока нет
- FPSO Design and Conversion-A Designer ApproachДокумент21 страницаFPSO Design and Conversion-A Designer ApproachDzakyHaidar100% (1)
- Guyana Offshore A Potential Dead EndДокумент4 страницыGuyana Offshore A Potential Dead EndMillan A. EОценок пока нет
- Dynamic Simulation For FLNG OperationДокумент24 страницыDynamic Simulation For FLNG OperationKong LingweiОценок пока нет
- NC3 NC8 - (PTRC)Документ17 страницNC3 NC8 - (PTRC)Qusairy Abdul Rahman100% (1)
- Caspian OilДокумент44 страницыCaspian OilprakharsrkrОценок пока нет
- Flow Assurance SolutionsДокумент1 страницаFlow Assurance SolutionsRoo FaОценок пока нет
- Flow Assurance For Subsea Tie BacksДокумент18 страницFlow Assurance For Subsea Tie BacksDaniel InemughaОценок пока нет
- 2010 Hydrodynamic SluggingДокумент16 страниц2010 Hydrodynamic Sluggingwiwiz2000Оценок пока нет
- 01 - Design and Development of Gas-Liquid Cylindrical Cyclone Compact PDFДокумент32 страницы01 - Design and Development of Gas-Liquid Cylindrical Cyclone Compact PDFLuis ZapataОценок пока нет
- FPSOДокумент156 страницFPSOmusaveerОценок пока нет
- SPE-185892-MS ESP-DST Well Testing in A Complex Reservoir in The Barents Sea: Establishing New Methodologies and Lessons LearnedДокумент19 страницSPE-185892-MS ESP-DST Well Testing in A Complex Reservoir in The Barents Sea: Establishing New Methodologies and Lessons LearnedAli100% (1)
- FPSO TrendsДокумент15 страницFPSO TrendsMarios Dias100% (2)
- FPSO CSR Field TripДокумент44 страницыFPSO CSR Field TripRengaNathanKОценок пока нет
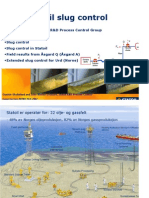
- STATOIL-Slug ControlДокумент28 страницSTATOIL-Slug Controlviswalng100% (1)
- SNAME Nov 2008 Whiterose - Phil ClarkДокумент51 страницаSNAME Nov 2008 Whiterose - Phil ClarkYan KhaiОценок пока нет
- Fpso Con03Документ16 страницFpso Con03Burose KhanОценок пока нет
- Challenges During Operation and Shutdown of Waxy Crude PipelinesДокумент13 страницChallenges During Operation and Shutdown of Waxy Crude PipelinesJesseОценок пока нет
- Deep Sea MooringДокумент20 страницDeep Sea MooringsujitОценок пока нет
- Intoduction of FPSO 01Документ8 страницIntoduction of FPSO 01muhammad hanifОценок пока нет
- Multiphase Flow 1995От EverandMultiphase Flow 1995A. SerizawaОценок пока нет
- Natural Gas Hydrates in Flow AssuranceОт EverandNatural Gas Hydrates in Flow AssuranceCarolyn Ann KohРейтинг: 5 из 5 звезд5/5 (1)
- Ose0201004 PDFДокумент20 страницOse0201004 PDFthlim19078656Оценок пока нет
- Yan 2010Документ4 страницыYan 2010Karen MaryОценок пока нет
- Literature ReviewДокумент14 страницLiterature ReviewabdoОценок пока нет
- Processes and Pump Services in The LNG Industry: by David A. Coyle and Vinod PatelДокумент7 страницProcesses and Pump Services in The LNG Industry: by David A. Coyle and Vinod PatelhwdyangОценок пока нет
- LNG R&D For The Liquefaction and Regasification Processes: 1.theme DescriptionДокумент9 страницLNG R&D For The Liquefaction and Regasification Processes: 1.theme DescriptionVikas PatelОценок пока нет
- 2016 Program Guide PDFДокумент9 страниц2016 Program Guide PDFNatanael ZangerolamoОценок пока нет
- Geothermal Pipe Line DesignДокумент15 страницGeothermal Pipe Line DesignjohnjuantamadОценок пока нет
- Today Vol6Документ44 страницыToday Vol6Natanael ZangerolamoОценок пока нет
- Registration of Condition Climatic: JANUARY 2012Документ1 страницаRegistration of Condition Climatic: JANUARY 2012Natanael ZangerolamoОценок пока нет
- FPSOДокумент6 страницFPSONatanael ZangerolamoОценок пока нет
- Kims CopiesДокумент17 страницKims Copieszafarchem_iqbalОценок пока нет
- Mature Oil Fields Preventing DeclineДокумент2 страницыMature Oil Fields Preventing DeclineLogan Julien100% (1)
- No-Tox BioFR Hydraulic 46Документ2 страницыNo-Tox BioFR Hydraulic 46dhowardjОценок пока нет
- Sialite Cement TechnologyДокумент14 страницSialite Cement TechnologyWahyu Dwi SulaksoОценок пока нет
- CMP Products - Overview of Cables Permitted in Hazardous LocationsДокумент5 страницCMP Products - Overview of Cables Permitted in Hazardous LocationscleitonmoyaОценок пока нет
- 04 Psi Pikotek R 2018 enДокумент14 страниц04 Psi Pikotek R 2018 enAlejandro MartinezОценок пока нет
- Loc AДокумент30 страницLoc ABrijMohanSharmaОценок пока нет
- Next-Generation Nozzle Check Valve Reduce Operating Costs - Engineer LiveДокумент3 страницыNext-Generation Nozzle Check Valve Reduce Operating Costs - Engineer LiveTONОценок пока нет
- Visit To Water BankДокумент26 страницVisit To Water BankMandar Vaman SatheОценок пока нет
- Alternative Fuels1Документ25 страницAlternative Fuels1Sumedh HiwaleОценок пока нет
- Concrete Recycling-1 PDFДокумент56 страницConcrete Recycling-1 PDFPRASHANTHОценок пока нет
- 0620 Chemistry: MARK SCHEME For The October/November 2006 Question PaperДокумент4 страницы0620 Chemistry: MARK SCHEME For The October/November 2006 Question PaperVarun PanickerОценок пока нет
- Workover OperationsДокумент46 страницWorkover Operationsnjenns100% (1)
- Summaryof StandardsДокумент2 страницыSummaryof Standardsroman_maximoОценок пока нет
- Indonesia Back On The Exploration Map With Eni's DiscoveryДокумент4 страницыIndonesia Back On The Exploration Map With Eni's DiscoveryVincensius PratamaОценок пока нет
- 1 Primary Recovery Drive Mechanisms PDFДокумент37 страниц1 Primary Recovery Drive Mechanisms PDFmd khatriОценок пока нет
- 08otc TocДокумент22 страницы08otc TocMartinus LuckyantoОценок пока нет
- P663 - 16B - Phase Behavior - T. A. Blasingame (Texas A & M)Документ58 страницP663 - 16B - Phase Behavior - T. A. Blasingame (Texas A & M)mexx4u2nvОценок пока нет
- Delayed Coking Process1Документ69 страницDelayed Coking Process1amalhaj2013100% (1)
- LPG ShortageДокумент3 страницыLPG ShortageKwame ManchieОценок пока нет
- CARICOM Energy PolicyДокумент43 страницыCARICOM Energy PolicyStephon JimenezОценок пока нет
- Shifting Landscape of CommoditiesДокумент15 страницShifting Landscape of CommoditiesChristian Manuel ArsenalОценок пока нет
- PCSB Environmental ManualДокумент45 страницPCSB Environmental ManualVu Dan Chinh100% (2)
- Anderol 1255Документ1 страницаAnderol 1255Anonymous oAbjbl4HОценок пока нет
- Thermal Recovery Method GДокумент34 страницыThermal Recovery Method Gmahmud masudОценок пока нет
- The Current Energy Landscape in NigeriaДокумент3 страницыThe Current Energy Landscape in NigeriaSadeko danielОценок пока нет
- Coal Tar Chemicals: Report No. 10.1Документ12 страницCoal Tar Chemicals: Report No. 10.1Mahesh JawalekarОценок пока нет
- Bonaparte Australia FLNGДокумент12 страницBonaparte Australia FLNGLawrence LauОценок пока нет