Вам также может понравиться
- By Prachi Sharama Dept. of ECE, Banasthali University, BanasthaliДокумент24 страницыBy Prachi Sharama Dept. of ECE, Banasthali University, BanasthaliKulwant YadavОценок пока нет
- Careful Control of Refractory Lining Conditions Ensures Prolonged Campaign of Blast FurnaceДокумент36 страницCareful Control of Refractory Lining Conditions Ensures Prolonged Campaign of Blast FurnaceSabareesh MuruganОценок пока нет
- Audio CH 552 Lesson 2 Eng. Ceram 2021Документ101 страницаAudio CH 552 Lesson 2 Eng. Ceram 2021Vihanga SenanayakeОценок пока нет
- DSMTS-0010.6 ZN WireДокумент4 страницыDSMTS-0010.6 ZN WireMario Cortes FariasОценок пока нет
- NitridingДокумент24 страницыNitridingArun PrabhuОценок пока нет
- Lec 3 Thermal OxidationДокумент21 страницаLec 3 Thermal OxidationVikram MeenaОценок пока нет
- Nitriding Problems On Rolled Rings Made of 42crmo4: MemorieДокумент6 страницNitriding Problems On Rolled Rings Made of 42crmo4: MemoriebcachОценок пока нет
- T2 VLSI FabricationДокумент24 страницыT2 VLSI FabricationM. Bilal NoorОценок пока нет
- Icrosystems Ngineering: Dr.-Ing. Ronny GerbachДокумент24 страницыIcrosystems Ngineering: Dr.-Ing. Ronny GerbachRahul ReddyОценок пока нет
- Part 2 - STR Materials - Thermal Reactors (Saroja Saibaba)Документ25 страницPart 2 - STR Materials - Thermal Reactors (Saroja Saibaba)Arnav ChakrabortyОценок пока нет
- Eem413e Lecture-Week4Документ47 страницEem413e Lecture-Week4Furkan AvcıoğluОценок пока нет
- Dasar Design CMOS TransistorДокумент49 страницDasar Design CMOS Transistormaqbulloh darojatiОценок пока нет
- 40 CrMo 4Документ5 страниц40 CrMo 4utpalchauhan6486100% (1)
- Adaptive Control of Hot-Dip Galvanizing : PergamonДокумент19 страницAdaptive Control of Hot-Dip Galvanizing : PergamonHerdisОценок пока нет
- WRM Proceses - Copy (Autosaved)Документ41 страницаWRM Proceses - Copy (Autosaved)Vikrant HanwatОценок пока нет
- UntitledДокумент64 страницыUntitledPedro TeixeiraОценок пока нет
- Comparison of Electrical Properties of NiCr Thin Film Deposited On Different SubstratesДокумент9 страницComparison of Electrical Properties of NiCr Thin Film Deposited On Different SubstratesQilin XiaОценок пока нет
- MCCLДокумент3 страницыMCCLanil kawanОценок пока нет
- Study of The Surface Texture of MagnetronДокумент8 страницStudy of The Surface Texture of MagnetronIJRASETPublicationsОценок пока нет
- Experimental Analysis of Hard Coating on Spur GearsДокумент6 страницExperimental Analysis of Hard Coating on Spur GearsJamsheer IbrahimОценок пока нет
- Coatings For High Temperature ApplicationsДокумент91 страницаCoatings For High Temperature ApplicationssupendiОценок пока нет
- FR 4Документ3 страницыFR 4Amit YadavОценок пока нет
- Deposition (Thermal. Ebeam)Документ30 страницDeposition (Thermal. Ebeam)Innovision PandaОценок пока нет
- EE669 - Lecture 27 - 15.10.2019 MetallizationДокумент19 страницEE669 - Lecture 27 - 15.10.2019 MetallizationRashmi RavindranathОценок пока нет
- Kojundi Krni SamardiДокумент20 страницKojundi Krni SamardiMehul VoraОценок пока нет
- Properties of HVOF CoatingДокумент9 страницProperties of HVOF Coatingsuresh_501Оценок пока нет
- college project__1Документ15 страницcollege project__1tapankuiry116Оценок пока нет
- C-1 CMOS Processing FlowДокумент76 страницC-1 CMOS Processing FlowKu Ble YanОценок пока нет
- 4 - Fabrication ProcessesДокумент39 страниц4 - Fabrication ProcessesAugustte StravinskaiteОценок пока нет
- RF Sputtering: A Viable Tool For MEMS Fabrication: Sudhir Chandra, Vivekanand Bhatt and Ravindra SinghДокумент14 страницRF Sputtering: A Viable Tool For MEMS Fabrication: Sudhir Chandra, Vivekanand Bhatt and Ravindra SinghPhạm Việt DũngОценок пока нет
- Experimental Techniques in PhysicsДокумент41 страницаExperimental Techniques in PhysicsTejinder SinghОценок пока нет
- Chapter 6 Thermal OxДокумент22 страницыChapter 6 Thermal OxheОценок пока нет
- Preparation of CR (N, O) Thin Films by RF Reactive Unbalanced Magnetron SputteringДокумент4 страницыPreparation of CR (N, O) Thin Films by RF Reactive Unbalanced Magnetron SputteringNassima JagharОценок пока нет
- High Temp Pressure Sensor With β-SiC PiezoresistorsДокумент4 страницыHigh Temp Pressure Sensor With β-SiC Piezoresistorsmala sОценок пока нет
- Sol-Gel Deposition of (Ti, Ru)O2 and (Ti, Ru, Ir)O2 Oxide CoatingsДокумент7 страницSol-Gel Deposition of (Ti, Ru)O2 and (Ti, Ru, Ir)O2 Oxide CoatingsAnkit GarachОценок пока нет
- ICEPT - An Invetigation Into The Effect of Dry Bake On The Solderability Degradation of Electrodeposited Tin FinishesДокумент7 страницICEPT - An Invetigation Into The Effect of Dry Bake On The Solderability Degradation of Electrodeposited Tin FinishesesrisloОценок пока нет
- Khodaei 2021Документ9 страницKhodaei 2021aya younesОценок пока нет
- 2007 IBSS Meeting Chicago, Illinois Nov 12-14, 2007: Comparison of Metal-Ceramic Brazing MethodsДокумент27 страниц2007 IBSS Meeting Chicago, Illinois Nov 12-14, 2007: Comparison of Metal-Ceramic Brazing MethodsshrinivasangtkОценок пока нет
- Ceramics International: Rasool Saeedi, Reza Shoja Razavi, Saeed Reza Bakhshi, Mohammad Erfanmanesh, Ahmad Ahmadi BaniДокумент14 страницCeramics International: Rasool Saeedi, Reza Shoja Razavi, Saeed Reza Bakhshi, Mohammad Erfanmanesh, Ahmad Ahmadi BaniLaryОценок пока нет
- Ijetr022687 PDFДокумент4 страницыIjetr022687 PDFerpublicationОценок пока нет
- 9 - Ceramics Manufacturing, Properties and ApplicationsДокумент39 страниц9 - Ceramics Manufacturing, Properties and ApplicationsPradeep krОценок пока нет
- Nepcon: Smart GROUPДокумент6 страницNepcon: Smart GROUPanandsharma9Оценок пока нет
- 10.1016@j.apsusc.2016.12.102Документ5 страниц10.1016@j.apsusc.2016.12.102TaryoОценок пока нет
- Materials 15 02249Документ17 страницMaterials 15 02249Nut AssanaiОценок пока нет
- Nanoscale Coating-PVDДокумент60 страницNanoscale Coating-PVDAli ErarslanОценок пока нет
- EURONORM 145 - 78 - Tinplate and Blackplate in Sheet Form Qualities, Dimensions and Tolerances PDFДокумент16 страницEURONORM 145 - 78 - Tinplate and Blackplate in Sheet Form Qualities, Dimensions and Tolerances PDFJaveed A. KhanОценок пока нет
- ULSI (Nano) Fabrication: 1 GirijaДокумент48 страницULSI (Nano) Fabrication: 1 GirijaSHAIK MUSTHAFAОценок пока нет
- Nano MaterialsДокумент35 страницNano MaterialsMalak BouhadidaОценок пока нет
- Facile Solution Based Synthesis of Nb-Doped WS2Документ12 страницFacile Solution Based Synthesis of Nb-Doped WS2Tirthankar MoitraОценок пока нет
- Cermet (Ag-ZrO2) Spray PirolisisДокумент4 страницыCermet (Ag-ZrO2) Spray PirolisisCarlos JuarezОценок пока нет
- Electrical Steel Development - GeneralДокумент31 страницаElectrical Steel Development - GeneralSuvro ChakrabortyОценок пока нет
- Tin Pest in Lead-Free Solders: Technical BriefДокумент2 страницыTin Pest in Lead-Free Solders: Technical BriefBurak ÖZBAKIRОценок пока нет
- MI Tube Skin Thermocouple AssembliesДокумент6 страницMI Tube Skin Thermocouple AssembliesAlonso MooriОценок пока нет
- 제15주차 Chapter11 웨이퍼 접합기술Документ6 страниц제15주차 Chapter11 웨이퍼 접합기술K SiriusОценок пока нет
- RECORD NFT 201 7FA2407S 3193930 EN 1529933557 SmallДокумент1 страницаRECORD NFT 201 7FA2407S 3193930 EN 1529933557 SmallPrashant KumarОценок пока нет
- PPTДокумент20 страницPPTronak7patel-15Оценок пока нет
- Symmorphix Helsinki Seminar 091505 FinalДокумент34 страницыSymmorphix Helsinki Seminar 091505 FinallorenzocastaldiОценок пока нет
- SAC ALLOY 305 MaterialДокумент2 страницыSAC ALLOY 305 Materialmuki10Оценок пока нет
- SMAWДокумент5 страницSMAWمصر للخدمات الميكانيكيةОценок пока нет
- Estrogen Dominance-The Silent Epidemic by DR Michael LamДокумент39 страницEstrogen Dominance-The Silent Epidemic by DR Michael Lamsmtdrkd75% (4)
- The Story of Spanish MossДокумент10 страницThe Story of Spanish MosssmtdrkdОценок пока нет
- 6th Central Pay Commission Salary CalculatorДокумент15 страниц6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- The Story of Spanish MossДокумент10 страницThe Story of Spanish MosssmtdrkdОценок пока нет
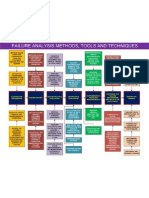
- Failure Analysis Tools, Techniques and Process FlowДокумент1 страницаFailure Analysis Tools, Techniques and Process Flowsmtdrkd100% (1)
- Area Ratio For Different SMT PartsДокумент1 страницаArea Ratio For Different SMT PartssmtdrkdОценок пока нет
- PCB Surface Finishes Presentation by MultekДокумент54 страницыPCB Surface Finishes Presentation by Multeksmtdrkd100% (1)
- Greeting Card Calendar 2009Документ1 страницаGreeting Card Calendar 2009smtdrkdОценок пока нет
- Stencil Aperture and Area Ratio Table For Optimum PrintingДокумент4 страницыStencil Aperture and Area Ratio Table For Optimum PrintingsmtdrkdОценок пока нет
- Why Creation of Universe Is Not An AccidentДокумент48 страницWhy Creation of Universe Is Not An AccidentsmtdrkdОценок пока нет
- Ph.d. Thesis On Modeling Imc Growth and SolderingДокумент180 страницPh.d. Thesis On Modeling Imc Growth and Solderingsmtdrkd100% (6)
- SMCWP 001Документ37 страницSMCWP 001Wandyy GonçalvesОценок пока нет
- Land Pattern Parameters For Different Bga GeometriesДокумент4 страницыLand Pattern Parameters For Different Bga Geometriessmtdrkd100% (1)
- Fantastic TripДокумент68 страницFantastic Tripabiramikdevi100% (17)
- Stencil Aperture and Area Ratio Table For Optimum PrintingДокумент4 страницыStencil Aperture and Area Ratio Table For Optimum PrintingsmtdrkdОценок пока нет
- Stencil Design - 10 % Reduction RuleДокумент1 страницаStencil Design - 10 % Reduction RulesmtdrkdОценок пока нет
- Manufacturable Lead Free SMT ProcessДокумент4 страницыManufacturable Lead Free SMT Processsmtdrkd100% (1)
- Generic Project Plan Template On ExcelДокумент3 страницыGeneric Project Plan Template On Excelsmtdrkd100% (36)
- Myths and Beliefs in Modern Electronic Assembly and Soldering TechniquesДокумент8 страницMyths and Beliefs in Modern Electronic Assembly and Soldering TechniquessmtdrkdОценок пока нет
- What You Always Wanted To Know About Wave Soldering But Were Afraid To AskДокумент43 страницыWhat You Always Wanted To Know About Wave Soldering But Were Afraid To Asksmtdrkd100% (4)
- 24 Amazing Pictures of MoneyДокумент15 страниц24 Amazing Pictures of Moneysmtdrkd100% (1)
- Impact of PB Free On Test and Inspection by TeradyneДокумент3 страницыImpact of PB Free On Test and Inspection by TeradynesmtdrkdОценок пока нет
- Best Practices FactoryДокумент207 страницBest Practices FactorysmtdrkdОценок пока нет
- E-Book Proof of Design DFM and Concurrent EngineeringДокумент425 страницE-Book Proof of Design DFM and Concurrent Engineeringsmtdrkd100% (7)
- Simple Project Management Template On ExcelДокумент2 страницыSimple Project Management Template On Excelsmtdrkd100% (1)
- Lead Free Reliability Study by BoeingДокумент23 страницыLead Free Reliability Study by Boeingsmtdrkd100% (1)
- PB Free Soldering Paper From MassechusettsДокумент52 страницыPB Free Soldering Paper From Massechusettssmtdrkd100% (1)
- Carnatic Music Composition DatabaseДокумент142 страницыCarnatic Music Composition Databasesmtdrkd86% (14)
- Andhragaaru RecipesДокумент38 страницAndhragaaru Recipessmtdrkd100% (5)
- Carnatic Music Composition DatabaseДокумент142 страницыCarnatic Music Composition Databasesmtdrkd86% (14)
- Rola Star CatalogueДокумент8 страницRola Star Cataloguevarshneyrk@rediffmail.comОценок пока нет
- EPSON AcuLaser C1100Документ565 страницEPSON AcuLaser C1100Lukáš KadeřábekОценок пока нет
- Smart' Polymers and What They Could Do in Biotechnology and MedicineДокумент6 страницSmart' Polymers and What They Could Do in Biotechnology and MedicineAlexander KritikopoulosОценок пока нет
- International General Certificate Syllabus of Secondary Education Chemistry 0620 For Examination in June and November 2010Документ37 страницInternational General Certificate Syllabus of Secondary Education Chemistry 0620 For Examination in June and November 2010Farouk O LionОценок пока нет
- Owa SiriusДокумент2 страницыOwa Siriuspatrick remkesОценок пока нет
- 2021 Jun CSEC TCF P1Документ11 страниц2021 Jun CSEC TCF P1Bisham SiewОценок пока нет
- Chapter 8 Large Equipment & Furnishing "Over Equipping Not OnlyДокумент5 страницChapter 8 Large Equipment & Furnishing "Over Equipping Not Onlydagzy100% (4)
- High-Density Polyethylene - WikipediaДокумент3 страницыHigh-Density Polyethylene - Wikipediakirthi83Оценок пока нет
- 2020 - 1 s2.0 S0020722520301853 MainДокумент20 страниц2020 - 1 s2.0 S0020722520301853 MainG DОценок пока нет
- Document PDFДокумент136 страницDocument PDFMargarita KianidouОценок пока нет
- Rockwool 2Документ8 страницRockwool 2leroniusОценок пока нет
- 750-234 CB780E - 784E ManualДокумент44 страницы750-234 CB780E - 784E ManualDaɳɳy ElSamОценок пока нет
- Ecostan Esm 150Документ4 страницыEcostan Esm 150angdutta2Оценок пока нет
- Nanotechnology Lab Visit: Background EssayДокумент1 страницаNanotechnology Lab Visit: Background EssayLearningHoodОценок пока нет
- EX22CT (RHFE-559FTA2) : FeaturesДокумент4 страницыEX22CT (RHFE-559FTA2) : Featuresrafiullah353Оценок пока нет
- Survey ChecklistДокумент23 страницыSurvey ChecklistmgoyenОценок пока нет
- Biodegradation Ofwasted Bioplastics in Natural andДокумент37 страницBiodegradation Ofwasted Bioplastics in Natural andMaria Inês Vasconcellos FurtadoОценок пока нет
- CE F426-Geosynthetics and Reinforced Soil Structure-AnasuaДокумент3 страницыCE F426-Geosynthetics and Reinforced Soil Structure-AnasuaAbhijeet RoyОценок пока нет
- Determination of Ethanol Content From Ginebra Gin by Fractional DistillationДокумент4 страницыDetermination of Ethanol Content From Ginebra Gin by Fractional DistillationToni Sy EncinaresОценок пока нет
- EnRD ECO CENTER PDFДокумент56 страницEnRD ECO CENTER PDFMhare Oroceo CasanovaОценок пока нет
- Reverse Dial Indicator MethodДокумент14 страницReverse Dial Indicator MethodvinothenergyОценок пока нет
- Transx 2000 ManualДокумент5 страницTransx 2000 Manualacmemail583Оценок пока нет
- Worldwide Consultant in Biomass and Waste Projects (EN-V1.1-2019.12.19)Документ16 страницWorldwide Consultant in Biomass and Waste Projects (EN-V1.1-2019.12.19)Kay MohanОценок пока нет
- Bar Screening Environmental EngineeringДокумент11 страницBar Screening Environmental EngineeringRajat Kushwaha100% (1)
- QweqДокумент2 страницыQweqPraYush RajbhandariОценок пока нет
- Internal Epoxy Coating in Surface CondenserДокумент14 страницInternal Epoxy Coating in Surface CondenserChaudhari SanketОценок пока нет
- Detail of Mesh-1 Reinforcement Details of Pier Cap Section D-DДокумент1 страницаDetail of Mesh-1 Reinforcement Details of Pier Cap Section D-DSaurabh PandeyОценок пока нет
- Flue Gas Cooler Brochure - 0 PDFДокумент1 страницаFlue Gas Cooler Brochure - 0 PDFSriram RamanujamОценок пока нет
- Term Paper OF: Online Automation SystemsДокумент20 страницTerm Paper OF: Online Automation SystemsAditya MalhotraОценок пока нет
- Sp168f PDFДокумент10 страницSp168f PDFAmbar SolangeОценок пока нет