Вам также может понравиться
- Crate Engines GM PerformanceДокумент2 страницыCrate Engines GM PerformanceRenan ViniciusОценок пока нет
- Seepage CSM8 User ManualДокумент24 страницыSeepage CSM8 User ManualimamgantengsekaliОценок пока нет
- Affidavit of Undertaking - TransferДокумент2 страницыAffidavit of Undertaking - TransferGracelyn Enriquez Bellingan100% (2)
- Performance Analysis of Backward Curved Centrifugal Fan in Heating Ventilation and Air-ConditioningДокумент3 страницыPerformance Analysis of Backward Curved Centrifugal Fan in Heating Ventilation and Air-ConditioningIjsrnet Editorial100% (1)
- Crystal StructuresДокумент54 страницыCrystal StructuresyashvantОценок пока нет
- Comparism of The Properties and Yield of Bioethanol From Mango and Orange WasteДокумент11 страницComparism of The Properties and Yield of Bioethanol From Mango and Orange WasteAZOJETEОценок пока нет
- Noise CalculationsДокумент6 страницNoise CalculationsJay JayОценок пока нет
- GasesДокумент102 страницыGasesLya EscoteОценок пока нет
- Chapter-1: Downloaded FromДокумент22 страницыChapter-1: Downloaded Fromsai ramanaОценок пока нет
- Requirements For Pressure Vessel Basic Engineering DesignДокумент6 страницRequirements For Pressure Vessel Basic Engineering DesignLDM Man. e Mont. Ind. EIRELIОценок пока нет
- ME4255 NUS Failure AnalysisДокумент23 страницыME4255 NUS Failure AnalysisOliverQueenОценок пока нет
- ENV20 Sustainable DevelopmentДокумент10 страницENV20 Sustainable Developmentanupnaskar naskarОценок пока нет
- Fact Sheet: METAL REMOVAL/CUTTINGДокумент4 страницыFact Sheet: METAL REMOVAL/CUTTINGAl EnggОценок пока нет
- Convection Heat Transfer Coefficient PDFДокумент40 страницConvection Heat Transfer Coefficient PDFzeeshanОценок пока нет
- Industrial and Hazardous Waste Management - Selected BibliogrДокумент99 страницIndustrial and Hazardous Waste Management - Selected BibliogrThinh DangОценок пока нет
- Updated Tribology Lecture NotesДокумент89 страницUpdated Tribology Lecture NotesAkibОценок пока нет
- Green ManufacturingДокумент2 страницыGreen ManufacturingEditor IJTSRDОценок пока нет
- HazardДокумент42 страницыHazardHenti SylviaОценок пока нет
- Ergonomic Risk Assessment and ControlsДокумент4 страницыErgonomic Risk Assessment and ControlsSarfaraj OviОценок пока нет
- A Situational Analysis of Solid Waste Management in Bodija Market, Ibadan, Southwest Nigeria.Документ13 страницA Situational Analysis of Solid Waste Management in Bodija Market, Ibadan, Southwest Nigeria.Segun OgunОценок пока нет
- NoiseДокумент88 страницNoiseManal OtОценок пока нет
- Applications of WeldingДокумент14 страницApplications of WeldingFarah NazОценок пока нет
- PHD Thesis, Md. HasanuzzamanДокумент159 страницPHD Thesis, Md. Hasanuzzamandedi sanatraОценок пока нет
- CDC Built Environment AssessДокумент112 страницCDC Built Environment AssessPaco TrooperОценок пока нет
- Lecture Notes:: Risk Assessment & Risk ManagementДокумент25 страницLecture Notes:: Risk Assessment & Risk Managementeladio30Оценок пока нет
- Abrassive Jet Machining Main FileДокумент34 страницыAbrassive Jet Machining Main FilearjunОценок пока нет
- ASAP2060 UiTM TrainingДокумент60 страницASAP2060 UiTM TrainingMuhammad Rahimi100% (1)
- 14 EquilibriumДокумент6 страниц14 EquilibriumAgam HanasichulaОценок пока нет
- Chapter2 - AJMДокумент13 страницChapter2 - AJMravish kumarОценок пока нет
- Electrical Discharge Machining of Al 6351 SiC B4C Hybrid CompositeДокумент7 страницElectrical Discharge Machining of Al 6351 SiC B4C Hybrid CompositeAnonymous EU3yPnqvОценок пока нет
- Accident and Loss StatisticsДокумент41 страницаAccident and Loss StatisticsudjilОценок пока нет
- 1 Impact of Indoor Environmental Quality IEQ On Occupant Well-being-VariablesДокумент11 страниц1 Impact of Indoor Environmental Quality IEQ On Occupant Well-being-Variableshaniskamis82Оценок пока нет
- Kitchen Knife Mon130 Afwan ReportДокумент9 страницKitchen Knife Mon130 Afwan ReportAfwan IrfanОценок пока нет
- Assignment Environmental EngineeringДокумент20 страницAssignment Environmental Engineeringpinh881100% (1)
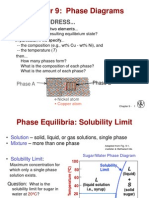
- Chapter 9: Phase Diagrams: Issues To Address..Документ38 страницChapter 9: Phase Diagrams: Issues To Address..yunlu0705Оценок пока нет
- Assignment 2 Topic 4: Noise PollutionДокумент15 страницAssignment 2 Topic 4: Noise PollutionMohamad Syahmi100% (1)
- Log Book: (Record AllДокумент7 страницLog Book: (Record AllAmirul FaizОценок пока нет
- Module BDA27301 StaticsДокумент39 страницModule BDA27301 StaticsZarul IkramОценок пока нет
- A Major Project ON Biodiesel Production From Waste Cooking Oil (Literature and Planning)Документ20 страницA Major Project ON Biodiesel Production From Waste Cooking Oil (Literature and Planning)Ankur SemleОценок пока нет
- LCF-HCF TutorialДокумент85 страницLCF-HCF TutorialCarlos ToscanoОценок пока нет
- MT Ii 2 Marks PDFДокумент19 страницMT Ii 2 Marks PDFParamasivam Veerappan100% (1)
- ONGC Exam Paper-2010 For Mechanical EngineerДокумент31 страницаONGC Exam Paper-2010 For Mechanical EngineerNisha SinghОценок пока нет
- AIR POLLUTANT CONCENTRATION MODELS-libre PDFДокумент23 страницыAIR POLLUTANT CONCENTRATION MODELS-libre PDFRebenciucNarcis-CristianОценок пока нет
- ME2121 - ME2121E Slides Chapter 1 (2014)Документ13 страницME2121 - ME2121E Slides Chapter 1 (2014)FlancОценок пока нет
- Workshop Laboratory Manual PDFДокумент95 страницWorkshop Laboratory Manual PDFPradipta PaulОценок пока нет
- 978 1 58503 610 3 - TocДокумент4 страницы978 1 58503 610 3 - Tochngbnyng0% (2)
- ChE 211 Topic 2Документ20 страницChE 211 Topic 2Mikhoy RiveralОценок пока нет
- ChBE3210 Spring2007 Exam2Документ6 страницChBE3210 Spring2007 Exam2Abishek KasturiОценок пока нет
- Moderation of Dust Explosions PDFДокумент13 страницModeration of Dust Explosions PDFSawita LertsupochavanichОценок пока нет
- Engineering Fluid Mechanics: HydrodynamicsДокумент15 страницEngineering Fluid Mechanics: HydrodynamicsJosh SamОценок пока нет
- Assignment 1 E FДокумент2 страницыAssignment 1 E FSudhananda MallickОценок пока нет
- Central Pollution Control Board Guidelines For Poultry Farms in Haryana - Naresh KadyanДокумент6 страницCentral Pollution Control Board Guidelines For Poultry Farms in Haryana - Naresh KadyanNaresh Kadyan100% (3)
- Examples of The Principle of Superposition: 1. Source Plus A Uniform FlowДокумент6 страницExamples of The Principle of Superposition: 1. Source Plus A Uniform FlowJay Vora100% (1)
- Inorganic "Metallic" Finishes, Processes, and EquipmentДокумент29 страницInorganic "Metallic" Finishes, Processes, and EquipmenthaisamdoОценок пока нет
- Strength of MaterialsДокумент48 страницStrength of Materialspankajkumarhans100% (1)
- HW 1 DSVДокумент3 страницыHW 1 DSVAnonymous 2xjDjAcZОценок пока нет
- Question BankДокумент5 страницQuestion BankVishnu GuptaОценок пока нет
- Assignment 1Документ2 страницыAssignment 1ayushagarwal.techfestОценок пока нет
- Tribology International: Bikash Chandra Behera, Sudarsan Ghosh, P. Venkateswara RaoДокумент13 страницTribology International: Bikash Chandra Behera, Sudarsan Ghosh, P. Venkateswara RaoAnonymous gM6RZL5lYdОценок пока нет
- Mechanics of Metal Cutting: Tool EngineeringДокумент26 страницMechanics of Metal Cutting: Tool EngineeringChen WANYINGОценок пока нет
- Phd Qualifying Exam - April 2020 Manufacturing Processes-Ii: 𝐾cos (Φ−Α) 1+𝐾𝑐𝑜s (Φ−Α) .Sin (Φ−Α)Документ7 страницPhd Qualifying Exam - April 2020 Manufacturing Processes-Ii: 𝐾cos (Φ−Α) 1+𝐾𝑐𝑜s (Φ−Α) .Sin (Φ−Α)Mansingh YadavОценок пока нет
- Milling Wear of Carbide Tool For Processing Nickel-Based Alloy in Cryogenic Based On The Entropy ChangeДокумент11 страницMilling Wear of Carbide Tool For Processing Nickel-Based Alloy in Cryogenic Based On The Entropy ChangeRAMACHANDRAN MNITОценок пока нет
- Metal Cutting OperationsДокумент6 страницMetal Cutting OperationsNikhil SinghОценок пока нет
- Tutorial Sheet: 1 Manufacturing Science and Technology-IIДокумент2 страницыTutorial Sheet: 1 Manufacturing Science and Technology-IIDeepam ShyamОценок пока нет
- CIRP Annals - Manufacturing Technology: T. O Zel, Y. Karpat, A. SrivastavaДокумент4 страницыCIRP Annals - Manufacturing Technology: T. O Zel, Y. Karpat, A. SrivastavarajeshОценок пока нет
- Tan Tan Tan : Explain Why The Cutting Force, F, Increases With Increasing Depth of Cut and Decreasing Rake Angle?Документ1 страницаTan Tan Tan : Explain Why The Cutting Force, F, Increases With Increasing Depth of Cut and Decreasing Rake Angle?m8bm8bm8bОценок пока нет
- Exhaust Gas RecirculationДокумент4 страницыExhaust Gas RecirculationMazhar36Оценок пока нет
- Airfoil Design With SolidWorksДокумент2 страницыAirfoil Design With SolidWorksMazhar36Оценок пока нет
- II. Governing EquationsДокумент11 страницII. Governing EquationsMazhar36Оценок пока нет
- Mechanical Machine DesignДокумент35 страницMechanical Machine DesignMazhar36100% (1)
- Mine Survey CertificationДокумент37 страницMine Survey CertificationAgustin Eliasta Ginting100% (1)
- Lorentz Ps4000 Manual enДокумент9 страницLorentz Ps4000 Manual encorazto100% (1)
- TR 541 2Документ78 страницTR 541 2Omar Marghani SalmaОценок пока нет
- AminoДокумент28 страницAminoqurrota ainynОценок пока нет
- AcetophenoneДокумент1 страницаAcetophenoneDinda Melissa ArdiОценок пока нет
- Arc Welding ReadingДокумент16 страницArc Welding ReadingJessica S. MellОценок пока нет
- Cmus Cheat SheetДокумент1 страницаCmus Cheat Sheetvoll macuserОценок пока нет
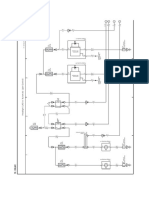
- Overall EWD Vehicle Exterior Rear Fog LightДокумент10 страницOverall EWD Vehicle Exterior Rear Fog Lightgabrielzinho43Оценок пока нет
- Lab 31Документ8 страницLab 31net fliОценок пока нет
- 2019 Centennial ClassДокумент291 страница2019 Centennial ClassGerman Vega0% (2)
- LogcatДокумент3 139 страницLogcatvatsavai swathiОценок пока нет
- Senthil Kumaran ResumeДокумент3 страницыSenthil Kumaran ResumeRamkumar SelvarajОценок пока нет
- Chap 3 HW AssignmentДокумент3 страницыChap 3 HW AssignmentBren OngОценок пока нет
- Hercules Engines c2 90d Engine Service ManualДокумент7 страницHercules Engines c2 90d Engine Service ManualRicardoОценок пока нет
- Co Linear Antenna DesignДокумент2 страницыCo Linear Antenna DesignAhmed JafarОценок пока нет
- Contoh Program Penjumlahan Dan PengurangДокумент5 страницContoh Program Penjumlahan Dan Pengurangabdul hakimОценок пока нет
- Layanan Dan Pelayanan Perpustakaan: Menjawab Tantangan Era Teknologi InformasiДокумент6 страницLayanan Dan Pelayanan Perpustakaan: Menjawab Tantangan Era Teknologi InformasiLailatur RahmiОценок пока нет
- Automobile Manufacturing Process (17403) : Chapter 1. ForgingДокумент87 страницAutomobile Manufacturing Process (17403) : Chapter 1. ForgingPramod DhaigudeОценок пока нет
- High Voltage Engineering MCQsДокумент6 страницHigh Voltage Engineering MCQsSubrahmanyam Adda50% (2)
- BME Joining ProcessesДокумент11 страницBME Joining ProcessesalysonmicheaalaОценок пока нет
- 02 February 1990Документ108 страниц02 February 1990Monitoring TimesОценок пока нет
- ELM-2083 - Aerostat Early Warning Radar: Air Situation PictureДокумент2 страницыELM-2083 - Aerostat Early Warning Radar: Air Situation Picturesamirsamira928Оценок пока нет
- SHEET #1 Title Sheet Site Safety Logistic Plan ForДокумент5 страницSHEET #1 Title Sheet Site Safety Logistic Plan ForRadha BuildtechОценок пока нет
- SPE-184314-MS PVT Analysis: Validity Checks and EOS Tuning Techniques For Retrograde Gas Condensate ReservoirsДокумент12 страницSPE-184314-MS PVT Analysis: Validity Checks and EOS Tuning Techniques For Retrograde Gas Condensate ReservoirshusseinhshОценок пока нет