Вам также может понравиться
- 6.paquimetría CornealДокумент32 страницы6.paquimetría CornealFrancisca Valentina Morales80% (5)
- Gonzalez - Martinez-Sistema - de - DirecciónДокумент4 страницыGonzalez - Martinez-Sistema - de - DirecciónTyrone González100% (1)
- Plan de Mantenimiento PortacontenedoresДокумент4 страницыPlan de Mantenimiento PortacontenedoresMarco GuachunОценок пока нет
- Bits de PerforacionДокумент19 страницBits de PerforacionExequiel Rodrigo NuñezОценок пока нет
- Tipos de Pérdidas de Un Transformador EléctricoДокумент1 страницаTipos de Pérdidas de Un Transformador Eléctricomanoloh_2Оценок пока нет
- Procesos de Soldadura-Corriente Alterna y Continua para SoldarДокумент3 страницыProcesos de Soldadura-Corriente Alterna y Continua para SoldarNelson Gabuito Garcia Jaramillo100% (1)
- Resistencia en Aleaciones EutecticasДокумент11 страницResistencia en Aleaciones Eutecticaslord_helix_hell666Оценок пока нет
- Conceptos HidraulicosДокумент6 страницConceptos HidraulicosOswaldo Garcia NavaОценок пока нет
- Indura 308l - Aws E-Ghf308l-16Документ1 страницаIndura 308l - Aws E-Ghf308l-16Jhon Miguel Mestas BejarОценок пока нет
- Fundición y Aleaciones Metalicas 1Документ311 страницFundición y Aleaciones Metalicas 1Gilmar Josef Medina Silva100% (1)
- Soldadura DinámicaДокумент14 страницSoldadura DinámicaJuan FernandoОценок пока нет
- Atmósfera ProtectoraДокумент2 страницыAtmósfera ProtectoraSebastián Andrés Rojas MontielОценок пока нет
- Comportamiento de Los Materiales EléctricosДокумент4 страницыComportamiento de Los Materiales EléctricosJosé TorresОценок пока нет
- Turbina PeltonДокумент14 страницTurbina PeltonJimmy Joel ColqueОценок пока нет
- Polipastos, Monorrieles y Puente GrúasДокумент16 страницPolipastos, Monorrieles y Puente GrúasIMPORTECH JMGОценок пока нет
- Mantenimiento de Las Bombas Del Banco de Pruebas PDFДокумент3 страницыMantenimiento de Las Bombas Del Banco de Pruebas PDFCarlos SanchezОценок пока нет
- Tolerancias Motor PDFДокумент6 страницTolerancias Motor PDFDaniel SaquicelaОценок пока нет
- Engranajes HelicoidalesДокумент7 страницEngranajes HelicoidalesrdrysdsОценок пока нет
- Proyecto Simulación Del Funcionamiento Del Ventilador EléctricoДокумент5 страницProyecto Simulación Del Funcionamiento Del Ventilador EléctricoEsperanza Benavides100% (1)
- Sistemas de Suspensión - Fluidos Tema 4Документ27 страницSistemas de Suspensión - Fluidos Tema 4Sheila Martinez SalasОценок пока нет
- Sistema de Polea y CorreaДокумент4 страницыSistema de Polea y CorreaFlavio Chavez TarazonaОценок пока нет
- Ejes (Arboles) de TransmisionДокумент10 страницEjes (Arboles) de TransmisionruthОценок пока нет
- Tesis Daquilema-Pulla 1Документ157 страницTesis Daquilema-Pulla 1Alicia Del Rocío Sani100% (1)
- Endurecimiento Por EnvejecimientoДокумент5 страницEndurecimiento Por EnvejecimientoGuillermo Andres Cossi YglesiasОценок пока нет
- Preguntas Ciencias de MaterialesДокумент7 страницPreguntas Ciencias de MaterialesKlever MoralesОценок пока нет
- Informe de ResorteДокумент7 страницInforme de ResorteGabriel Omar Bautista SangaОценок пока нет
- Manual Mecanica Automotriz Valvulas Descripcion GeneralДокумент9 страницManual Mecanica Automotriz Valvulas Descripcion GeneralJavier Angulo DayetОценок пока нет
- Sensores de Presión Micro MecánicosДокумент27 страницSensores de Presión Micro MecánicosMaritssa HuillcaОценок пока нет
- Discos de FrenoДокумент18 страницDiscos de FrenoTu Galan FavoritoОценок пока нет
- Practica 07 Traccion en Metales No FerrososДокумент19 страницPractica 07 Traccion en Metales No FerrososCarlos LuceroОценок пока нет
- Circuito MIXTOДокумент5 страницCircuito MIXTOCarlos VarelaОценок пока нет
- Infografia Soldadura, MoisesДокумент1 страницаInfografia Soldadura, MoisesMoises Fernando MorilloОценок пока нет
- Acero 8620Документ9 страницAcero 8620luis rodriguezОценок пока нет
- BIELAДокумент7 страницBIELAChristian Cullanco CamarenaОценок пока нет
- Disertación SoldaduraДокумент59 страницDisertación SoldaduraRoger Edgar Castañeda Perez100% (1)
- Fundicion en NoyosДокумент15 страницFundicion en NoyosEdwin Paco Poveda0% (1)
- Motores Diesel Equipo PesadoДокумент70 страницMotores Diesel Equipo PesadoRenato D Valladolid100% (4)
- Informe OxiacetilenoДокумент7 страницInforme OxiacetilenoVictor AguirreОценок пока нет
- Normas Inteco para Concreto PDFДокумент2 страницыNormas Inteco para Concreto PDFJohnОценок пока нет
- Aleaciones MetalesДокумент17 страницAleaciones Metalesalexander beltranОценок пока нет
- Objetivo GeneraleДокумент17 страницObjetivo GeneraleHenry Chavez Rojas100% (1)
- Informe de DiferencialДокумент4 страницыInforme de DiferencialCarlos Alberto Rojas RojasОценок пока нет
- Ajuste y Reglaje de La Geometría de La DirecciónДокумент9 страницAjuste y Reglaje de La Geometría de La DirecciónSebastian CoraisacaОценок пока нет
- Codigo de ColoresДокумент15 страницCodigo de ColoresHellen BruzualОценок пока нет
- Materiales No FerrososДокумент12 страницMateriales No FerrososMauricio_AMC18Оценок пока нет
- Los Fluidos de Transmision de PotenciaДокумент7 страницLos Fluidos de Transmision de PotenciaAldo HernándezОценок пока нет
- Distribuidor y Sus FuncionesДокумент2 страницыDistribuidor y Sus FuncionesGuille A Flores LazoОценок пока нет
- Selección de Material de Partida para El Pistón ForjaДокумент2 страницыSelección de Material de Partida para El Pistón ForjaFernando Jimenez GandarillasОценок пока нет
- ElectrodosДокумент37 страницElectrodoshgcuОценок пока нет
- Valvulas SV OHV OHS DOCHДокумент4 страницыValvulas SV OHV OHS DOCHValerin Crizztal AlvarezОценок пока нет
- Acumuladores y AlternadoresДокумент9 страницAcumuladores y AlternadoresRuda JoseОценок пока нет
- Hoja de Ruta Inspección PDFДокумент2 страницыHoja de Ruta Inspección PDFAlfonso CouseloОценок пока нет
- Aleaciones Del Cobre - CuproaluminiosДокумент27 страницAleaciones Del Cobre - CuproaluminiosMilton AranaОценок пока нет
- Selección de BandasДокумент20 страницSelección de BandasBerna RMОценок пока нет
- Motores-Relación Carrera DiametroДокумент4 страницыMotores-Relación Carrera DiametromfmejiabОценок пока нет
- El Punto de Fluidez y Los Depresores de Punto de FluidezДокумент3 страницыEl Punto de Fluidez y Los Depresores de Punto de FluidezNoche de EstrellasОценок пока нет
- Fundición A La Cera PerdidaДокумент20 страницFundición A La Cera PerdidaFrancesca AhumadaОценок пока нет
- Torque y Potencia (Sólo Lectura)Документ4 страницыTorque y Potencia (Sólo Lectura)Mayra Becerra DiazОценок пока нет
- Tipos de ElectrodosДокумент36 страницTipos de ElectrodosAular Devia Daniel AlejandroОценок пока нет
- Cuestionario SoldaduraДокумент9 страницCuestionario SoldadurawalterОценок пока нет
- Norma Aws A5Документ4 страницыNorma Aws A5Cristian Joaquin ZegarraОценок пока нет
- Informe #9. Usos y Caractersticas de Los Electrodos MetalicosДокумент19 страницInforme #9. Usos y Caractersticas de Los Electrodos MetalicosLuisCarlosCante50% (2)
- Aceites y EmbarazoДокумент3 страницыAceites y EmbarazoSandra AvelarОценок пока нет
- Dossier AinybelДокумент52 страницыDossier AinybelConnie H100% (2)
- Tarea 1Документ6 страницTarea 1CrisОценок пока нет
- Orientacion FamiliarДокумент6 страницOrientacion FamiliarJOSELYN GRACIELA YTURRALDE COELLOОценок пока нет
- Los Agentes Alterantes, Cómo ControlarlosДокумент9 страницLos Agentes Alterantes, Cómo ControlarlosDanielОценок пока нет
- Igol BarnizДокумент2 страницыIgol BarniztitoytomasОценок пока нет
- Aparato Digestivo de Los Vertebrados HerbívorosДокумент2 страницыAparato Digestivo de Los Vertebrados HerbívorosMrHawarnetОценок пока нет
- Robot ManipuladorДокумент3 страницыRobot ManipuladorDiego VelezОценок пока нет
- Resumen Artículo Contraindicaciones VasoconstrictorДокумент3 страницыResumen Artículo Contraindicaciones VasoconstrictorAlejandra LeonesОценок пока нет
- Guia Elaion Linea NuevaДокумент8 страницGuia Elaion Linea NuevaHumicarwash Lavadero-lubricentroОценок пока нет
- Red de Productores Libres y AsociadosДокумент4 страницыRed de Productores Libres y AsociadosHector David ZavarceОценок пока нет
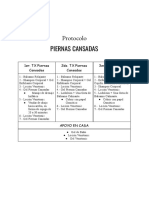
- Protocolo Piernas Cansadas: 1er. TX Piernas Cansadas 2do. TX Piernas Cansadas 3er. TX Piernas CansadasДокумент3 страницыProtocolo Piernas Cansadas: 1er. TX Piernas Cansadas 2do. TX Piernas Cansadas 3er. TX Piernas CansadasAnaОценок пока нет
- Unidad 2 Cefaleas Con AudioДокумент152 страницыUnidad 2 Cefaleas Con AudioJubithza Esquivias SotomayorОценок пока нет
- PC1 HidraДокумент2 страницыPC1 HidraAndy Marín VargasОценок пока нет
- La Industria Azucarera ArgentinaДокумент98 страницLa Industria Azucarera ArgentinamarcosorcoОценок пока нет
- La Industria de La MaderaДокумент16 страницLa Industria de La MaderaMarjorie Pame Solano BuenoОценок пока нет
- TEMA No.5 BALANZA DE PAGOSДокумент4 страницыTEMA No.5 BALANZA DE PAGOSJosmir GarciaОценок пока нет
- Análisis de La Cultura Organizacional GLORIAДокумент3 страницыAnálisis de La Cultura Organizacional GLORIAPérou AppleОценок пока нет
- Ingeniería de TránsitoДокумент10 страницIngeniería de TránsitoSilvia Cortés VallejoОценок пока нет
- DELL Latitude-E6430 Manual - Es-MxДокумент85 страницDELL Latitude-E6430 Manual - Es-MxWarMax ZapataОценок пока нет
- Tarea 3 - Sistemas de Ecuaciones LinealesДокумент9 страницTarea 3 - Sistemas de Ecuaciones LinealesMARIA CAMILA VILLA MONTOYAОценок пока нет
- Practica #5 Tecnicas de Coloración01Документ4 страницыPractica #5 Tecnicas de Coloración01neyer ivanОценок пока нет
- ANFO y HAДокумент42 страницыANFO y HADelia M CHОценок пока нет
- Retencion de Tareas Foro Portal de AbogadosДокумент7 страницRetencion de Tareas Foro Portal de AbogadosVillareal JoseОценок пока нет
- ResumenДокумент3 страницыResumenWidelmy CaracasОценок пока нет
- Pictogramas de SeguridadДокумент5 страницPictogramas de Seguridadclauremarializ99Оценок пока нет
- Recetario Purita Mama PDFДокумент2 страницыRecetario Purita Mama PDFOirs ChonchiОценок пока нет
- Ejercicios Genética Mendeliana IДокумент2 страницыEjercicios Genética Mendeliana IGilda Oyuela IzaguirreОценок пока нет