Вам также может понравиться
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEОт EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEОценок пока нет
- Estudo de CasosДокумент12 страницEstudo de CasosJimmy Johnson100% (1)
- Questoes TwiДокумент4 страницыQuestoes Twisrspinto100% (1)
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasОт EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasОценок пока нет
- Questões e exercícios sobre soldagem e inspeçãoДокумент117 страницQuestões e exercícios sobre soldagem e inspeçãoFLAVIO PRADO100% (1)
- Ultrassom: treinamento básicoДокумент41 страницаUltrassom: treinamento básicoCarlos Wagner100% (3)
- EPS, RQP, RQS, IEIS: documentos para soldagemДокумент9 страницEPS, RQP, RQS, IEIS: documentos para soldagemVitor Olivetti100% (1)
- A2-Documentos Técnicos PDFДокумент8 страницA2-Documentos Técnicos PDFRodrigo Pereira Da SilvaОценок пока нет
- Modelo de RQPS - 2019 PDFДокумент4 страницыModelo de RQPS - 2019 PDFNavi DeanОценок пока нет
- Estudo de Caso Aws d1.1 - Pós Graduação - QpsДокумент2 страницыEstudo de Caso Aws d1.1 - Pós Graduação - QpsJason CampbellОценок пока нет
- Questões sobre soldagemДокумент111 страницQuestões sobre soldagemJean Ocampos100% (1)
- PR-003 - Rev 12Документ46 страницPR-003 - Rev 12Fillipe ReisОценок пока нет
- ABNT NBR 14842-2015 - Soldagem e Critérios para Qualificação de InspetoresДокумент22 страницыABNT NBR 14842-2015 - Soldagem e Critérios para Qualificação de InspetoresMauricio Ferreira100% (2)
- Rqps 002 - Ai - Tig+EletrodoДокумент2 страницыRqps 002 - Ai - Tig+EletrodoWenderson Oliveira100% (1)
- Elaboração de RQPS - EPSДокумент26 страницElaboração de RQPS - EPSCesar Augusto100% (1)
- Técnicas de SoldagemДокумент9 страницTécnicas de Soldagembarretaombn100% (1)
- Microsoft Word - Asme V Artigo 9 Edição 2004 TraduzidoДокумент3 страницыMicrosoft Word - Asme V Artigo 9 Edição 2004 TraduzidoDaniel RochaОценок пока нет
- Vaso Modelo 11 Bar R00-Plano de SoldagemДокумент1 страницаVaso Modelo 11 Bar R00-Plano de Soldagemrodrigoq1100% (1)
- Simulado - F.B.T.S - 02Документ20 страницSimulado - F.B.T.S - 02phmarinsh2f100% (1)
- Procedimento de Ensaio Visual de SoldaДокумент23 страницыProcedimento de Ensaio Visual de SoldaPaulino100% (11)
- Avalição 5 Consumiveis RespostaДокумент2 страницыAvalição 5 Consumiveis RespostaSilvestreSilva100% (3)
- Consumiveis Asme Seção C Parte IIДокумент44 страницыConsumiveis Asme Seção C Parte IILeonardoOliveira50% (2)
- Normas Soldagem QualificaçãoДокумент63 страницыNormas Soldagem QualificaçãoAllan Maia100% (1)
- 35 - Ensaio de Ultrassom em Solda (AWS) - EUS-AWS-2019 Rev.01 PDFДокумент18 страниц35 - Ensaio de Ultrassom em Solda (AWS) - EUS-AWS-2019 Rev.01 PDFlks13100% (1)
- Cebraci-045-Instrução Tecnica Liquido Penetrante-Lp - It-Lb-003Документ2 страницыCebraci-045-Instrução Tecnica Liquido Penetrante-Lp - It-Lb-003leonardo_barros_48100% (1)
- Diagrama de SchaefflerДокумент33 страницыDiagrama de SchaefflerSâmia DiógenesОценок пока нет
- Instrução técnica para inspeção por líquido penetrante em soldas de gasodutoДокумент2 страницыInstrução técnica para inspeção por líquido penetrante em soldas de gasodutoleonardo_barros_48100% (2)
- Apostila FBTSДокумент525 страницApostila FBTSCalama Arica São Paulo100% (2)
- Controle de SoldadoresДокумент4 страницыControle de SoldadoresEder Silveira Del MestreОценок пока нет
- Tolerâncias geraisДокумент5 страницTolerâncias geraisdiego100% (1)
- Prova Inspetor Soldagem Nível 1Документ14 страницProva Inspetor Soldagem Nível 1Nicolas Fontes100% (1)
- Qualificação de ProcedimentosДокумент22 страницыQualificação de ProcedimentosRodrigo SousaОценок пока нет
- AWS - MacrografiaДокумент13 страницAWS - MacrografiaAndre SenosОценок пока нет
- Prova Selecao 2018 FBTS GABARITOДокумент9 страницProva Selecao 2018 FBTS GABARITOGuilherme Xavier100% (1)
- Questà Es de Prova FBTS Com As RespostasДокумент102 страницыQuestà Es de Prova FBTS Com As RespostasPauloSieplin67% (3)
- N-0133 Rev. KДокумент102 страницыN-0133 Rev. Kmattafe100% (4)
- ISO 2553-Simbologia de Soldagem-CompletaДокумент36 страницISO 2553-Simbologia de Soldagem-CompletawiroОценок пока нет
- Simulado para Prova Teórica de ISN1Документ12 страницSimulado para Prova Teórica de ISN1Renato Tadeu Souza Tavares100% (1)
- N 2163 - Soldagem e TrepanaçãoДокумент16 страницN 2163 - Soldagem e TrepanaçãoLuiz Rubens Souza Cantelli100% (2)
- Modelo EpsДокумент10 страницModelo EpsCelso BritoОценок пока нет
- Ensaio visual e dimensional de soldasДокумент17 страницEnsaio visual e dimensional de soldasSidnei Rodrigues100% (1)
- Ensaio visual de soldaДокумент16 страницEnsaio visual de soldaRenan Soares KieferОценок пока нет
- IF CT – Caldeiraria e tubulação: Normas e processosДокумент19 страницIF CT – Caldeiraria e tubulação: Normas e processosEduardo Gomes100% (1)
- Prova Inspetor de Solda N1Документ38 страницProva Inspetor de Solda N1apnegrao100% (3)
- Descontinuidades em soldagemДокумент26 страницDescontinuidades em soldagemAlon CarlosОценок пока нет
- Tabela Salarial IQB REV-04Документ1 страницаTabela Salarial IQB REV-04isaac linoОценок пока нет
- Simulado - F.B.T.S - 03Документ20 страницSimulado - F.B.T.S - 03phmarinsh2fОценок пока нет
- Apostila - Simbologia - AWS e ISO 2553Документ82 страницыApostila - Simbologia - AWS e ISO 2553Jonathan SouzaОценок пока нет
- Defeitos Pintura Tintas LíquidasДокумент1 страницаDefeitos Pintura Tintas LíquidasGyl Ribeiro100% (1)
- Api 1104-2010Документ69 страницApi 1104-2010marcelogf74Оценок пока нет
- Relatório técnico avalia trinca em tanque de nitrogênioДокумент14 страницRelatório técnico avalia trinca em tanque de nitrogênioHeverton MarchettoОценок пока нет
- NBR 14193 - Fio de Cobre Nu de Secao Retangular - EspecificacaoДокумент7 страницNBR 14193 - Fio de Cobre Nu de Secao Retangular - EspecificacaoAnderson SantosОценок пока нет
- Ensaios de tração e dobramento em aço CA-50Документ7 страницEnsaios de tração e dobramento em aço CA-50Angela VianaОценок пока нет
- Questionário para Treinamento 003Документ6 страницQuestionário para Treinamento 003rodrigo gonçalvesОценок пока нет
- Eps 32Документ9 страницEps 32Paulo CorreiaОценок пока нет
- UFPB Centro Tecnologia Engenharia Mecânica Tecnologia Mecânica IДокумент3 страницыUFPB Centro Tecnologia Engenharia Mecânica Tecnologia Mecânica IFabrycio Érico de MedeirosОценок пока нет
- Tampos Industriais: Processo de Fabricação e Tipos de TamposДокумент16 страницTampos Industriais: Processo de Fabricação e Tipos de TamposMarcos CarvalhoОценок пока нет
- NBR 13782 (Jun 2001) - Posto de Serviço - Sistemas de Proteção Externa para Tanque Atmosférico Subterrâneo em AçocarbonoДокумент4 страницыNBR 13782 (Jun 2001) - Posto de Serviço - Sistemas de Proteção Externa para Tanque Atmosférico Subterrâneo em AçocarbonoYuri Bahia de VasconcelosОценок пока нет
- Apostila de Análise de Circuitos I PDFДокумент28 страницApostila de Análise de Circuitos I PDFMarcos Paulo Goms Dos SantosОценок пока нет
- CLP - Anotações Abertura Programa PDFДокумент1 страницаCLP - Anotações Abertura Programa PDFJulio CastilhosОценок пока нет
- Boleto FolhaДокумент1 страницаBoleto FolhaJulio CastilhosОценок пока нет
- Trabalho Sobre Servomotor e Control Ad or PIDДокумент10 страницTrabalho Sobre Servomotor e Control Ad or PIDCarlosAvlisОценок пока нет
- CLP - Aula 18082018-2 PDFДокумент1 страницаCLP - Aula 18082018-2 PDFJulio CastilhosОценок пока нет
- Caminhando e Cantando e Seguindo A CançãoДокумент1 страницаCaminhando e Cantando e Seguindo A CançãoJulio CastilhosОценок пока нет
- CLP - Aula 18082018-2 PDFДокумент1 страницаCLP - Aula 18082018-2 PDFJulio CastilhosОценок пока нет
- Certificado Tubo XXSДокумент2 страницыCertificado Tubo XXSJulio CastilhosОценок пока нет
- Aula 35Документ37 страницAula 35FernandaОценок пока нет
- Aula 12 - Cálculo Engrenagens CilidricasДокумент10 страницAula 12 - Cálculo Engrenagens CilidricasDouglas Gomes92% (13)
- Pastilhas CNMG .. ETC ..Документ24 страницыPastilhas CNMG .. ETC ..Julio CastilhosОценок пока нет
- CLP - Anotações Abertura Programa PDFДокумент1 страницаCLP - Anotações Abertura Programa PDFJulio CastilhosОценок пока нет
- São Rafael ArcanjoДокумент6 страницSão Rafael ArcanjoJulio CastilhosОценок пока нет
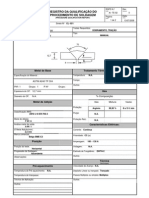
- Registro de Qualificação de Soldador - RQSДокумент2 страницыRegistro de Qualificação de Soldador - RQSJulio Castilhos0% (1)
- CLP - Aula 18082018-2 PDFДокумент1 страницаCLP - Aula 18082018-2 PDFJulio CastilhosОценок пока нет
- CNC - Fanuc - TopicosДокумент10 страницCNC - Fanuc - TopicosJulio CastilhosОценок пока нет
- Registro de Qualificação de Soldador TIG + EletrodoДокумент1 страницаRegistro de Qualificação de Soldador TIG + EletrodoJulio CastilhosОценок пока нет
- Termo de Compromisso PreenchidoДокумент1 страницаTermo de Compromisso PreenchidoJulio CastilhosОценок пока нет
- Consulta Placa PerfuradoraДокумент1 страницаConsulta Placa PerfuradoraJulio CastilhosОценок пока нет
- Corrosão QNДокумент5 страницCorrosão QNVinicius GuimarãesОценок пока нет
- Instrumentação Básica para Operadores de RefinariaДокумент98 страницInstrumentação Básica para Operadores de RefinariaEduardo BandeiraОценок пока нет
- ASME VIII - PWHTДокумент2 страницыASME VIII - PWHTJulio CastilhosОценок пока нет
- N-0076 2015Документ161 страницаN-0076 2015RGuilardi2013Оценок пока нет
- Solicitação de exame e reexame de qualificaçãoДокумент1 страницаSolicitação de exame e reexame de qualificaçãoJulio CastilhosОценок пока нет
- Pré-Aquecimento ASME VIII - Apêndice RДокумент2 страницыPré-Aquecimento ASME VIII - Apêndice RJulio CastilhosОценок пока нет
- Limite Consideravel Vaso Pressão... Caso Das Válvulas Danfoss, U-1Документ4 страницыLimite Consideravel Vaso Pressão... Caso Das Válvulas Danfoss, U-1Julio CastilhosОценок пока нет
- Pol+¡tica de +ëtica - Portugues PDFДокумент9 страницPol+¡tica de +ëtica - Portugues PDFJulio CastilhosОценок пока нет
- Tabela Forminhas de Alumínio - 01.12.2014Документ1 страницаTabela Forminhas de Alumínio - 01.12.2014Julio CastilhosОценок пока нет
- Estudo de Caso 21Документ1 страницаEstudo de Caso 21Julio CastilhosОценок пока нет
- Elaboração da documentação técnica de soldagemДокумент20 страницElaboração da documentação técnica de soldagemVictor JuniorОценок пока нет
- Armazenamento de maçã em atmosfera controladaДокумент29 страницArmazenamento de maçã em atmosfera controladaGiselePauloSoraОценок пока нет
- Determinação da carga de pressão disponível em ponto de rede de distribuição de águaДокумент29 страницDeterminação da carga de pressão disponível em ponto de rede de distribuição de águaSilmara SantosОценок пока нет
- Produtos da Indústria de Processamento Eletrônico de DadosДокумент4 страницыProdutos da Indústria de Processamento Eletrônico de DadosDora Emma TapajózОценок пока нет
- Conjuntos Didáticos SomaДокумент86 страницConjuntos Didáticos SomaMario DuarteОценок пока нет
- Manual Básico Montagem Estrutura LSFДокумент16 страницManual Básico Montagem Estrutura LSFAdrielly BarrosОценок пока нет
- Wilson Dizard Jr. A Nova Mídia. A Comunicação de Massa Na Era Da Informação. Tradução - ANTONIO QUEIROGA EDMOND JORGE.Документ15 страницWilson Dizard Jr. A Nova Mídia. A Comunicação de Massa Na Era Da Informação. Tradução - ANTONIO QUEIROGA EDMOND JORGE.Beatriz MirandaОценок пока нет
- Treinamento de segurança sobre caldeiras elétricasДокумент15 страницTreinamento de segurança sobre caldeiras elétricasMarcos GrisiОценок пока нет
- 2T Q14.15Документ4 страницы2T Q14.15conceicaoОценок пока нет
- Appr - Seminario MarinasДокумент87 страницAppr - Seminario MarinasRicardo Gomes100% (1)
- Manual PUBДокумент31 страницаManual PUBRodrigo AndradeОценок пока нет
- Unidades Condensadoras Micro Canal DanfossДокумент24 страницыUnidades Condensadoras Micro Canal Danfosssgt_glauber4666Оценок пока нет
- Orçamento Completo - Execução de Sistema de Abastecimento de ÁguaДокумент41 страницаOrçamento Completo - Execução de Sistema de Abastecimento de ÁguaGustavo RodriguesОценок пока нет
- 000070Документ65 страниц000070Vlaudemir Barbosa da RochaОценок пока нет
- Caldeiras: tipos e componentesДокумент22 страницыCaldeiras: tipos e componentesVívia CastroОценок пока нет
- TCC Dispositivo Adaptador de Furadeira - SENAIДокумент78 страницTCC Dispositivo Adaptador de Furadeira - SENAIHenrique MeloОценок пока нет
- Desidrogenação de MetaisДокумент1 страницаDesidrogenação de MetaisduhkacttusОценок пока нет
- Manual Forno Vipão 1.9 - REV01Документ22 страницыManual Forno Vipão 1.9 - REV01Fernando Santos100% (1)
- 02 - Pca Santa Edwiges 2022Документ15 страниц02 - Pca Santa Edwiges 2022aubeciОценок пока нет
- Cátalogo de Resistências e Aquecedores ANLUZДокумент44 страницыCátalogo de Resistências e Aquecedores ANLUZandreengmecОценок пока нет
- Tabela de Preços DER/PB com Descrição de Serviços de Terraplenagem e PavimentaçãoДокумент8 страницTabela de Preços DER/PB com Descrição de Serviços de Terraplenagem e PavimentaçãoLincoln JúniorОценок пока нет
- RV 02 - Fev 2022Документ13 страницRV 02 - Fev 2022Medci SilvaОценок пока нет
- Tecnologia: Novas Abordagens, Conceitos, Dimensões e Gestão: J C T SДокумент14 страницTecnologia: Novas Abordagens, Conceitos, Dimensões e Gestão: J C T SLeticia BernardesОценок пока нет
- Aula - 9B Propriedades Mecânicas Das Madeiras PDFДокумент38 страницAula - 9B Propriedades Mecânicas Das Madeiras PDFViana VianaОценок пока нет
- Fadiga Parte 2Документ27 страницFadiga Parte 2lucaspenalva123Оценок пока нет
- Cimento resistente a altas temperaturasДокумент3 страницыCimento resistente a altas temperaturasAna Júlia Capila PrattiОценок пока нет
- TORNOS CNC. Centur 30D Centur 35D PDFДокумент12 страницTORNOS CNC. Centur 30D Centur 35D PDFGuilhermePlacidoОценок пока нет
- Solda Mig - Mag - Trabalho EscolarДокумент21 страницаSolda Mig - Mag - Trabalho EscolarklausahlfОценок пока нет
- BURNDY Brasil - Catálogo in - 2013Документ84 страницыBURNDY Brasil - Catálogo in - 2013Davi SalvatoreОценок пока нет
- Apostila - Gestão de Sucata Ferrosa Na SiderurgiaДокумент151 страницаApostila - Gestão de Sucata Ferrosa Na SiderurgiaRogério SantosОценок пока нет
- Refratários em Convertedor LDДокумент19 страницRefratários em Convertedor LDRafael Cruz100% (1)