Вам также может понравиться
- 11 Common Welding Defects and How To Prevent ThemДокумент7 страниц11 Common Welding Defects and How To Prevent ThemRez HabloОценок пока нет
- Defects Hydrogen Cracks IdentificationДокумент5 страницDefects Hydrogen Cracks Identificationarif maulanafОценок пока нет
- CSWIP 3.1 - Question With Answer and Explanation - Part 16 - General Technical KnowledgeДокумент7 страницCSWIP 3.1 - Question With Answer and Explanation - Part 16 - General Technical KnowledgeDENSIN0% (1)
- Welding DefectДокумент33 страницыWelding DefectabdoОценок пока нет
- Cswip3.2 Content ONLYДокумент3 страницыCswip3.2 Content ONLYSathishkumar. KОценок пока нет
- Technology: Answers Drawing CДокумент6 страницTechnology: Answers Drawing Culsan busanОценок пока нет
- Welding Inspection CourseДокумент33 страницыWelding Inspection CourseBenjapon bt7Оценок пока нет
- MODULE 9 - Weld and Base Metal Discontinuities Discontinuity: Discontinuity IsДокумент7 страницMODULE 9 - Weld and Base Metal Discontinuities Discontinuity: Discontinuity IsNsidibe Michael EtimОценок пока нет
- 3.3.1-Basics of Weld Joint Design-9th Mar 21Документ60 страниц3.3.1-Basics of Weld Joint Design-9th Mar 21Vivek kmОценок пока нет
- Test No 5Документ3 страницыTest No 5Muhammad AsimОценок пока нет
- Welding Variables Guide: Effects of Current, Voltage, Speed & MoreДокумент34 страницыWelding Variables Guide: Effects of Current, Voltage, Speed & MoremilindОценок пока нет
- Casting, Forming & Welding (ME31007) Lecture NotesДокумент102 страницыCasting, Forming & Welding (ME31007) Lecture NotesramuОценок пока нет
- Weld RepireДокумент91 страницаWeld RepireالGINIRAL FREE FIREОценок пока нет
- WIS 5 Qu paper MSR-WI-1Документ8 страницWIS 5 Qu paper MSR-WI-1Shankar Gurusamy100% (1)
- Heat Treatment ProcessДокумент31 страницаHeat Treatment ProcessAbhishek IndalkarОценок пока нет
- EN 15085 Update: Important Changes to Railway Welding Standard Effective April 2021Документ2 страницыEN 15085 Update: Important Changes to Railway Welding Standard Effective April 2021Boran YelkenciogluОценок пока нет
- BohlerThyssen PDFДокумент386 страницBohlerThyssen PDFElMacheteDelHuesoОценок пока нет
- Inspection of The Hot Dipped Galvanizing ProcessДокумент5 страницInspection of The Hot Dipped Galvanizing ProcessIrinaОценок пока нет
- A Brief Synopsis ofДокумент54 страницыA Brief Synopsis ofNO ONEОценок пока нет
- Weld DefectsДокумент48 страницWeld DefectsStewart StevenОценок пока нет
- Weld ImperfectionsДокумент11 страницWeld Imperfections0502raviОценок пока нет
- TWI CSWIP 3.1 Wis 5 Welding Inspection: World Centre For Materials Joining TechnologyДокумент26 страницTWI CSWIP 3.1 Wis 5 Welding Inspection: World Centre For Materials Joining TechnologyDanem HalasОценок пока нет
- 2 Classification of Welding PDFДокумент31 страница2 Classification of Welding PDFSiva Narendra100% (2)
- Lincoln Welding MachineДокумент4 страницыLincoln Welding MachinemevansmetreelОценок пока нет
- Murex Oxy Welding Poster 2008 PDFДокумент1 страницаMurex Oxy Welding Poster 2008 PDFPCОценок пока нет
- CIGWELDДокумент244 страницыCIGWELDrodastrid5653100% (1)
- WIS5 ConsumablesДокумент29 страницWIS5 ConsumablesMNur SarhanОценок пока нет
- ISO Welding Symbols Guide for Joint Design & Weld TypesДокумент22 страницыISO Welding Symbols Guide for Joint Design & Weld TypesMuhammed SulfeekОценок пока нет
- Paper 1Документ6 страницPaper 1Umaibalan100% (1)
- Book - Vol.1&2 - BasicsAndQuality - 22junДокумент82 страницыBook - Vol.1&2 - BasicsAndQuality - 22junlth770310Оценок пока нет
- Bend Testing: Job Knowledge 73Документ3 страницыBend Testing: Job Knowledge 73kevin herryОценок пока нет
- Test No 4ccДокумент4 страницыTest No 4ccSalman GhaffarОценок пока нет
- Rail WeldingДокумент4 страницыRail WeldingOlga Sandoval RomeroОценок пока нет
- IIW-ANB Refresher Course: Gas Welding, Brazing, Soldering and Cutting ProcessesДокумент81 страницаIIW-ANB Refresher Course: Gas Welding, Brazing, Soldering and Cutting ProcessesAsad Bin Ala QatariОценок пока нет
- Welding Institute Multi-Choice Exam on Steels and InspectionДокумент8 страницWelding Institute Multi-Choice Exam on Steels and InspectionLuan Nguyen100% (1)
- Welding MCQДокумент116 страницWelding MCQRohan YaduvanshiОценок пока нет
- Unit II - mt1Документ24 страницыUnit II - mt1Mareeswaran Maruthamuthu M0% (1)
- CSWIP 3 New Update QuestionДокумент81 страницаCSWIP 3 New Update QuestionrezaОценок пока нет
- CHAPTER-16 Welding Consumable....Документ9 страницCHAPTER-16 Welding Consumable....shahid khanОценок пока нет
- WeldingДокумент19 страницWeldingAlexander Muñoz SánchezОценок пока нет
- ConsumablesДокумент28 страницConsumablesadeoye_okunoyeОценок пока нет
- WRIДокумент51 страницаWRIHarsha Vardhan Meduri100% (1)
- Cswip 3.1 Part 2Документ20 страницCswip 3.1 Part 2Alam MD SazidОценок пока нет
- Acceptance CriteriaДокумент19 страницAcceptance CriteriaAnonymous 5iv0i3cZОценок пока нет
- Macro Inspection Part IIДокумент16 страницMacro Inspection Part IImohammed dallyОценок пока нет
- Hydro Aluminium - AlSi7Mg0.6Документ2 страницыHydro Aluminium - AlSi7Mg0.6Raj PrasanthОценок пока нет
- Question Excerpt From CSWIP 3Документ4 страницыQuestion Excerpt From CSWIP 3Ekor JohnОценок пока нет
- List of Welding CodesДокумент10 страницList of Welding CodesVijayakumar Samy0% (2)
- Cswip Exams 1 PDFДокумент65 страницCswip Exams 1 PDFFethi BELOUISОценок пока нет
- Welded Joint Design FundamentalsДокумент16 страницWelded Joint Design FundamentalsEngr Arfan Ali DhamrahoОценок пока нет
- Welding SGДокумент76 страницWelding SGPrasoon ChaturvediОценок пока нет
- MEI - Aluminium MIG WeldДокумент56 страницMEI - Aluminium MIG WeldSaravana Kumar100% (1)
- Welding Techniques NEWДокумент95 страницWelding Techniques NEWबंदनेश पाण्डेयОценок пока нет
- MMAWДокумент21 страницаMMAWAkash PandeyОценок пока нет
- WELDING QUESTIONS AND ANSWERSДокумент6 страницWELDING QUESTIONS AND ANSWERSengrzia76Оценок пока нет
- Welding Defects Part 4Документ56 страницWelding Defects Part 4Nanang Cesc UttaОценок пока нет
- REQUIRME_ASSIGNMENT3Документ4 страницыREQUIRME_ASSIGNMENT3Cyber RoseОценок пока нет
- Types of Welding Defects PDFДокумент12 страницTypes of Welding Defects PDFDhiab Mohamed AliОценок пока нет
- Welding Defects (Copy and Paste Je)Документ9 страницWelding Defects (Copy and Paste Je)Hamimi AkmalОценок пока нет
- Bom List50klДокумент3 страницыBom List50klRafeek ShaikhОценок пока нет
- 125k Receiver DataДокумент2 страницы125k Receiver DataRafeek ShaikhОценок пока нет
- 50kl Cost Estimation of Storage TankДокумент1 страница50kl Cost Estimation of Storage TankRafeek ShaikhОценок пока нет
- Spray Drying PlantsДокумент3 страницыSpray Drying PlantsRafeek ShaikhОценок пока нет
- Storage Tank Design Calculation - Api 650: Open Cone-RoofДокумент1 страницаStorage Tank Design Calculation - Api 650: Open Cone-RoofRafeek ShaikhОценок пока нет
- THE SECRETS OUT - How To Hack Yahoo PasswordsДокумент1 страницаTHE SECRETS OUT - How To Hack Yahoo PasswordsRafeek ShaikhОценок пока нет
- Related FormulaДокумент279 страницRelated FormulaRafeek ShaikhОценок пока нет
- New 30 KL green silica vessel projectДокумент2 страницыNew 30 KL green silica vessel projectRafeek ShaikhОценок пока нет
- Virus CodeДокумент1 страницаVirus CodeRafeek ShaikhОценок пока нет
- Agitator Vessel Design Costing50klДокумент1 страницаAgitator Vessel Design Costing50klRafeek ShaikhОценок пока нет
- Painting Work Inquiry-20121205-235314Документ2 страницыPainting Work Inquiry-20121205-235314Rafeek ShaikhОценок пока нет
- Standard Measurement of Painting (Section Area/Metre) For Beams For Channels For Angels (Star Bracing)Документ2 страницыStandard Measurement of Painting (Section Area/Metre) For Beams For Channels For Angels (Star Bracing)Rafeek ShaikhОценок пока нет
- Chip Plus Handson With Ms WordДокумент50 страницChip Plus Handson With Ms Wordknlyadav8463Оценок пока нет
- Autocad TricksДокумент1 страницаAutocad TricksRafeek ShaikhОценок пока нет
- Rotary Dryer Design & Working PrincipleДокумент12 страницRotary Dryer Design & Working PrincipleRafeek ShaikhОценок пока нет
- MKM Solutions Plastic Pyrolysis Plant: Other ProductsДокумент4 страницыMKM Solutions Plastic Pyrolysis Plant: Other ProductsRafeek ShaikhОценок пока нет
- Calculations on an adiabatic continuous dryer processДокумент11 страницCalculations on an adiabatic continuous dryer processBülent KabadayiОценок пока нет
- MYMT PersonalBudgetWorksheet TrackingWeeklyExpenses Final Version 1 Jan 2004Документ7 страницMYMT PersonalBudgetWorksheet TrackingWeeklyExpenses Final Version 1 Jan 2004gopi100% (2)
- Battery Sizing CalculatorДокумент6 страницBattery Sizing Calculatormfisol2000Оценок пока нет
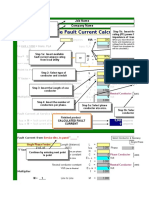
- Calculating Fault CurrentДокумент8 страницCalculating Fault Currentenghassanain6486Оценок пока нет
- Ra BillДокумент1 страницаRa BillRafeek ShaikhОценок пока нет
- Faizaan 5kl With Distillation UnitДокумент2 страницыFaizaan 5kl With Distillation UnitRafeek ShaikhОценок пока нет
- Jdi-L11 Liaquat Engineering WorksДокумент21 страницаJdi-L11 Liaquat Engineering WorksRafeek ShaikhОценок пока нет
- Minimum Insulation Resistance Values GuideДокумент37 страницMinimum Insulation Resistance Values GuideHilmy FadlyОценок пока нет
- Electrical Panel Load Calculation 22 8 12Документ33 страницыElectrical Panel Load Calculation 22 8 12vicent johnОценок пока нет
- Pharma Co ListДокумент7 страницPharma Co ListRafeek ShaikhОценок пока нет
- Home Electrical Bill / Energy Consumption / Electrical Load CalculatorДокумент21 страницаHome Electrical Bill / Energy Consumption / Electrical Load Calculatorsrabon1059Оценок пока нет
- ASME Boiler & Fuel Cell Pressure Vessel Spreadsheets-Content-J AndrewДокумент1 страницаASME Boiler & Fuel Cell Pressure Vessel Spreadsheets-Content-J AndrewRafeek ShaikhОценок пока нет
- Motor Power and TorqueДокумент4 страницыMotor Power and Torquepippo2378793Оценок пока нет
- ASME Boiler & Fuel Cell Pressure Vessel Spreadsheets-Content-J AndrewДокумент55 страницASME Boiler & Fuel Cell Pressure Vessel Spreadsheets-Content-J AndrewAravindan Ganesh KumarОценок пока нет
- Black SandДокумент4 страницыBlack SandWaDikunОценок пока нет
- Aws WJ 201203 PDFДокумент146 страницAws WJ 201203 PDFnidhinchandranvsОценок пока нет
- Cambridge IGCSE Chemistry Coursebook With CD-ROM PDFДокумент532 страницыCambridge IGCSE Chemistry Coursebook With CD-ROM PDFUyanga Natsagdorj83% (12)
- Historyofhinduch01rayp BWДокумент324 страницыHistoryofhinduch01rayp BWSathyanarayanan DОценок пока нет
- Storage Display Metalwork 2ndPP PDFДокумент29 страницStorage Display Metalwork 2ndPP PDFgmjОценок пока нет
- Corrosion Ferrous Material-BmcДокумент18 страницCorrosion Ferrous Material-Bmcsakshi soniОценок пока нет
- TDS Rust Killer 3 in 1Документ3 страницыTDS Rust Killer 3 in 1Izzuddin IbrahimОценок пока нет
- Report No 5 Determination of Empirical FormulaДокумент9 страницReport No 5 Determination of Empirical Formularodneyperu0% (1)
- 1st Quarter in ScienceДокумент2 страницы1st Quarter in ScienceApril Rose AyubanОценок пока нет
- Zirconizacion PDFДокумент7 страницZirconizacion PDFgndrx100% (1)
- Obligatory Reading 1Документ12 страницObligatory Reading 1Dani ValleroОценок пока нет
- C63000 (CDA 630) Nickel Aluminum Bronze - AMS 4640 - UNS C63000 - Aviva MetalsДокумент5 страницC63000 (CDA 630) Nickel Aluminum Bronze - AMS 4640 - UNS C63000 - Aviva MetalsCHAITANYAОценок пока нет
- Heat TransferДокумент5 страницHeat Transferjo420Оценок пока нет
- CH 3 Sci. Class 10Документ5 страницCH 3 Sci. Class 10vishwas latherОценок пока нет
- Year 8 Science Summary Notes For ReferenceДокумент15 страницYear 8 Science Summary Notes For ReferenceNurulAinMatAron71% (7)
- ChecklistДокумент6 страницChecklistSaravana Selvakumar50% (2)
- Alexander Von Suchten of Antimony VulgarДокумент13 страницAlexander Von Suchten of Antimony VulgartravellerfellowОценок пока нет
- DIN 17007-4-1963, Material Type NumberДокумент9 страницDIN 17007-4-1963, Material Type NumberLloyd R. PonceОценок пока нет
- Exposure of Metals and Alloys by Alternate Immersion in Neutral 3.5 % Sodium Chloride SolutionДокумент4 страницыExposure of Metals and Alloys by Alternate Immersion in Neutral 3.5 % Sodium Chloride SolutionTeymur RegenmaisterОценок пока нет
- Interdisciplinary Inquiry Based Lesson PlanДокумент4 страницыInterdisciplinary Inquiry Based Lesson Planapi-546882382Оценок пока нет
- 1: Bienvenido A Esta LecciónДокумент17 страниц1: Bienvenido A Esta Leccióncarlos mario pandales lopezОценок пока нет
- Glossary of Metalworking TermsДокумент73 страницыGlossary of Metalworking Termsowox91Оценок пока нет
- 1 s2.0 S092702561830034X MainДокумент8 страниц1 s2.0 S092702561830034X Mainicpsdt.cuetОценок пока нет
- Spectrolab m12 enДокумент8 страницSpectrolab m12 enBHAART PANCHAL100% (1)
- ASTM - D3359 Adherencia PDFДокумент7 страницASTM - D3359 Adherencia PDFPracticante 20% (1)
- Types of CrystalsДокумент2 страницыTypes of CrystalsMeahgan Renee FeudoОценок пока нет
- 2001 - Recent Metallic Materials For Biomedical ApplicationsДокумент10 страниц2001 - Recent Metallic Materials For Biomedical Applicationspr194537Оценок пока нет
- Kelompok 4 - Classifications of Materials - PPTДокумент15 страницKelompok 4 - Classifications of Materials - PPTAnnas HanifОценок пока нет
- Metallized Surfaces On Ceramic: Standard Specification ForДокумент3 страницыMetallized Surfaces On Ceramic: Standard Specification ForYayan RnsОценок пока нет
- Nickel-Iron-Chromium-Silicon Alloy Welded Tube: Standard Specification ForДокумент2 страницыNickel-Iron-Chromium-Silicon Alloy Welded Tube: Standard Specification ForEduardoОценок пока нет