Вам также может понравиться
- Paso 1 L Habilidades de LógicaДокумент13 страницPaso 1 L Habilidades de LógicaRoshfort RoshfortОценок пока нет
- 5414 CEBOLLA Ejercicios AutoCAD 2015 PDFДокумент130 страниц5414 CEBOLLA Ejercicios AutoCAD 2015 PDFChema Sanchez100% (1)
- Rittal Cat1Документ196 страницRittal Cat1fergot2010Оценок пока нет
- Ajuste y Tolerancia Unidad 1-1 PDFДокумент101 страницаAjuste y Tolerancia Unidad 1-1 PDFMaickol SalazarОценок пока нет
- 13 Tornilleria y RemachesДокумент0 страниц13 Tornilleria y Remachesabsalon_jarvОценок пока нет
- Din2458 Tubos PDFДокумент50 страницDin2458 Tubos PDFMichel García100% (1)
- Apolo 4006 in EsДокумент2 страницыApolo 4006 in EsMichel GarcíaОценок пока нет
- Festo ActuadoresДокумент18 страницFesto ActuadoresMichel GarcíaОценок пока нет
- Perfiles AceromexcatalogoДокумент80 страницPerfiles AceromexcatalogoP. Guderian MainsteinОценок пока нет
- Tolerancias GeometricasДокумент30 страницTolerancias GeometricasVictor Rosales Martinez100% (2)
- Manual Instalación CharofilДокумент22 страницыManual Instalación CharofilEliud González VázquezОценок пока нет
- Festo ActuadoresДокумент18 страницFesto ActuadoresMichel GarcíaОценок пока нет
- 13 Tornilleria y RemachesДокумент0 страниц13 Tornilleria y Remachesabsalon_jarvОценок пока нет
- 8 Conexiones 3000 LBДокумент7 страниц8 Conexiones 3000 LBLes RodriguezОценок пока нет
- 2.5 Cinematica InversaДокумент13 страниц2.5 Cinematica InversaMichel GarcíaОценок пока нет
- Manua Poleas en V Intermec PDFДокумент112 страницManua Poleas en V Intermec PDFJhonRC100% (3)
- Temporizador de Retardo A La DesconexiónДокумент2 страницыTemporizador de Retardo A La DesconexiónMichel GarcíaОценок пока нет
- Manua Poleas en V Intermec PDFДокумент112 страницManua Poleas en V Intermec PDFJhonRC100% (3)
- AbsДокумент18 страницAbsMichel GarcíaОценок пока нет
- Sistemas Neumaticos-Hidraulicos Aeronautica 2013Документ45 страницSistemas Neumaticos-Hidraulicos Aeronautica 2013AlejandroCACNОценок пока нет
- Compuertas en GAL, PracticaДокумент12 страницCompuertas en GAL, PracticaMichel GarcíaОценок пока нет
- FestoДокумент46 страницFestoMIGUELAMAC100% (2)
- Neumatica 5 Componentes de TrabajoДокумент20 страницNeumatica 5 Componentes de Trabajoaicvigo1973Оценок пока нет
- Manual Festo ElectroneumaticaДокумент44 страницыManual Festo ElectroneumaticaAndrey Clavijo86% (7)
- Neumatiica 1.3 1.4Документ23 страницыNeumatiica 1.3 1.4Michel GarcíaОценок пока нет
- Circ. NeumaticosДокумент40 страницCirc. NeumaticosMichel GarcíaОценок пока нет
- Tipos de SuspensionДокумент35 страницTipos de SuspensionMichel GarcíaОценок пока нет
- Neumatica 5 Componentes de TrabajoДокумент20 страницNeumatica 5 Componentes de Trabajoaicvigo1973Оценок пока нет
- Sistemas NeumaticosДокумент13 страницSistemas NeumaticosGustavo PerezОценок пока нет
- Edad Media PDFДокумент4 страницыEdad Media PDFCesar Lebeau QuexadaОценок пока нет
- La Opcion Benedictina Red PDFДокумент6 страницLa Opcion Benedictina Red PDFraymont garciaОценок пока нет
- Antropologia VialДокумент13 страницAntropologia Vialrenzito85Оценок пока нет
- Guia Naturales #7 Tercer Periodo Reproducción en PlantasДокумент5 страницGuia Naturales #7 Tercer Periodo Reproducción en PlantasAna Echeverria Miranda100% (1)
- Publicaciones Digital Xli Curso Derecho Internacional 2014 Ana Elizabeth Villalta VizcarraДокумент21 страницаPublicaciones Digital Xli Curso Derecho Internacional 2014 Ana Elizabeth Villalta Vizcarrablest777Оценок пока нет
- Evaluación primer periodo y casos de estudio sobre hidrocarburosДокумент3 страницыEvaluación primer periodo y casos de estudio sobre hidrocarburosTony BaqueОценок пока нет
- 4 BlumerДокумент8 страниц4 Blumerdalia gerszunyОценок пока нет
- La Democracia en El Gobierno Universitario. Cambios Estatutarios en Universidades Nacionales Argentinas (1989-2013) 1Документ18 страницLa Democracia en El Gobierno Universitario. Cambios Estatutarios en Universidades Nacionales Argentinas (1989-2013) 1barbaraОценок пока нет
- Inducción ElectromagnéticaДокумент5 страницInducción ElectromagnéticaIrene CaldelasОценок пока нет
- Escrituras de América IДокумент4 страницыEscrituras de América INicols LpezОценок пока нет
- Tabla de Equivalencia Extranjeros A UGДокумент1 страницаTabla de Equivalencia Extranjeros A UGkairvarelaОценок пока нет
- UP02 Preguntas TeoricasДокумент11 страницUP02 Preguntas TeoricasRaycoОценок пока нет
- GestAmbLegisPeruДокумент56 страницGestAmbLegisPeruluis miguel puma ticonaОценок пока нет
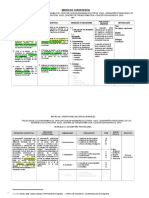
- Matriz de Operacionalizacion y ConsistenciaДокумент3 страницыMatriz de Operacionalizacion y ConsistenciaLeonardo Chambilla Vega100% (1)
- ¿Qué Filtros Hay en Un Jetta y Cuándo ReemplazarlosДокумент4 страницы¿Qué Filtros Hay en Un Jetta y Cuándo ReemplazarlosLaura Rivera EscalanteОценок пока нет
- Toshiba IntroduccionДокумент17 страницToshiba IntroduccionNelsonОценок пока нет
- Oler Es Un Verbo Irregular Por Presentar Flexión HeteróclitaДокумент3 страницыOler Es Un Verbo Irregular Por Presentar Flexión HeteróclitaFranco RuggieroОценок пока нет
- NOCTURNAL Total La Distancia DetallesДокумент5 страницNOCTURNAL Total La Distancia DetallesDiarios camОценок пока нет
- SIMETRÍAДокумент3 страницыSIMETRÍAMartha OrtizОценок пока нет
- Caratula Apa ConalepДокумент4 страницыCaratula Apa ConalepIrvin Flores DuranОценок пока нет
- Ticket Sarajevo Koper 3029428960Документ1 страницаTicket Sarajevo Koper 3029428960Tai Shan elva Alatrista TrampusОценок пока нет
- Combustibles AlternativosДокумент26 страницCombustibles AlternativosEmmanuel PadillaОценок пока нет
- Timidez InfantilДокумент15 страницTimidez InfantilJoseyAlba Fdez BravoОценок пока нет
- Nestor Gutierrez 25768Документ9 страницNestor Gutierrez 25768Floranny Celeste RangelОценок пока нет
- 10 Formas de Monetizar WhatsApp - EbookДокумент6 страниц10 Formas de Monetizar WhatsApp - EbookGonex ÁvilaОценок пока нет
- Análisis de RegresiónДокумент23 страницыAnálisis de RegresiónANGHELO STEFFANO PAREDES GUTIERREZОценок пока нет
- Sitios importantes FlorenciaДокумент3 страницыSitios importantes FlorenciaMarly Salinas AriasОценок пока нет
- Manual APA: citas y referencias bibliográficasДокумент34 страницыManual APA: citas y referencias bibliográficasgabrielОценок пока нет
- HTTP WWW - Maestrofenix.com Market2000 Dia9Документ42 страницыHTTP WWW - Maestrofenix.com Market2000 Dia9Yhoan NoriegaОценок пока нет