Вам также может понравиться
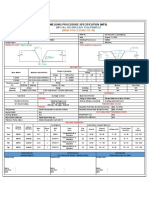
- Form Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Документ2 страницыForm Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)mohammadОценок пока нет
- QW-482 201.1Документ2 страницыQW-482 201.1Barwin CruzОценок пока нет
- QW 483Документ2 страницыQW 483delta lab sangliОценок пока нет
- ASME 9 Multi Process Welding Procedures QW200Документ2 страницыASME 9 Multi Process Welding Procedures QW200Teodor EzaruОценок пока нет
- PDF NCP X-Form WSX03 HDG Zinc-Coated-Steel WPS AWS-D11-D190-72 Pre-prepared-TemplateДокумент1 страницаPDF NCP X-Form WSX03 HDG Zinc-Coated-Steel WPS AWS-D11-D190-72 Pre-prepared-Templateيوسف عادل حسانينОценок пока нет
- WOPQ Form English1Документ2 страницыWOPQ Form English1oaperuchenaОценок пока нет
- Pressure Vessel Plate InspectionДокумент5 страницPressure Vessel Plate InspectionSadashiw PatilОценок пока нет
- WPQДокумент1 страницаWPQjuda823Оценок пока нет
- QW-451 Procedure Qualification Thickness Limits and Test SpecimensДокумент2 страницыQW-451 Procedure Qualification Thickness Limits and Test SpecimensmiteshОценок пока нет
- Appendix B3-03 Welding Procedure Specification ENB-MA-WPS-3 Rev. 0 - A4A2E2Документ14 страницAppendix B3-03 Welding Procedure Specification ENB-MA-WPS-3 Rev. 0 - A4A2E2Jobaer ShaonОценок пока нет
- Highlights-ASME Guides Preheat-PWHT-VIII PDFДокумент5 страницHighlights-ASME Guides Preheat-PWHT-VIII PDFEr Manish JadaunОценок пока нет
- WPSДокумент42 страницыWPSjoehodoh100% (1)
- Wps MainlineДокумент5 страницWps MainlineAlfian FebriansyahОценок пока нет
- 163 Gmaw Zug Asme (Sri Supatmi 3g) WPQДокумент4 страницы163 Gmaw Zug Asme (Sri Supatmi 3g) WPQMuhammad Fitransyah Syamsuar PutraОценок пока нет
- Welding Procedure Specification (WPS) : Joint Design PositionДокумент9 страницWelding Procedure Specification (WPS) : Joint Design PositionpetermanroelibraryОценок пока нет
- SMAW DuniДокумент4 страницыSMAW DuniMuhammad Fitransyah Syamsuar PutraОценок пока нет
- Sample of Procedure Qualification Record (PQR) : Joint DetailsДокумент4 страницыSample of Procedure Qualification Record (PQR) : Joint Detailshancur_27Оценок пока нет
- WPS Api 1104Документ3 страницыWPS Api 1104miguelОценок пока нет
- QAP For PQR'S - For Impact TestingДокумент3 страницыQAP For PQR'S - For Impact TestingDries VandezandeОценок пока нет
- Revised Wps For Gtaw - Xls Dated 25.01.2017Документ2 страницыRevised Wps For Gtaw - Xls Dated 25.01.2017GopinathОценок пока нет
- Essential and Non-Essential Variables For WPS - PQRДокумент4 страницыEssential and Non-Essential Variables For WPS - PQRNatarajan MurugesanОценок пока нет
- P91 MaterialДокумент15 страницP91 MaterialelrajilОценок пока нет
- Specification For Nickel and Nickel-Alloy Bare Welding Electrodes and RodsДокумент19 страницSpecification For Nickel and Nickel-Alloy Bare Welding Electrodes and RodsT arekiОценок пока нет
- BPVC Ix Qw-484aДокумент1 страницаBPVC Ix Qw-484aTC Capulcu Mustafa MОценок пока нет
- BPQ REV. 0 Interactive FormДокумент2 страницыBPQ REV. 0 Interactive FormcosmicbunnyОценок пока нет
- Mce Gulf Contracting Co. Welder Performance QualificationДокумент2 страницыMce Gulf Contracting Co. Welder Performance QualificationhamidjoyiaОценок пока нет
- D1.5M D1.5 2015 AMD1 Form O 2 FillableДокумент1 страницаD1.5M D1.5 2015 AMD1 Form O 2 Fillablevikasphopale1Оценок пока нет
- Welcome To: Training Program On GUIDED TOUR OF Asme CodesДокумент120 страницWelcome To: Training Program On GUIDED TOUR OF Asme CodesDiego HenriqueОценок пока нет
- WPSPQRДокумент11 страницWPSPQR0502raviОценок пока нет
- F-Number Reference ChartДокумент2 страницыF-Number Reference ChartRichard BennardoОценок пока нет
- Welding Procedure Qualification Record: Shipyard LogoДокумент4 страницыWelding Procedure Qualification Record: Shipyard LogoGökhan TEZCAN100% (1)
- WPS List For Piping: (Asme Section Ix)Документ2 страницыWPS List For Piping: (Asme Section Ix)Ali MoosaviОценок пока нет
- Sample API 1104 WpsДокумент1 страницаSample API 1104 Wpsippon_osoto100% (1)
- WPS Resrvoire Sous Pression Smaw SawДокумент6 страницWPS Resrvoire Sous Pression Smaw SawDanem HalasОценок пока нет
- CV - Fabio Madeira en - 082018Документ3 страницыCV - Fabio Madeira en - 082018inspetorfabiomadeiraОценок пока нет
- Heat TreatmentДокумент5 страницHeat TreatmentsheikmoinОценок пока нет
- CSM-QR-02-2, Medical Gas BPS TablesДокумент8 страницCSM-QR-02-2, Medical Gas BPS TablesaadmaadmОценок пока нет
- PQR TipsДокумент4 страницыPQR TipsWaqas WaqasОценок пока нет
- Gtaw 106Документ2 страницыGtaw 106ganeshkumarg_1Оценок пока нет
- Welding Procedure Specification For GTAWДокумент9 страницWelding Procedure Specification For GTAWraja reyhanОценок пока нет
- API 6A RadiographyДокумент4 страницыAPI 6A RadiographyminakshissawantОценок пока нет
- Duplex Ss Welding PDF FreeДокумент8 страницDuplex Ss Welding PDF Freeel_sharkawy2011Оценок пока нет
- Amrita Engineering Works: QW 483 Suggested Format For Pocedure Qualification Records (PQR)Документ3 страницыAmrita Engineering Works: QW 483 Suggested Format For Pocedure Qualification Records (PQR)Balkishan DyavanapellyОценок пока нет
- 1035 03Документ2 страницы1035 03Anuj ShahiОценок пока нет
- WPS PQR-05Документ10 страницWPS PQR-05Ranjan KumarОценок пока нет
- ASME 9 - CalculatorДокумент2 страницыASME 9 - CalculatorEmel Besir100% (1)
- WPS Indosol 001 (ASME) RДокумент2 страницыWPS Indosol 001 (ASME) RDoni HardiОценок пока нет
- QW 482Документ2 страницыQW 482MuchamadAsyhariОценок пока нет
- Valero Aruba Refinery Welding Procedure Specification: For Insert PatchesДокумент3 страницыValero Aruba Refinery Welding Procedure Specification: For Insert PatchesRaymond de WeeverОценок пока нет
- 653 WPS-PQR PDFДокумент4 страницы653 WPS-PQR PDFETSОценок пока нет
- Wps Gmaw SawДокумент2 страницыWps Gmaw Sawupedro26Оценок пока нет
- QW-482 WPS FormatДокумент2 страницыQW-482 WPS FormatMardeOpamen100% (1)
- WPS Format PDFДокумент2 страницыWPS Format PDFHimansu Sekhar JenaОценок пока нет
- Automatic, Manual, Machine, or Semi-Auto.Документ10 страницAutomatic, Manual, Machine, or Semi-Auto.ChE_MattОценок пока нет
- QW 406 Asme CodeДокумент3 страницыQW 406 Asme CodeMardeOpamenОценок пока нет
- QW 482Документ2 страницыQW 482Ali MoghiОценок пока нет
- Wps Format (Qw-482)Документ2 страницыWps Format (Qw-482)Sebastian RajeshОценок пока нет
- BPVC Ix QW-482Документ2 страницыBPVC Ix QW-482ganesh82Оценок пока нет
- Mobil Oil Corporation Welding Procedure Specification: G. F. Letter MOC-109P 11/18/82 MOC-109P 0 11/18/82 Smaw ManualДокумент2 страницыMobil Oil Corporation Welding Procedure Specification: G. F. Letter MOC-109P 11/18/82 MOC-109P 0 11/18/82 Smaw ManualRaymond de WeeverОценок пока нет
- A 48 CP, Ap, FPДокумент1 страницаA 48 CP, Ap, FPMuhammad HannanОценок пока нет
- 653 150Rev2PubДокумент10 страниц653 150Rev2PubMuhammad HannanОценок пока нет
- Water Storage Tanks Used For Fire Protection: Attachment 5Документ2 страницыWater Storage Tanks Used For Fire Protection: Attachment 5Muhammad HannanОценок пока нет
- Explosion Protection Conform To 2014/34/EU: Ex Ia IIC T6 GaДокумент1 страницаExplosion Protection Conform To 2014/34/EU: Ex Ia IIC T6 GaMuhammad HannanОценок пока нет
- Toyo Engineering Sdn. Bhd. Toyo Engineering Sdn. BHDДокумент1 страницаToyo Engineering Sdn. Bhd. Toyo Engineering Sdn. BHDMuhammad HannanОценок пока нет
- Quizlet API 580 Chapter 16Документ3 страницыQuizlet API 580 Chapter 16Muhammad HannanОценок пока нет
- Mmhe (Petrofac) - M2 186: M2-186 (A4302-E01A / E01B)Документ3 страницыMmhe (Petrofac) - M2 186: M2-186 (A4302-E01A / E01B)Muhammad HannanОценок пока нет
- Set 1Документ6 страницSet 1Muhammad HannanОценок пока нет
- 100% Free - Forex MetaTrader IndicatorsДокумент5 страниц100% Free - Forex MetaTrader IndicatorsMuhammad Hannan100% (1)
- 1 Total LicenseesДокумент10 страниц1 Total LicenseesMuhammad HannanОценок пока нет
- Risk Based Inspection Professional: Certification Preparation ProgramДокумент6 страницRisk Based Inspection Professional: Certification Preparation ProgramMuhammad HannanОценок пока нет
- Level II Question PaperДокумент16 страницLevel II Question PaperMuhammad HannanОценок пока нет
- Multi-Choice Questions Dye Penetration Testing.Документ9 страницMulti-Choice Questions Dye Penetration Testing.Muhammad HannanОценок пока нет
- VEH MB ML320 EAM Extended Activity Module TaskДокумент1 страницаVEH MB ML320 EAM Extended Activity Module Taskd9d100% (1)
- BextexДокумент14 страницBextexBishawnath RoyОценок пока нет
- Sir - 11 - 21 Rate List 2022Документ10 страницSir - 11 - 21 Rate List 2022akshayОценок пока нет
- Europa Universalis IV CheatsДокумент7 страницEuropa Universalis IV CheatsZamri Bin RadzaliОценок пока нет
- SDLCДокумент2 страницыSDLCTahseef RezaОценок пока нет
- Ijmemr V3i1 009Документ5 страницIjmemr V3i1 009Sandesh SanОценок пока нет
- Naging: Case SelectingДокумент5 страницNaging: Case SelectingPrabhakar RaiОценок пока нет
- Workshop Manual Group 21-26 - 7745282 PDFДокумент228 страницWorkshop Manual Group 21-26 - 7745282 PDFabdelhadi houssinОценок пока нет
- C9 Game Guide For VIPsДокумент62 страницыC9 Game Guide For VIPsChrystyanoОценок пока нет
- TemplateДокумент17 страницTemplatedaveОценок пока нет
- MIS Officer Job Description and Person SpecificationДокумент3 страницыMIS Officer Job Description and Person SpecificationviewpawanОценок пока нет
- Tears of My Enemies Funny Juice Box Enamel Pin BaДокумент1 страницаTears of My Enemies Funny Juice Box Enamel Pin BaBoban StojanovićОценок пока нет
- Operations Management: William J. StevensonДокумент36 страницOperations Management: William J. StevensonRubel Barua100% (4)
- Assessment of Learning 1 Quiz 1Документ3 страницыAssessment of Learning 1 Quiz 1imalwaysmarked100% (4)
- Trasdata HelpДокумент4 852 страницыTrasdata HelpPaul Galwez75% (4)
- Timetable Victoria Chichester PDFДокумент2 страницыTimetable Victoria Chichester PDFLizzie CosterОценок пока нет
- Edge Wall Final-ModelДокумент1 страницаEdge Wall Final-ModelAbanoub ShakerОценок пока нет
- Suzuki G13ba EnginДокумент4 страницыSuzuki G13ba EnginYoga A. Wicaksono0% (1)
- Monthly Ladder Inspection ChecklistДокумент4 страницыMonthly Ladder Inspection ChecklistPeter Sare WolloОценок пока нет
- PBL BrochureNov04Документ26 страницPBL BrochureNov04Pedro Antonio Lea Plaza Rico100% (1)
- PLSP 2 6 Aloha PDFДокумент35 страницPLSP 2 6 Aloha PDFKajenОценок пока нет
- Digital Design Course FileДокумент191 страницаDigital Design Course FileCharan NethaОценок пока нет
- Luyện tâp Liên từ Online 1Документ5 страницLuyện tâp Liên từ Online 1Sơn KhắcОценок пока нет
- HR Report ON Moser BaerДокумент77 страницHR Report ON Moser BaerKomal DhaliwalОценок пока нет
- Is Standard ListДокумент11 страницIs Standard ListSunil PulikkalОценок пока нет
- Waste To Wealth Green Potential From Palm Biomass in MalaysiaДокумент9 страницWaste To Wealth Green Potential From Palm Biomass in MalaysiaLai Mei EeОценок пока нет
- XII Bahasa Inggris No. 16-18Документ3 страницыXII Bahasa Inggris No. 16-18Auryn AnastashaОценок пока нет
- Is500 PDFДокумент298 страницIs500 PDFShekhar Srivass50% (4)
- Mohiuddin Ahmad and Rafiqul Tarefder Department of Civil Engineering, University of New MexicoДокумент1 страницаMohiuddin Ahmad and Rafiqul Tarefder Department of Civil Engineering, University of New MexicoMohiuddin AhmadОценок пока нет
- 08 PrimingДокумент6 страниц08 PrimingJose RojasОценок пока нет