Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Böhler Cat 409 Cb-Ig: Classifi CationsДокумент1 страницаBöhler Cat 409 Cb-Ig: Classifi CationsBranko FerenčakОценок пока нет
- MB Evo/Evo Torches: Air & Liquid CooledДокумент1 страницаMB Evo/Evo Torches: Air & Liquid CooledBranko FerenčakОценок пока нет
- Böhler Fox Skwa: Classifi CationsДокумент1 страницаBöhler Fox Skwa: Classifi CationsBranko FerenčakОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Böhler Fox Skwam: Classifi CationsДокумент1 страницаBöhler Fox Skwam: Classifi CationsBranko FerenčakОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Böhler CN 13/4-Mc Hi: Classifi CationsДокумент1 страницаBöhler CN 13/4-Mc Hi: Classifi CationsBranko FerenčakОценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Binz 1Документ1 страницаBinz 1Branko FerenčakОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Böhler Fox CM 5 KB: Classifi CationsДокумент1 страницаBöhler Fox CM 5 KB: Classifi CationsBranko FerenčakОценок пока нет
- Böhler KW 10-Ig: Classifi CationsДокумент1 страницаBöhler KW 10-Ig: Classifi CationsBranko FerenčakОценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Uv 420 TTRДокумент1 страницаUv 420 TTRBranko FerenčakОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Marathon 543: Classifi CationsДокумент1 страницаMarathon 543: Classifi CationsBranko FerenčakОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Uv 420 TT-LH: Classifi CationsДокумент1 страницаUv 420 TT-LH: Classifi CationsBranko FerenčakОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Afrox Subarc 347: Back To Section 12Документ2 страницыAfrox Subarc 347: Back To Section 12Branko FerenčakОценок пока нет
- Uv 419 TT-W: Classifi CationsДокумент1 страницаUv 419 TT-W: Classifi CationsBranko FerenčakОценок пока нет
- Böhler Fox CN 13/4 Supra: Classifi CationsДокумент1 страницаBöhler Fox CN 13/4 Supra: Classifi CationsBranko FerenčakОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Classification SSДокумент3 страницыClassification SSBranko FerenčakОценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Thermanit P23Документ1 страницаThermanit P23Branko FerenčakОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Thermanit P24Документ1 страницаThermanit P24Branko FerenčakОценок пока нет
- AFROX Stainless Steel 98Документ1 страницаAFROX Stainless Steel 98Branko FerenčakОценок пока нет
- 5614-1 Offizielle InterpretationenДокумент1 страница5614-1 Offizielle InterpretationenBranko FerenčakОценок пока нет
- Böhler Fox Dcms KB: Classifi CationsДокумент1 страницаBöhler Fox Dcms KB: Classifi CationsBranko FerenčakОценок пока нет
- Cored Wires For CMN & Low Alloy Steels: Oerlikon Fluxofil 14 HDДокумент3 страницыCored Wires For CMN & Low Alloy Steels: Oerlikon Fluxofil 14 HDBranko FerenčakОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Stainless Steel Wires For Flux Cored Welding: Afrox Coremax 308LPДокумент3 страницыStainless Steel Wires For Flux Cored Welding: Afrox Coremax 308LPBranko FerenčakОценок пока нет
- Metrode Supercore 2205P: Welding Consumables Stainless SteelДокумент2 страницыMetrode Supercore 2205P: Welding Consumables Stainless SteelBranko FerenčakОценок пока нет
- Böhler Fox CM 2 KB: Classifi CationsДокумент1 страницаBöhler Fox CM 2 KB: Classifi CationsBranko FerenčakОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Coremax 71Документ2 страницыCoremax 71Branko FerenčakОценок пока нет
- Alloy 309lДокумент2 страницыAlloy 309lBranko FerenčakОценок пока нет
- Alloy 310Документ2 страницыAlloy 310Branko FerenčakОценок пока нет
- E16 8 2Документ4 страницыE16 8 2Branko FerenčakОценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (120)
- Alloy 2209Документ2 страницыAlloy 2209Branko FerenčakОценок пока нет
- Alloy 318Документ2 страницыAlloy 318Branko FerenčakОценок пока нет
- P & ID PresentationДокумент104 страницыP & ID PresentationShaheer Shabbir100% (17)
- ASTM A537 Class 1 Distributor, Source For ASTM A537 Class 1, Specialize in ASTM A537 Class 1, ASTM A537 Class 1 With Test Certificate - AesteironДокумент4 страницыASTM A537 Class 1 Distributor, Source For ASTM A537 Class 1, Specialize in ASTM A537 Class 1, ASTM A537 Class 1 With Test Certificate - Aesteironvalli rajuОценок пока нет
- Astm A36 A36m 14pdfДокумент4 страницыAstm A36 A36m 14pdfRocio AriasОценок пока нет
- Drawing & Catalogue-Kumwell PDFДокумент15 страницDrawing & Catalogue-Kumwell PDFDevis RipomoОценок пока нет
- Bessemer FurnaceДокумент4 страницыBessemer FurnaceHariman El EmirОценок пока нет
- A Novel Flash Ironmaking - US Department of EnergyДокумент2 страницыA Novel Flash Ironmaking - US Department of EnergyprmthsОценок пока нет
- Design of Steel Structures: Fourth Stage Civil Engineering Department Mustansiriyah UniversityДокумент19 страницDesign of Steel Structures: Fourth Stage Civil Engineering Department Mustansiriyah UniversityAlex CarrilloОценок пока нет
- MODULE 6.5 FastenersДокумент12 страницMODULE 6.5 FastenerssreeramОценок пока нет
- Product Catalogue PDFДокумент380 страницProduct Catalogue PDFTomo ĐukinОценок пока нет
- Materials and Corrosion - Bernd Isecke, Michael Schütze, and Martin StratmannДокумент98 страницMaterials and Corrosion - Bernd Isecke, Michael Schütze, and Martin Stratmannlodvg7Оценок пока нет
- TOFDДокумент17 страницTOFDLương Hồ Vũ100% (1)
- Energy Analysis of The Steel Making IndustryДокумент7 страницEnergy Analysis of The Steel Making Industrymrshami7754Оценок пока нет
- KGP Flamme Stright For BEI 221016Документ4 страницыKGP Flamme Stright For BEI 221016oomoomОценок пока нет
- Specialty Steels FM Alloy: Material's General CatalogДокумент16 страницSpecialty Steels FM Alloy: Material's General Catalogyadu kumar singhОценок пока нет
- Euro Steel ASTM A312 Pipe DimensionsДокумент2 страницыEuro Steel ASTM A312 Pipe DimensionsEnrico FermiОценок пока нет
- Genset HoodДокумент4 страницыGenset HoodSunil SrivasОценок пока нет
- C921Документ4 страницыC921dinhtung221050% (2)
- MetallurgyДокумент25 страницMetallurgyPandu Damay PutraОценок пока нет
- 01303610DTST60000 Exde06 53Документ53 страницы01303610DTST60000 Exde06 53jaleelОценок пока нет
- Steel PlateДокумент38 страницSteel PlatejazhmanОценок пока нет
- Firms Jan 2017Документ58 страницFirms Jan 2017Akihiro NakaiОценок пока нет
- Welding of Stainless Steels & Duplex: Roshan RampureДокумент74 страницыWelding of Stainless Steels & Duplex: Roshan Rampureapurva karleОценок пока нет
- Completion Packer FluidДокумент6 страницCompletion Packer FluidROZANAОценок пока нет
- Copper Sulphate TestДокумент2 страницыCopper Sulphate TestmanojОценок пока нет
- Must Be Completed by An Approved Steel Mill Special Process AuditorДокумент12 страницMust Be Completed by An Approved Steel Mill Special Process Auditorr arumugam100% (3)
- Practical Mitigation Procedures To Control Hydrogen-Related Damage During Production of Structural SteelsДокумент12 страницPractical Mitigation Procedures To Control Hydrogen-Related Damage During Production of Structural SteelsJJОценок пока нет
- By Sabandi Ismadi WE/ IIW CertifiedДокумент4 страницыBy Sabandi Ismadi WE/ IIW CertifiedStefanus HerriejadyОценок пока нет
- TDS Hardcarb 60 (#ETT - EN - 20.1)Документ2 страницыTDS Hardcarb 60 (#ETT - EN - 20.1)Jimit ShahОценок пока нет
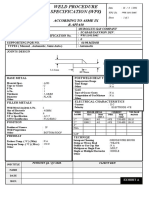
- Weld Procedure Specification (WPS) : According To Asme Ix &Документ1 страницаWeld Procedure Specification (WPS) : According To Asme Ix &Mina Roger SamyОценок пока нет
- Tambores Magneticos Humedos EriezДокумент8 страницTambores Magneticos Humedos EriezFabian MansillaОценок пока нет
- Art of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionОт EverandArt of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionРейтинг: 3 из 5 звезд3/5 (1)
- Waste: One Woman’s Fight Against America’s Dirty SecretОт EverandWaste: One Woman’s Fight Against America’s Dirty SecretРейтинг: 5 из 5 звезд5/5 (1)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersОт EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersОценок пока нет
- Process Plant Equipment: Operation, Control, and ReliabilityОт EverandProcess Plant Equipment: Operation, Control, and ReliabilityРейтинг: 5 из 5 звезд5/5 (1)
- Physical and Chemical Equilibrium for Chemical EngineersОт EverandPhysical and Chemical Equilibrium for Chemical EngineersРейтинг: 5 из 5 звезд5/5 (1)