Вам также может понравиться
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- General Diesel Engine Diagnostic Guide PDFДокумент3 страницыGeneral Diesel Engine Diagnostic Guide PDFan0th3r_0n3Оценок пока нет
- Guide To Growing MangoДокумент8 страницGuide To Growing MangoRhenn Las100% (2)
- Lakshmi Narain NTPC Aux Power Consumption ReductionДокумент14 страницLakshmi Narain NTPC Aux Power Consumption Reductionmoorthymtps_54120305Оценок пока нет
- Office Storage GuideДокумент7 страницOffice Storage Guidebob bobОценок пока нет
- GL 186400 Case DigestДокумент2 страницыGL 186400 Case DigestRuss TuazonОценок пока нет
- Daraman vs. DENRДокумент2 страницыDaraman vs. DENRJeng GacalОценок пока нет
- D - MMDA vs. Concerned Residents of Manila BayДокумент13 страницD - MMDA vs. Concerned Residents of Manila BayMia VinuyaОценок пока нет
- Specifications of Asus Zenfone 2 Laser ZE550KL (Black, 16 GB)Документ5 страницSpecifications of Asus Zenfone 2 Laser ZE550KL (Black, 16 GB)moorthymtps_54120305Оценок пока нет
- Power Air Preheater Ljungstrom-Air-preheatersДокумент16 страницPower Air Preheater Ljungstrom-Air-preheatersmoorthymtps_54120305Оценок пока нет
- Abstracts 06 2014Документ3 страницыAbstracts 06 2014moorthymtps_54120305Оценок пока нет
- Presentation 2b WhittakerДокумент27 страницPresentation 2b Whittakermoorthymtps_54120305Оценок пока нет
- CNC USB English ManualДокумент31 страницаCNC USB English ManualHarold Hernan MuñozОценок пока нет
- Expectation Vs Reality: Job Order and Contract of ServiceДокумент10 страницExpectation Vs Reality: Job Order and Contract of ServiceMikee Louise MirasolОценок пока нет
- Lab 6 PicoblazeДокумент6 страницLab 6 PicoblazeMadalin NeaguОценок пока нет
- Social Media Marketing Advice To Get You StartedmhogmДокумент2 страницыSocial Media Marketing Advice To Get You StartedmhogmSanchezCowan8Оценок пока нет
- ARUP Project UpdateДокумент5 страницARUP Project UpdateMark Erwin SalduaОценок пока нет
- Cabling and Connection System PDFДокумент16 страницCabling and Connection System PDFLyndryl ProvidoОценок пока нет
- IEC Blank ProformaДокумент10 страницIEC Blank ProformaVanshika JainОценок пока нет
- Missouri Courts Appellate PracticeДокумент27 страницMissouri Courts Appellate PracticeGeneОценок пока нет
- Business Environment Analysis - Saudi ArabiaДокумент24 страницыBusiness Environment Analysis - Saudi ArabiaAmlan JenaОценок пока нет
- Gender Ratio of TeachersДокумент80 страницGender Ratio of TeachersT SiddharthОценок пока нет
- Anaphylaxis Wallchart 2022Документ1 страницаAnaphylaxis Wallchart 2022Aymane El KandoussiОценок пока нет
- Micron Interview Questions Summary # Question 1 Parsing The HTML WebpagesДокумент2 страницыMicron Interview Questions Summary # Question 1 Parsing The HTML WebpagesKartik SharmaОценок пока нет
- Agricultural Economics 1916Документ932 страницыAgricultural Economics 1916OceanОценок пока нет
- Recommended Practices For Developing An Industrial Control Systems Cybersecurity Incident Response CapabilityДокумент49 страницRecommended Practices For Developing An Industrial Control Systems Cybersecurity Incident Response CapabilityJohn DavisonОценок пока нет
- Hip NormДокумент35 страницHip NormAiman ArifinОценок пока нет
- Supergrowth PDFДокумент9 страницSupergrowth PDFXavier Alexen AseronОценок пока нет
- Unit 2Документ97 страницUnit 2MOHAN RuttalaОценок пока нет
- Vangood Quotation - Refrigerator Part - 2023.3.2Документ5 страницVangood Quotation - Refrigerator Part - 2023.3.2Enmanuel Jossue Artigas VillaОценок пока нет
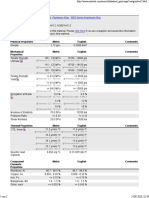
- Aluminum 3003-H112: Metal Nonferrous Metal Aluminum Alloy 3000 Series Aluminum AlloyДокумент2 страницыAluminum 3003-H112: Metal Nonferrous Metal Aluminum Alloy 3000 Series Aluminum AlloyJoachim MausolfОценок пока нет
- 30 Creative Activities For KidsДокумент4 страницы30 Creative Activities For KidsLaloGomezОценок пока нет
- BYJU's July PayslipДокумент2 страницыBYJU's July PayslipGopi ReddyОценок пока нет
- Assignment - 2: Fundamentals of Management Science For Built EnvironmentДокумент23 страницыAssignment - 2: Fundamentals of Management Science For Built EnvironmentVarma LakkamrajuОценок пока нет
- Executive Summary - Pseudomonas AeruginosaДокумент6 страницExecutive Summary - Pseudomonas Aeruginosaapi-537754056Оценок пока нет
- Resume Jameel 22Документ3 страницыResume Jameel 22sandeep sandyОценок пока нет