Вам также может понравиться
- Centrifugal Chiller - Fundamentals - Energy-ModelsДокумент32 страницыCentrifugal Chiller - Fundamentals - Energy-Modelsmat_pranОценок пока нет
- Module 3 - Chiller SystemДокумент45 страницModule 3 - Chiller Systemmadan karkiОценок пока нет
- Mcquay Chiller FundamentalsДокумент20 страницMcquay Chiller FundamentalsSajith MenonОценок пока нет
- Semco Enthalpy Wheel Technical ManualДокумент37 страницSemco Enthalpy Wheel Technical ManualjvalkenburgОценок пока нет
- Air Changes Per HourДокумент28 страницAir Changes Per Hourkunanto kunantoОценок пока нет
- DRAFT IEA DHC CHP AnnexVIII 8DHC 08 02 Improved On and Heat Utilization in DH Networks Updated 04apr2008Документ105 страницDRAFT IEA DHC CHP AnnexVIII 8DHC 08 02 Improved On and Heat Utilization in DH Networks Updated 04apr2008sebascianОценок пока нет
- State of The Art Chilled Water System Design Booklet - APP CMC076 ENДокумент55 страницState of The Art Chilled Water System Design Booklet - APP CMC076 ENMaxmore Karumamupiyo100% (2)
- Energy Efficiency On Chilled Water SystemДокумент56 страницEnergy Efficiency On Chilled Water Systembalraj100% (1)
- FOCUS ON COOLING COILS AND CONTROL VALVESДокумент17 страницFOCUS ON COOLING COILS AND CONTROL VALVESvalentinlupascu33Оценок пока нет
- Optimizing Chilled Water Plants - Tech SeminarДокумент115 страницOptimizing Chilled Water Plants - Tech SeminarNay Myo OoОценок пока нет
- PAC-3 Advanced Chiller Training September 2015Документ32 страницыPAC-3 Advanced Chiller Training September 2015muhammad ahmad100% (1)
- Optimizing CHW Plants MinnesotaДокумент51 страницаOptimizing CHW Plants MinnesotaJasper_HVACОценок пока нет
- A Fundamental Perspective On Chilled Water SystemsДокумент25 страницA Fundamental Perspective On Chilled Water SystemsAntonio LebrunОценок пока нет
- UH Master Construction Spec Specifications Mechanical ScopeДокумент352 страницыUH Master Construction Spec Specifications Mechanical ScopeCarl CrowОценок пока нет
- TRC 004 enДокумент55 страницTRC 004 enMan LauОценок пока нет
- IMI HB-1-Balancing of Control LoopsДокумент48 страницIMI HB-1-Balancing of Control LoopsAbey VettoorОценок пока нет
- Thermal Energy Storage For Space Cooling R1 PDFДокумент37 страницThermal Energy Storage For Space Cooling R1 PDFhaysamОценок пока нет
- Carrier VRF PDFДокумент12 страницCarrier VRF PDFThếSơnNguyễnОценок пока нет
- High-Delta T Chilled Water Systems Reduce Flow RatesДокумент13 страницHigh-Delta T Chilled Water Systems Reduce Flow RatesShivraj Sawant100% (3)
- Absorption ChillersДокумент49 страницAbsorption ChillersNallasivam Be A BizzaroОценок пока нет
- HVAC Design ProblemДокумент26 страницHVAC Design ProblemAgnel Stanley100% (1)
- Understanding Primary Secondary Pumping Part 6 - 5 Ways To Pump An HVAC SystemДокумент13 страницUnderstanding Primary Secondary Pumping Part 6 - 5 Ways To Pump An HVAC SystemDavid O. AlmeidaОценок пока нет
- Supply and distribution systemsДокумент44 страницыSupply and distribution systemsmitasyahuОценок пока нет
- Energy Audit Workbook CompleteДокумент54 страницыEnergy Audit Workbook CompleteGanesh AyerОценок пока нет
- Understanding Chiller EfficiencyДокумент14 страницUnderstanding Chiller EfficiencyOmair Farooq100% (1)
- 01) Chiller Plant Optimisation (KY)Документ41 страница01) Chiller Plant Optimisation (KY)Anonymous WCG2HjPybJОценок пока нет
- HVAC SlidesДокумент192 страницыHVAC SlidesPato GutigОценок пока нет
- ASHRAE Journal SaveChillerPlantEnergyWithGuideline22 2008 - Feb 2010Документ4 страницыASHRAE Journal SaveChillerPlantEnergyWithGuideline22 2008 - Feb 2010WahidHamed100% (3)
- Chiller OptimizationДокумент91 страницаChiller Optimizationavbsky100% (1)
- R-410A Air-Cooled ChillersДокумент84 страницыR-410A Air-Cooled ChillersThe Ka1serОценок пока нет
- SKM High Efficiency Packaged Air Conditioners PACS-C SeriesДокумент30 страницSKM High Efficiency Packaged Air Conditioners PACS-C SeriesOmair FarooqОценок пока нет
- 25-01-10 Networking Event EMS FinalДокумент41 страница25-01-10 Networking Event EMS FinalajeeshsivanОценок пока нет
- Chilled Water OptimizationДокумент61 страницаChilled Water Optimizationmuoi2002Оценок пока нет
- Variable Primary FlowДокумент58 страницVariable Primary FlowAlfredo Merizalde Aviles100% (2)
- Chiller PlantДокумент1 страницаChiller PlantKOTESHОценок пока нет
- Advanced Energy Design Guide For Grocery Stores PDFДокумент254 страницыAdvanced Energy Design Guide For Grocery Stores PDFSimoncarter LawОценок пока нет
- Energy Savings With Chiller Optimization System - BrochureДокумент8 страницEnergy Savings With Chiller Optimization System - BrochuretachetОценок пока нет
- Chiller Plant OptimizationДокумент8 страницChiller Plant OptimizationlkjdjkОценок пока нет
- Stulz White Paper Free Cooling For Data Centers V1Документ15 страницStulz White Paper Free Cooling For Data Centers V1Mangatur Simamora100% (1)
- Thermal Ice Storage Application & Design GuideДокумент68 страницThermal Ice Storage Application & Design GuideJosh Garcia100% (1)
- Air Handling UnitsДокумент29 страницAir Handling UnitsRa ArОценок пока нет
- Variable Refrigerant Flow Systems Vs ChillerДокумент38 страницVariable Refrigerant Flow Systems Vs ChillerMilton Rebello50% (2)
- District Cooling in the People's Republic of China: Status and Development PotentialОт EverandDistrict Cooling in the People's Republic of China: Status and Development PotentialОценок пока нет
- Chiller BasicsДокумент29 страницChiller BasicsSubhash Shankar100% (1)
- Refrigeration and LiquefactionДокумент51 страницаRefrigeration and LiquefactionAlbert ShesmanОценок пока нет
- A Seminar Report On Water Cooled ChillerДокумент15 страницA Seminar Report On Water Cooled ChillerSudip Sharma100% (3)
- Design and Analysis of Central Air-Conditioning System With Air Cooled Chiller of Multi-Storey Office BuildingДокумент16 страницDesign and Analysis of Central Air-Conditioning System With Air Cooled Chiller of Multi-Storey Office BuildingSajjad HasanОценок пока нет
- Optimizing Chiller Tower Systems PDFДокумент8 страницOptimizing Chiller Tower Systems PDFasl91100% (1)
- HVAC Cooling WaterДокумент54 страницыHVAC Cooling WaterShiyamraj Thamodharan100% (1)
- Report Technical Vol41 - 3Документ8 страницReport Technical Vol41 - 3rojanmathewОценок пока нет
- Optimising Chillers and TowersДокумент7 страницOptimising Chillers and TowersAbhishek SauntokheeОценок пока нет
- DesuperheaterДокумент15 страницDesuperheaterAVI_ROHINI100% (5)
- Optimising Chillers and Towers 2 PDFДокумент7 страницOptimising Chillers and Towers 2 PDFanescuveronicaОценок пока нет
- Lab Report 560751c42519eДокумент16 страницLab Report 560751c42519eNadiaОценок пока нет
- Refrigeration and Air ConditioningДокумент21 страницаRefrigeration and Air ConditioningShiva Kumar H MОценок пока нет
- Carnot Refrigeration Cycle ExplainedДокумент11 страницCarnot Refrigeration Cycle ExplainedZaimОценок пока нет
- Heat Pumps Water WaterДокумент105 страницHeat Pumps Water Wateratisz333Оценок пока нет
- 16 Research PaperДокумент7 страниц16 Research Paperkhaja ziauddinОценок пока нет
- Heat Rejection Options R1Документ42 страницыHeat Rejection Options R1Tanveer AzizОценок пока нет
- Case StudyДокумент9 страницCase StudyPrashantОценок пока нет
- Session 2 Speaker 3 - IsO 50001 EMSДокумент31 страницаSession 2 Speaker 3 - IsO 50001 EMSPrashantОценок пока нет
- Nutrition RainbowДокумент1 страницаNutrition RainbowPrashantОценок пока нет
- 05 Cashew ProcessingДокумент8 страниц05 Cashew ProcessingSamiran GhoshОценок пока нет
- 4TPD Tentative Costs - Cashew Processing UnitДокумент2 страницы4TPD Tentative Costs - Cashew Processing UnitNitish ShahОценок пока нет
- C.2.CEM.1 - CEM ApplicationДокумент20 страницC.2.CEM.1 - CEM ApplicationPrashantОценок пока нет
- Find engine and chassis numbers locations for various vehiclesДокумент9 страницFind engine and chassis numbers locations for various vehiclesPrashantОценок пока нет
- Cashew Nuts ProcessДокумент2 страницыCashew Nuts ProcessPrashantОценок пока нет
- List of ECMs - TextileДокумент3 страницыList of ECMs - TextilePrashantОценок пока нет
- Sample Mail Merge - 1Документ1 страницаSample Mail Merge - 1PrashantОценок пока нет
- Etan Smart Chip Flyer FinalДокумент2 страницыEtan Smart Chip Flyer FinalPrashantОценок пока нет
- Cashew Nuts ProcessДокумент2 страницыCashew Nuts ProcessPrashantОценок пока нет
- How To Save Tax For FY 16Документ44 страницыHow To Save Tax For FY 16ShamaОценок пока нет
- Model On Small Scale Cashew ProcessingДокумент22 страницыModel On Small Scale Cashew ProcessingVikram ReddyОценок пока нет
- Autocad 2012 Student Version KeyДокумент1 страницаAutocad 2012 Student Version KeyPrashantОценок пока нет
- Case Study - Dairy Installation: FREE' Hot Water GenerationДокумент4 страницыCase Study - Dairy Installation: FREE' Hot Water GenerationPrashantОценок пока нет
- Career Episode 1 - E&TCДокумент6 страницCareer Episode 1 - E&TCPrashant100% (1)
- Model On Small Scale Cashew ProcessingДокумент22 страницыModel On Small Scale Cashew ProcessingVikram ReddyОценок пока нет
- Fortune 500 ListДокумент38 страницFortune 500 ListSrinivas Shivanathuni33% (3)
- Investment Planning InputДокумент18 страницInvestment Planning InputPrashantОценок пока нет
- PTE Academic Tutorial PDFДокумент38 страницPTE Academic Tutorial PDFamitalwarОценок пока нет
- CPD in Telecom TechnologiesДокумент2 страницыCPD in Telecom TechnologiesMandeep BhullarОценок пока нет
- CDR Sample 2Документ4 страницыCDR Sample 2Mandeep BhullarОценок пока нет
- SEEM12Документ7 страницSEEM12PrashantОценок пока нет
- Need Guidance For Completing Competency Demonstration Report (CDR) For Electrical EngДокумент4 страницыNeed Guidance For Completing Competency Demonstration Report (CDR) For Electrical EngPrashantОценок пока нет
- CPDДокумент2 страницыCPDPrashantОценок пока нет
- CH 4Документ5 страницCH 4ChellakaruppasamyОценок пока нет
- BEE Accredited ESCO ListДокумент28 страницBEE Accredited ESCO ListRanga VamshiОценок пока нет
- Career EpisodesДокумент15 страницCareer Episodescustomwriter82% (11)
- Msa Booklet Final March 2016Документ49 страницMsa Booklet Final March 2016Laércio RodriguesОценок пока нет
- Solar PV Power Plant Underground Cable Sizing Case StudyДокумент7 страницSolar PV Power Plant Underground Cable Sizing Case StudyNavneet SinghОценок пока нет
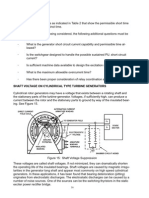
- Guidelines for permissible short time overload current and excitation system design questionsДокумент2 страницыGuidelines for permissible short time overload current and excitation system design questionsJuan Fernando UbeiraОценок пока нет
- 9315 200-500kVA Installation and Initial Startup Parallel CabinetsДокумент3 страницы9315 200-500kVA Installation and Initial Startup Parallel CabinetsElvis Eliud HernándezОценок пока нет
- Hid Lamps ImportantДокумент44 страницыHid Lamps ImportantkhaledelgamalОценок пока нет
- Educational Equity, Also Referred To As "Equity in Education", Is A Measure of AchievementДокумент5 страницEducational Equity, Also Referred To As "Equity in Education", Is A Measure of AchievementAnonymous pHooz5aH6VОценок пока нет
- 1006 Tag Engine Parts BookДокумент216 страниц1006 Tag Engine Parts BookNilupul WijeratneОценок пока нет
- Rate Processes: MSE 202 IIT KanpurДокумент24 страницыRate Processes: MSE 202 IIT KanpurSanchit AgarwalОценок пока нет
- Hatz ManualДокумент53 страницыHatz ManualCubi Masinska ObradaОценок пока нет
- Ball Piston Engine JournalДокумент14 страницBall Piston Engine JournalJITHIN.PОценок пока нет
- Optimized title for 3LD engine documentДокумент21 страницаOptimized title for 3LD engine documentSunthron SomchaiОценок пока нет
- HEIDENHAIN Inverter Systems for Machine Tool BuildersДокумент48 страницHEIDENHAIN Inverter Systems for Machine Tool BuildersAstaroth Zion0% (1)
- Seccionalizador ENTECДокумент4 страницыSeccionalizador ENTECedwin_rollyОценок пока нет
- Microwave Oven Owner's ManualДокумент38 страницMicrowave Oven Owner's ManualjoseaurelianoОценок пока нет
- Faculty of Engineering Technology Department of Civil Engineering TechnologyДокумент3 страницыFaculty of Engineering Technology Department of Civil Engineering TechnologyNrlFlztiОценок пока нет
- Design and Construction of Control System For Automatic Voltage StabilizerДокумент6 страницDesign and Construction of Control System For Automatic Voltage StabilizerEditor IJTSRDОценок пока нет
- Beam Powered PropulsionДокумент19 страницBeam Powered PropulsionSai Sushma100% (1)
- Implementation of The Behavior of A Particle in A Double-Well Potential Using The Fourth-Order Runge-Kutta MethodДокумент3 страницыImplementation of The Behavior of A Particle in A Double-Well Potential Using The Fourth-Order Runge-Kutta MethodCindy Liza EsporlasОценок пока нет
- Application of Evaporation in Pharmacy 1Документ9 страницApplication of Evaporation in Pharmacy 1Parthiba GhoshОценок пока нет
- Investigation of Carbon Steel and Stainless Steel Corrosion in A MEA Based CO2 Removal PlantДокумент8 страницInvestigation of Carbon Steel and Stainless Steel Corrosion in A MEA Based CO2 Removal PlantBenedict LimОценок пока нет
- Print TTTДокумент36 страницPrint TTTMoin ul IslamОценок пока нет
- Efficient Artificial Lighting Systems For Apparel Stores: Sailee RaisoniДокумент3 страницыEfficient Artificial Lighting Systems For Apparel Stores: Sailee RaisoniSailee Raisoni BafnaОценок пока нет
- GV Actuator Adv. Rev.4 (Webinar)Документ37 страницGV Actuator Adv. Rev.4 (Webinar)Boriche DivitisОценок пока нет
- Garnituri DIN 2697Документ12 страницGarnituri DIN 2697Dumitru SorinaОценок пока нет
- 5 1 00 Tables1Документ29 страниц5 1 00 Tables1shunmugathason100% (1)
- 巴拉圭DIGITAL ENG H2 Propuesta de InnovacionДокумент57 страниц巴拉圭DIGITAL ENG H2 Propuesta de InnovacionXA ShrexerОценок пока нет
- Lubricant and Chemical ProductДокумент29 страницLubricant and Chemical ProductTone RatanalertОценок пока нет
- Curriculum - ITДокумент169 страницCurriculum - ITMeenakshi TripathiОценок пока нет
- Search Point Optima Plus BrochureДокумент6 страницSearch Point Optima Plus BrochureAdam SaufiОценок пока нет
- Fluke 1651 User ManualДокумент80 страницFluke 1651 User ManualGraham DickensОценок пока нет
- Electrostatic risks and trucks under the ATEX DirectiveДокумент2 страницыElectrostatic risks and trucks under the ATEX DirectiveAnonymous GfPSYi4nОценок пока нет