Вам также может понравиться
- Cover Calculation Condensate PumpДокумент2 страницыCover Calculation Condensate Pumpaman131Оценок пока нет
- Coal ClassificationДокумент5 страницCoal Classificationaman131Оценок пока нет
- S70 Sweep Type SamplingДокумент1 страницаS70 Sweep Type Samplingaman131Оценок пока нет
- Titanium Grade 1 Vs Grade 2: ASTM B338/ASTM B337 Seamless and Welding TubingДокумент4 страницыTitanium Grade 1 Vs Grade 2: ASTM B338/ASTM B337 Seamless and Welding Tubingaman131Оценок пока нет
- Hydrotest ProcedureДокумент3 страницыHydrotest Procedureaman131100% (2)
- Existing Coal Storage 1 Coal Storage 2 Stand-By DataДокумент5 страницExisting Coal Storage 1 Coal Storage 2 Stand-By Dataaman131Оценок пока нет
- Titanium Grade 1 Vs Grade 2Документ6 страницTitanium Grade 1 Vs Grade 2aman131Оценок пока нет
- Flue Gas DesulfurizationДокумент246 страницFlue Gas Desulfurizationaman131Оценок пока нет
- Grate Cooler Thermal AnalysisДокумент14 страницGrate Cooler Thermal Analysisaman131Оценок пока нет
- Ti Condenser TubingДокумент8 страницTi Condenser Tubingaman131Оценок пока нет
- Prosedur Commisioning SuДокумент22 страницыProsedur Commisioning Suaman13175% (4)
- FEM 1.001 Rules For The Design of Hoisting AppliancesДокумент312 страницFEM 1.001 Rules For The Design of Hoisting AppliancesAlexander Gotte88% (43)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Post Weld Heat Treatment Procedure PDFДокумент15 страницPost Weld Heat Treatment Procedure PDFsamer8saifОценок пока нет
- 3.7.7 - Reparacion Soldada de Orificios Mal Ubicados - TRADUCCIONДокумент4 страницы3.7.7 - Reparacion Soldada de Orificios Mal Ubicados - TRADUCCIONmarcoedgОценок пока нет
- Pressure Vessel Plates, Alloy Steel, Quenched and Tempered 7, 8, and 9 % NickelДокумент4 страницыPressure Vessel Plates, Alloy Steel, Quenched and Tempered 7, 8, and 9 % Nickelalucard375100% (1)
- Difference Between Austenitic, Ferritic, and MartensiticДокумент3 страницыDifference Between Austenitic, Ferritic, and Martensitickihal zohirОценок пока нет
- What Is Steel?: 1. Integrated (Blast Furnace and Basic Oxygen Furnace) - 2. Electric Arc Furnace (EAF)Документ6 страницWhat Is Steel?: 1. Integrated (Blast Furnace and Basic Oxygen Furnace) - 2. Electric Arc Furnace (EAF)Prabhakar KattulaОценок пока нет
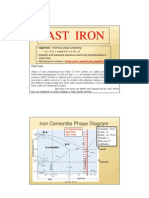
- Cast Iron: Iron Cementite Phase DiagramДокумент24 страницыCast Iron: Iron Cementite Phase DiagramAnonymous w6v7JWfr5Оценок пока нет
- Stainless SteelДокумент56 страницStainless SteelShariq KhanОценок пока нет
- Hot Tap PipingДокумент21 страницаHot Tap PipingRachel FloresОценок пока нет
- Material Science Important (Q - A) PDFДокумент39 страницMaterial Science Important (Q - A) PDFManoj KumarОценок пока нет
- Prabhudev PDFДокумент775 страницPrabhudev PDFMarianaОценок пока нет
- 4.ASTM A193 B7 Vs A320 L7 Stud BoltsДокумент4 страницы4.ASTM A193 B7 Vs A320 L7 Stud BoltsO'zSamaОценок пока нет
- Atr42-400/500 - Structural Repair Manual: Printed in FranceДокумент25 страницAtr42-400/500 - Structural Repair Manual: Printed in FranceJeison GuisaoОценок пока нет
- Astm A 6 PDFДокумент64 страницыAstm A 6 PDFAndrés100% (2)
- HTML - Articles - Exploring Temper BeadДокумент11 страницHTML - Articles - Exploring Temper BeadSharad ShahОценок пока нет
- Carbon and Alloy Steel PDFДокумент52 страницыCarbon and Alloy Steel PDFmaz234100% (3)
- Hydrogen Induced Stress Cracking (DNV RP F112)Документ25 страницHydrogen Induced Stress Cracking (DNV RP F112)Guillaume BoyerОценок пока нет
- Material RequestДокумент22 страницыMaterial Requestdinu69in0% (1)
- Magnetic Properties of Stainless Steels at Room An PDFДокумент9 страницMagnetic Properties of Stainless Steels at Room An PDFJim SmithОценок пока нет
- Asme Section Ii A-2 Sa-645 Sa-645m PDFДокумент6 страницAsme Section Ii A-2 Sa-645 Sa-645m PDFAnonymous GhPzn1xОценок пока нет
- Astm A 703 A 703M-07 PDFДокумент15 страницAstm A 703 A 703M-07 PDFFranciele Kaezala100% (2)
- PipingДокумент54 страницыPipingakhilsyam21Оценок пока нет
- Comparisons For Industrial StandardsДокумент20 страницComparisons For Industrial StandardsAzzah Dyah PramataОценок пока нет
- Select Arc Catalogue Part 2Документ10 страницSelect Arc Catalogue Part 2lionheartedОценок пока нет
- 压力容器工程规定 (中英文版)Документ19 страниц压力容器工程规定 (中英文版)huangjlОценок пока нет
- Is 3711 2012 PDFДокумент25 страницIs 3711 2012 PDFSamОценок пока нет
- Six Steps To Successful Repair of GT ComponentsДокумент13 страницSix Steps To Successful Repair of GT ComponentsThanapaet RittirutОценок пока нет
- SA487Документ6 страницSA487verito09Оценок пока нет
- Guide To Pressure Vessel CodesДокумент61 страницаGuide To Pressure Vessel Codespradeepbt100% (1)
- 011-Astm A 131 2008 Structural Steel For Ships PDFДокумент7 страниц011-Astm A 131 2008 Structural Steel For Ships PDFgraduateОценок пока нет
- TEMPERINGДокумент9 страницTEMPERINGNordiana IdrisОценок пока нет