Вам также может понравиться
- The Elegant Solution: Toyota's Formula for Mastering InnovationОт EverandThe Elegant Solution: Toyota's Formula for Mastering InnovationРейтинг: 4 из 5 звезд4/5 (4)
- Case study-Toyota-JIT-SystemДокумент17 страницCase study-Toyota-JIT-Systemdkumar881178% (9)
- The Toyota Way - Management Principles and Fieldbook (EBOOK BUNDLE)От EverandThe Toyota Way - Management Principles and Fieldbook (EBOOK BUNDLE)Оценок пока нет
- OM Toyota Group1Документ19 страницOM Toyota Group1Shivam Jaiswal100% (1)
- Master Thesis ToyotaДокумент8 страницMaster Thesis Toyotabkxk6fzf100% (1)
- Toyota: Minor Project Report OnДокумент21 страницаToyota: Minor Project Report OnHimanshu GuptaОценок пока нет
- Toyota Toyota Coordinator Are What We Call Knowledge Activist TheДокумент11 страницToyota Toyota Coordinator Are What We Call Knowledge Activist Thebabita rautela100% (2)
- Just in Time-Toyota Vs NissanДокумент27 страницJust in Time-Toyota Vs NissanIffat Ara Ahmed100% (2)
- PESTEL ANALYSIS OF TOYOTA-Group2Документ8 страницPESTEL ANALYSIS OF TOYOTA-Group2KITHОценок пока нет
- Proton vs. ToyotaДокумент11 страницProton vs. ToyotaArif Ali Jinnah100% (5)
- Toyota Research Paper PDFДокумент6 страницToyota Research Paper PDFpykig1nupyf3100% (3)
- Operations and Supply Chain Management: Narsee Monjee Institute of Management StudiesДокумент14 страницOperations and Supply Chain Management: Narsee Monjee Institute of Management StudiesVikrant KumarОценок пока нет
- Strategic Management: International Strategy Case Study "Toyota"Документ10 страницStrategic Management: International Strategy Case Study "Toyota"Jagadeesh YathirajulaОценок пока нет
- Research Report On Toyota Motors: Saad Khan Ma'am Mehreen AshrafДокумент16 страницResearch Report On Toyota Motors: Saad Khan Ma'am Mehreen AshrafKhawar ZamanОценок пока нет
- Toyota Production SystemДокумент3 страницыToyota Production SystemMit BhattacharyaОценок пока нет
- Case Study - Quality in Practice. Toyota Motor CorporationДокумент3 страницыCase Study - Quality in Practice. Toyota Motor CorporationDANH PHẠM TRỌNGОценок пока нет
- ENGGMGMT CASE (Group 10) - UNDERSTANDING MANAGEMENT'S CONTEXTДокумент1 страницаENGGMGMT CASE (Group 10) - UNDERSTANDING MANAGEMENT'S CONTEXTshop printОценок пока нет
- Toyota Motor CorporationДокумент18 страницToyota Motor CorporationNajibsyedОценок пока нет
- Case 1. Toyota - Faisel MohamedДокумент5 страницCase 1. Toyota - Faisel MohamedFaisel MohamedОценок пока нет
- Toyota Supply Chain Management ProcessДокумент16 страницToyota Supply Chain Management ProcessLicece ImhОценок пока нет
- Quality in Practice: Toyota Motor Corporation, LTDДокумент3 страницыQuality in Practice: Toyota Motor Corporation, LTDKahayag 00Оценок пока нет
- Toyota ProjectДокумент9 страницToyota ProjectMohemmad NaseefОценок пока нет
- Case Study 2 MBA 6201 - Nusrat Jahan Munia (ID-211153003)Документ8 страницCase Study 2 MBA 6201 - Nusrat Jahan Munia (ID-211153003)Dr. RajibОценок пока нет
- Or Project On ToyotaДокумент62 страницыOr Project On ToyotaHimanshu GuptaОценок пока нет
- Pharma College School of Post Graduate Studies Master of Business Adminstration (Mba) Program Course of Management Thought and PracticesДокумент10 страницPharma College School of Post Graduate Studies Master of Business Adminstration (Mba) Program Course of Management Thought and PracticesAdugna GirmaОценок пока нет
- Toyota Paper ResearchДокумент9 страницToyota Paper ResearchBuddhi ShuddhiОценок пока нет
- The Journey of ToyotaДокумент13 страницThe Journey of ToyotaPrincess LoveОценок пока нет
- Thesis ToyotaДокумент4 страницыThesis Toyotasprxzfugg100% (2)
- Toyota PresentationДокумент17 страницToyota PresentationBahar UddinОценок пока нет
- 52 Swati SharmaДокумент6 страниц52 Swati Sharmaswats1503100% (1)
- Assignment Toyota Case Study MsbeДокумент2 страницыAssignment Toyota Case Study MsbeAmodh SehgalОценок пока нет
- The Toyota Way:: 14 Management Principles BY Jeffrey K.LikerДокумент17 страницThe Toyota Way:: 14 Management Principles BY Jeffrey K.LikerVishal RoyОценок пока нет
- Chapter 5 - Lean SystemДокумент58 страницChapter 5 - Lean Systemrichard tiamОценок пока нет
- Out of Control - Case Study 3Документ3 страницыOut of Control - Case Study 3Samar Qadir0% (1)
- Case Study On Toyota's Globalization StrategiesДокумент5 страницCase Study On Toyota's Globalization StrategiesPranav SehgalОценок пока нет
- Assignment: Operation ManagementДокумент19 страницAssignment: Operation ManagementSwagat LenkaОценок пока нет
- Just in Time Toyota Vs NissanДокумент27 страницJust in Time Toyota Vs NissanCristina Peñalver GilОценок пока нет
- 1.2. Toyota CaseДокумент2 страницы1.2. Toyota CaserafauribeОценок пока нет
- Out of ControlДокумент3 страницыOut of ControlDanfer Bryan Sanchez GonzalesОценок пока нет
- King of Total Quality ManagementДокумент4 страницыKing of Total Quality ManagementTashio ShiotaОценок пока нет
- Operation Management ToyotaДокумент16 страницOperation Management Toyotahusain albaqali100% (1)
- Toyota's I: J T RevolutionДокумент3 страницыToyota's I: J T RevolutionMahesh SatapathyОценок пока нет
- The Case Study of ToyotaДокумент12 страницThe Case Study of ToyotaVimala Selvaraj Vimala100% (1)
- Project ReportДокумент52 страницыProject ReportSyed Layaq Ali Jagirdar100% (1)
- Toyota Production SystemДокумент11 страницToyota Production SystemisttОценок пока нет
- Toyota Production System Research PaperДокумент8 страницToyota Production System Research Papercaqllprhf100% (1)
- TMДокумент31 страницаTMMadiha KhanОценок пока нет
- History of Lean Production, The Toyota Production SystemДокумент2 страницыHistory of Lean Production, The Toyota Production SystemfaizanahmedilovekindОценок пока нет
- TOYOTAДокумент5 страницTOYOTAspergeonОценок пока нет
- Toyota Organizational StructureДокумент4 страницыToyota Organizational StructureSarthak ChincholikarОценок пока нет
- Lean Thinking Redefines O&M PracticesДокумент10 страницLean Thinking Redefines O&M PracticesAsel Juárez ViteОценок пока нет
- Toyoto & HondaДокумент20 страницToyoto & HondaChetan SameerОценок пока нет
- Toyota Production SystemДокумент4 страницыToyota Production SystemAhmedОценок пока нет
- Operations at Indus Motor CompanyДокумент18 страницOperations at Indus Motor Companyfaizanshahzad67% (3)
- A Case Study of Toyota Marketing EssayДокумент8 страницA Case Study of Toyota Marketing EssayHND Assignment HelpОценок пока нет
- Tutorial 3Документ2 страницыTutorial 3Christ LeeОценок пока нет
- Executive Summary: Operations Management Assignment Report Writing: Importance of Operations ManagementДокумент12 страницExecutive Summary: Operations Management Assignment Report Writing: Importance of Operations ManagementKunal GodboleОценок пока нет
- Research Paper On Toyota Motor CorporationДокумент8 страницResearch Paper On Toyota Motor Corporationafedtkjdz100% (1)
- Toyota Production SystemДокумент46 страницToyota Production Systemministarz1100% (1)
- Toyota Case StudyДокумент5 страницToyota Case StudyAnand Bugdane100% (1)
- Export Import Trader Regulatory FrameworkДокумент7 страницExport Import Trader Regulatory FrameworkSammir MalhotraОценок пока нет
- Processing of An Export OrderДокумент7 страницProcessing of An Export OrderSammir MalhotraОценок пока нет
- Corporate Strategy and Foreign Direct InvestmentДокумент20 страницCorporate Strategy and Foreign Direct InvestmentSammir MalhotraОценок пока нет
- Vlookup From Closed WorkbookДокумент1 страницаVlookup From Closed WorkbookSammir MalhotraОценок пока нет
- Agricultural ProductsДокумент7 страницAgricultural Productssameer7986Оценок пока нет
- Import FinanceДокумент6 страницImport FinanceSammir Malhotra0% (1)
- Shipment of Export CargoДокумент5 страницShipment of Export CargoSammir MalhotraОценок пока нет
- Institutional Set Up For Export Promotion in IndiaДокумент7 страницInstitutional Set Up For Export Promotion in IndiaSammir MalhotraОценок пока нет
- Computer Aided Managem Dec 2008Документ1 страницаComputer Aided Managem Dec 2008Sammir MalhotraОценок пока нет
- Unit 6 (C)Документ7 страницUnit 6 (C)Ahmed SiddiquiОценок пока нет
- Business Communication June 2007Документ1 страницаBusiness Communication June 2007Sammir MalhotraОценок пока нет
- Data CollectionДокумент9 страницData CollectionSammir MalhotraОценок пока нет
- Business Communication June 2008Документ2 страницыBusiness Communication June 2008Sammir MalhotraОценок пока нет
- Business Communication Dec 2007Документ1 страницаBusiness Communication Dec 2007Sammir MalhotraОценок пока нет
- International Branding, Packaging and Other DecisionДокумент7 страницInternational Branding, Packaging and Other DecisionSammir Malhotra100% (1)
- Imt-Distance and Open Learning Institute Ghazaibad End-Term Examination - June 2007Документ2 страницыImt-Distance and Open Learning Institute Ghazaibad End-Term Examination - June 2007Sammir MalhotraОценок пока нет
- Business Communication Dec 2008Документ2 страницыBusiness Communication Dec 2008Sammir MalhotraОценок пока нет
- Analysis International Marketing EnviromentДокумент8 страницAnalysis International Marketing EnviromentSammir MalhotraОценок пока нет
- Foreign Marketing SelectionДокумент9 страницForeign Marketing SelectionSammir MalhotraОценок пока нет
- International Business Environment 1Документ8 страницInternational Business Environment 1Sammir MalhotraОценок пока нет
- Organisation Theory and BehaviourДокумент11 страницOrganisation Theory and BehaviourSammir MalhotraОценок пока нет
- Case Study of HRДокумент50 страницCase Study of HRSammir MalhotraОценок пока нет
- International Marketing ManagementДокумент11 страницInternational Marketing ManagementSammir MalhotraОценок пока нет
- International Marketing LogisticsДокумент8 страницInternational Marketing LogisticsSammir MalhotraОценок пока нет
- India's Foreign TradeДокумент8 страницIndia's Foreign TradeSammir MalhotraОценок пока нет
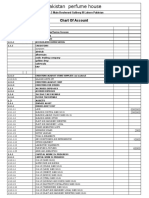
- Chart of AccountzsДокумент22 страницыChart of AccountzsMuddser ShahidОценок пока нет
- Presentation On Facebook Advertising For Business.Документ10 страницPresentation On Facebook Advertising For Business.Joshna ElizabethОценок пока нет
- BSI Cascading Balanced Scorecard and Strategy MapДокумент2 страницыBSI Cascading Balanced Scorecard and Strategy MapWellington MartilloОценок пока нет
- Case Problem The Hands On CEO of JetblueДокумент3 страницыCase Problem The Hands On CEO of JetblueMarinelEscotoCorderoОценок пока нет
- ECON 300 PPT CH - 08Документ34 страницыECON 300 PPT CH - 08sam lissen0% (2)
- 2.SK EO SK Inventory SK Pob. Zone 3Документ3 страницы2.SK EO SK Inventory SK Pob. Zone 3Barangay BotongonОценок пока нет
- Policy Guidelines On Issuance and Operation of Prepayment Instruments in IndiaДокумент10 страницPolicy Guidelines On Issuance and Operation of Prepayment Instruments in IndiaPreethiОценок пока нет
- HSRPHR3Документ1 страницаHSRPHR3ѕᴀcнιn ѕᴀιnιОценок пока нет
- Amtrak Dining RFPДокумент54 страницыAmtrak Dining RFPdgabbard2Оценок пока нет
- 2-Rethinking The Influence of Agency Theory in The Accounting Academy Cohen & Webb 2006Документ15 страниц2-Rethinking The Influence of Agency Theory in The Accounting Academy Cohen & Webb 2006Ompong KaosОценок пока нет
- Assignment # 01Документ3 страницыAssignment # 01Asra AkramОценок пока нет
- Spread Trading Guide PDFДокумент18 страницSpread Trading Guide PDFMiguel Teixeira CouteiroОценок пока нет
- Thiruvananthapuram DipsДокумент28 страницThiruvananthapuram DipsNithin SathianathОценок пока нет
- Lesson Plan Template: Standards of Learning Essential QuestionsДокумент3 страницыLesson Plan Template: Standards of Learning Essential Questionsapi-573780369Оценок пока нет
- Accra Investments Corp Vs CAДокумент4 страницыAccra Investments Corp Vs CAnazhОценок пока нет
- Jagannath International Management School: Importance of Brand Loyalty Study of AdidasДокумент15 страницJagannath International Management School: Importance of Brand Loyalty Study of AdidasShivani KapoorОценок пока нет
- May 2017Документ7 страницMay 2017Patrick Arazo0% (1)
- Book of Abstracts - 1Документ128 страницBook of Abstracts - 1Shejal SinhaОценок пока нет
- Property Surveyor CVДокумент2 страницыProperty Surveyor CVMike KelleyОценок пока нет
- KFC ProjectДокумент29 страницKFC ProjectAsif AliОценок пока нет
- Test Pattern Changed For Promotion To MMGS-II & IIIДокумент3 страницыTest Pattern Changed For Promotion To MMGS-II & IIIsamuelkishОценок пока нет
- Oracle EBS R12.1 Payables EssentialsДокумент2 страницыOracle EBS R12.1 Payables EssentialsoziprinceОценок пока нет
- Intdiff Ltot Ldisrat Lusdisrat Lusprod LrexrДокумент4 страницыIntdiff Ltot Ldisrat Lusdisrat Lusprod LrexrsrieconomistОценок пока нет
- Cason Company Profile Eng 2011Документ11 страницCason Company Profile Eng 2011Mercedesz TrumОценок пока нет
- Solucionario Curso de Extension 2010 bcrp-2Документ22 страницыSolucionario Curso de Extension 2010 bcrp-2guanabanОценок пока нет
- RetailfДокумент2 страницыRetailfAbhishek ReddyОценок пока нет
- 220221-Atom Diesel-Vietnam..Документ1 страница220221-Atom Diesel-Vietnam..Tonny NguyenОценок пока нет
- Guidance To BS 7121 Part 2 2003Документ4 страницыGuidance To BS 7121 Part 2 2003mokshanОценок пока нет
- The Sugar Cube ProjectДокумент24 страницыThe Sugar Cube ProjectMuhammad Ali MukhtarОценок пока нет
- Ethical DileemaasДокумент46 страницEthical DileemaasRahul GirdharОценок пока нет
- The Accounting Game: Learn the Basics of Financial Accounting - As Easy as Running a Lemonade Stand (Basics for Entrepreneurs and Small Business Owners)От EverandThe Accounting Game: Learn the Basics of Financial Accounting - As Easy as Running a Lemonade Stand (Basics for Entrepreneurs and Small Business Owners)Рейтинг: 4 из 5 звезд4/5 (33)
- Purchasing, Inventory, and Cash Disbursements: Common Frauds and Internal ControlsОт EverandPurchasing, Inventory, and Cash Disbursements: Common Frauds and Internal ControlsРейтинг: 5 из 5 звезд5/5 (1)
- Getting to Yes: How to Negotiate Agreement Without Giving InОт EverandGetting to Yes: How to Negotiate Agreement Without Giving InРейтинг: 4 из 5 звезд4/5 (652)
- I Will Teach You to Be Rich: No Guilt. No Excuses. No B.S. Just a 6-Week Program That Works (Second Edition)От EverandI Will Teach You to Be Rich: No Guilt. No Excuses. No B.S. Just a 6-Week Program That Works (Second Edition)Рейтинг: 4.5 из 5 звезд4.5/5 (13)
- The Science of Prosperity: How to Attract Wealth, Health, and Happiness Through the Power of Your MindОт EverandThe Science of Prosperity: How to Attract Wealth, Health, and Happiness Through the Power of Your MindРейтинг: 5 из 5 звезд5/5 (231)
- A Beginners Guide to QuickBooks Online 2023: A Step-by-Step Guide and Quick Reference for Small Business Owners, Churches, & Nonprofits to Track their Finances and Master QuickBooks OnlineОт EverandA Beginners Guide to QuickBooks Online 2023: A Step-by-Step Guide and Quick Reference for Small Business Owners, Churches, & Nonprofits to Track their Finances and Master QuickBooks OnlineОценок пока нет
- The E-Myth Chief Financial Officer: Why Most Small Businesses Run Out of Money and What to Do About ItОт EverandThe E-Myth Chief Financial Officer: Why Most Small Businesses Run Out of Money and What to Do About ItРейтинг: 5 из 5 звезд5/5 (13)
- The ZERO Percent: Secrets of the United States, the Power of Trust, Nationality, Banking and ZERO TAXES!От EverandThe ZERO Percent: Secrets of the United States, the Power of Trust, Nationality, Banking and ZERO TAXES!Рейтинг: 4.5 из 5 звезд4.5/5 (14)
- Finance Basics (HBR 20-Minute Manager Series)От EverandFinance Basics (HBR 20-Minute Manager Series)Рейтинг: 4.5 из 5 звезд4.5/5 (32)
- Accounting 101: From Calculating Revenues and Profits to Determining Assets and Liabilities, an Essential Guide to Accounting BasicsОт EverandAccounting 101: From Calculating Revenues and Profits to Determining Assets and Liabilities, an Essential Guide to Accounting BasicsРейтинг: 4 из 5 звезд4/5 (7)
- How to Measure Anything: Finding the Value of "Intangibles" in BusinessОт EverandHow to Measure Anything: Finding the Value of "Intangibles" in BusinessРейтинг: 4.5 из 5 звезд4.5/5 (28)
- Start, Study and Pass The CPA Exam FAST - Proven 8 Step CPA Exam Study PlaybookОт EverandStart, Study and Pass The CPA Exam FAST - Proven 8 Step CPA Exam Study PlaybookРейтинг: 5 из 5 звезд5/5 (4)
- How to Start a Business: Mastering Small Business, What You Need to Know to Build and Grow It, from Scratch to Launch and How to Deal With LLC Taxes and Accounting (2 in 1)От EverandHow to Start a Business: Mastering Small Business, What You Need to Know to Build and Grow It, from Scratch to Launch and How to Deal With LLC Taxes and Accounting (2 in 1)Рейтинг: 4.5 из 5 звезд4.5/5 (5)
- Overcoming Underearning(TM): A Simple Guide to a Richer LifeОт EverandOvercoming Underearning(TM): A Simple Guide to a Richer LifeРейтинг: 4 из 5 звезд4/5 (21)
- Accounting For Small Businesses QuickStart Guide: Understanding Accounting For Your Sole Proprietorship, Startup, & LLCОт EverandAccounting For Small Businesses QuickStart Guide: Understanding Accounting For Your Sole Proprietorship, Startup, & LLCРейтинг: 5 из 5 звезд5/5 (1)
- Tax-Free Wealth: How to Build Massive Wealth by Permanently Lowering Your TaxesОт EverandTax-Free Wealth: How to Build Massive Wealth by Permanently Lowering Your TaxesОценок пока нет
- Excel for Beginners 2023: A Step-by-Step and Quick Reference Guide to Master the Fundamentals, Formulas, Functions, & Charts in Excel with Practical Examples | A Complete Excel Shortcuts Cheat SheetОт EverandExcel for Beginners 2023: A Step-by-Step and Quick Reference Guide to Master the Fundamentals, Formulas, Functions, & Charts in Excel with Practical Examples | A Complete Excel Shortcuts Cheat SheetОценок пока нет
- The One-Page Financial Plan: A Simple Way to Be Smart About Your MoneyОт EverandThe One-Page Financial Plan: A Simple Way to Be Smart About Your MoneyРейтинг: 4.5 из 5 звезд4.5/5 (37)
- Love Your Life Not Theirs: 7 Money Habits for Living the Life You WantОт EverandLove Your Life Not Theirs: 7 Money Habits for Living the Life You WantРейтинг: 4.5 из 5 звезд4.5/5 (146)
- The Intelligent Investor, Rev. Ed: The Definitive Book on Value InvestingОт EverandThe Intelligent Investor, Rev. Ed: The Definitive Book on Value InvestingРейтинг: 4.5 из 5 звезд4.5/5 (760)
- The Credit Formula: The Guide To Building and Rebuilding Lendable CreditОт EverandThe Credit Formula: The Guide To Building and Rebuilding Lendable CreditРейтинг: 5 из 5 звезд5/5 (1)