Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- 3262 Unlocked PDFДокумент4 страницы3262 Unlocked PDFtanzil10Оценок пока нет
- 3262 Unlocked PDFДокумент4 страницы3262 Unlocked PDFtanzil10Оценок пока нет
- Material ScienceДокумент3 страницыMaterial Scienceksb9790Оценок пока нет
- Fluidtherm - Fluidized Bed Furnaces PDFДокумент6 страницFluidtherm - Fluidized Bed Furnaces PDFtanzil10Оценок пока нет
- E. G. Brush: Burn UpДокумент2 страницыE. G. Brush: Burn Uptanzil10Оценок пока нет
- Phase TransformationsДокумент356 страницPhase Transformationstanzil10Оценок пока нет
- Measuring Ultrasonic Velocity in Materials: Standard Practice ForДокумент13 страницMeasuring Ultrasonic Velocity in Materials: Standard Practice Fortanzil10Оценок пока нет
- Nickel and Its Alloys PDFДокумент162 страницыNickel and Its Alloys PDFtanzil10100% (1)
- Probe Catalog From United-NDTДокумент19 страницProbe Catalog From United-NDTtanzil10100% (1)
- ProspectusДокумент25 страницProspectustanzil10Оценок пока нет
- Color Codes SheetДокумент1 страницаColor Codes SheetQR RichardОценок пока нет
- CGE Training Guide QA/QC Greenhouse Gas InventoriesДокумент31 страницаCGE Training Guide QA/QC Greenhouse Gas InventoriestruongngvОценок пока нет
- Chapter17 Corrosion&DegradationofMaterialsДокумент84 страницыChapter17 Corrosion&DegradationofMaterialstanzil10Оценок пока нет
- Metals: Processing and Properties of Aluminum and Magnesium Based Composites Containing Amorphous Reinforcement: A ReviewДокумент20 страницMetals: Processing and Properties of Aluminum and Magnesium Based Composites Containing Amorphous Reinforcement: A Reviewtanzil10Оценок пока нет
- 2014 A Review of Shape Memory Alloy Research, ApplicationsДокумент2 страницы2014 A Review of Shape Memory Alloy Research, Applicationstanzil10Оценок пока нет
- Microhardness Testing: By: Mirza Bilal SaleemДокумент19 страницMicrohardness Testing: By: Mirza Bilal Saleemtanzil10Оценок пока нет
- Fluidiseed NitrocarburingДокумент3 страницыFluidiseed Nitrocarburingtanzil10Оценок пока нет
- Rockwell Hardness: Mirza Bilal SaleemДокумент23 страницыRockwell Hardness: Mirza Bilal Saleemtanzil10Оценок пока нет
- Facilities Audit QuestionnaireДокумент139 страницFacilities Audit QuestionnaireVidyasen100% (1)
- Primer On Heat Treating Furnaces: Box FurnaceДокумент13 страницPrimer On Heat Treating Furnaces: Box Furnacetanzil10Оценок пока нет
- Casting Defects, Causes and RemediesДокумент9 страницCasting Defects, Causes and Remediesraoz81100% (1)
- Filter NotesДокумент46 страницFilter Notestanzil10100% (1)
- Pyro MetersДокумент4 страницыPyro MetersMahesh KumarОценок пока нет
- 559 C 995 C 08 Ae 898 Ed 651 Fa 26Документ7 страниц559 C 995 C 08 Ae 898 Ed 651 Fa 26tanzil10Оценок пока нет
- Mechanical Quantities Important in Measurements With SensorsДокумент17 страницMechanical Quantities Important in Measurements With SensorsachimedesxОценок пока нет
- Iso AnnealingДокумент7 страницIso Annealinggnaniofs3960Оценок пока нет
- Review On The Methods For Measuring The Moisture Content of Green SandДокумент4 страницыReview On The Methods For Measuring The Moisture Content of Green SandkarthikkandaОценок пока нет
- Pressure Measurement UnitsДокумент22 страницыPressure Measurement Unitstanzil10Оценок пока нет
- Chapter 2 TemperatureДокумент22 страницыChapter 2 Temperaturetanzil10Оценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Aroon v. Shenoy (Auth.) - Rheology of Filled Polymer Systems-Springer Netherlands (1999)Документ483 страницыAroon v. Shenoy (Auth.) - Rheology of Filled Polymer Systems-Springer Netherlands (1999)Swetha100% (1)
- Proper Maintenance of InstrumentsДокумент92 страницыProper Maintenance of InstrumentsDimi DimoОценок пока нет
- Chapter 8 Ion Implantation - IIДокумент33 страницыChapter 8 Ion Implantation - IIkbkkrОценок пока нет
- Detailed Plan: Scale 1: 50 @A3 (Foyer Ground Block C)Документ1 страницаDetailed Plan: Scale 1: 50 @A3 (Foyer Ground Block C)Richard LeongОценок пока нет
- Is.8042.1989 White Cement SpecificationsДокумент18 страницIs.8042.1989 White Cement SpecificationsLucky KhanОценок пока нет
- Surface Repair Using Form-and-Pour Techniques: Reported by ACI Committee E 706Документ7 страницSurface Repair Using Form-and-Pour Techniques: Reported by ACI Committee E 706Carlos Gonzalez100% (1)
- Bs en 357 - 2004 Glass-Frp ClassДокумент16 страницBs en 357 - 2004 Glass-Frp ClassKwong chi hoОценок пока нет
- Catalogue Fan Coil Unit Fudfwcfwwfwefwk PDFДокумент17 страницCatalogue Fan Coil Unit Fudfwcfwwfwefwk PDFMinh Nhut LuuОценок пока нет
- Cable truss structures overviewДокумент30 страницCable truss structures overviewlarisa_bucatariuОценок пока нет
- Condenser: Lesson 3 Lesson Title: Learning Outcomes: at The End of The Lesson, Students of BTLE Will Be Able ToДокумент37 страницCondenser: Lesson 3 Lesson Title: Learning Outcomes: at The End of The Lesson, Students of BTLE Will Be Able ToAliceОценок пока нет
- Romold Domestic Grease TrapДокумент1 страницаRomold Domestic Grease Traprajkumar_chinniahОценок пока нет
- Chennai BOQДокумент8 страницChennai BOQDharmendra SharmaОценок пока нет
- Section 1: Conventional Blast Pots and SparesДокумент10 страницSection 1: Conventional Blast Pots and SparesIgor NhamanoОценок пока нет
- 52 Week PPM Planner Template-15 Jul 14Документ26 страниц52 Week PPM Planner Template-15 Jul 14safetydellОценок пока нет
- Fluid Mechanics PDFДокумент48 страницFluid Mechanics PDFrakib hasanОценок пока нет
- Aircraft Structures II LabДокумент15 страницAircraft Structures II Labproxymo10% (1)
- Astm A319.370238-1Документ2 страницыAstm A319.370238-1Fabio Augusto Hincapie Henao100% (1)
- TITUS Catalog - Grilles & RegistersДокумент16 страницTITUS Catalog - Grilles & RegistersZainul Abedin SayedОценок пока нет
- L4 BeamsДокумент10 страницL4 BeamsFairiey Izwan Azazi100% (1)
- Econax General CatalogueДокумент28 страницEconax General CataloguePRISHA A/P STEVEN MoeОценок пока нет
- Aropol LP 67400Документ2 страницыAropol LP 67400Ahmed ZamanОценок пока нет
- Architextures - Barrisol Stretch Ceilings SpecДокумент4 страницыArchitextures - Barrisol Stretch Ceilings SpecMohammed Abdul BaseerОценок пока нет
- NortonCatalog PortableBeltsДокумент2 страницыNortonCatalog PortableBeltsherysyam1980Оценок пока нет
- Nfpa 221 1997Документ9 страницNfpa 221 1997Izallmachine100% (1)
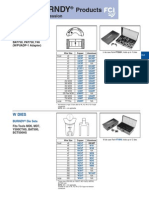
- U DiesДокумент1 страницаU DiesadrianОценок пока нет
- The Nature of MaterialsДокумент11 страницThe Nature of MaterialscdymlkОценок пока нет
- ENVIRONMENTAL CONTROL SYSTEMS (3681) Lec 2-3Документ73 страницыENVIRONMENTAL CONTROL SYSTEMS (3681) Lec 2-3shariq talatОценок пока нет
- Prestressed Concrete AdvantagesДокумент18 страницPrestressed Concrete AdvantagesLarete PaoloОценок пока нет
- Multi9 Acti9 Substitution TableДокумент530 страницMulti9 Acti9 Substitution TableKar Keong LewОценок пока нет
- Btech Acadcivil4Документ23 страницыBtech Acadcivil4Tvc TejaОценок пока нет