Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Sodium Hexameta Phosphate e CHB 038Документ1 страницаSodium Hexameta Phosphate e CHB 038Wasif KarimОценок пока нет
- Performance of Volcanic Ash and Pumice Based Blended Cement Concrete in Mixed Sulfate EnvironmentДокумент11 страницPerformance of Volcanic Ash and Pumice Based Blended Cement Concrete in Mixed Sulfate EnvironmentXtem AlbОценок пока нет
- Composite SectionsДокумент14 страницComposite Sectionsbemd_ali6990Оценок пока нет
- VSL Primary Gas StandardsДокумент59 страницVSL Primary Gas Standards分析室信箱Оценок пока нет
- Shear Friction MattockДокумент10 страницShear Friction MattockSisina Anish100% (1)
- Acumer4300technotes PDFДокумент4 страницыAcumer4300technotes PDFdalton2003Оценок пока нет
- Summer Holiday HomeworkДокумент13 страницSummer Holiday Homeworkneerajbro2679Оценок пока нет
- Cambridge Revision Topic 11.3 and 21.1 With AnswersДокумент13 страницCambridge Revision Topic 11.3 and 21.1 With AnswersMarin PesicОценок пока нет
- 5 Tower HardwareДокумент37 страниц5 Tower HardwareAhmed ElShoraОценок пока нет
- Atlas™ Power 8ton (8T), 15ton (15T) and 25ton (25T) Hydraulic Presses User ManualДокумент44 страницыAtlas™ Power 8ton (8T), 15ton (15T) and 25ton (25T) Hydraulic Presses User ManualMuhammad Talha KhanОценок пока нет
- Failure Analysis of Structural Steel Subjected To Long Term ExposureДокумент13 страницFailure Analysis of Structural Steel Subjected To Long Term ExposureDeepak wadgeОценок пока нет
- Calcium Silicate Block and Pipe Thermal Insulation: Standard Specification ForДокумент4 страницыCalcium Silicate Block and Pipe Thermal Insulation: Standard Specification ForNour MasmoudiОценок пока нет
- Linking Nature's Services To Ecosystems-Some General Ecological ConceptsДокумент20 страницLinking Nature's Services To Ecosystems-Some General Ecological ConceptsecologiafcaunlОценок пока нет
- Aakash Rank Booster Test Series For NEET Aakash Rank Booster Test Series For NEET-2020 2020Документ12 страницAakash Rank Booster Test Series For NEET Aakash Rank Booster Test Series For NEET-2020 2020VedОценок пока нет
- 1 - Introduction of EOR (TK)Документ34 страницы1 - Introduction of EOR (TK)Fathurrahman RasyidОценок пока нет
- Deflection On The Cantilever BeamДокумент11 страницDeflection On The Cantilever BeamArif AzizAnОценок пока нет
- Types of Lubricants For All MachineryДокумент3 страницыTypes of Lubricants For All MachineryLaxman Singh SankhlaОценок пока нет
- Data Sheet Acss TW Dove (Ma3)Документ1 страницаData Sheet Acss TW Dove (Ma3)kjkljkljlkjljlkОценок пока нет
- TG 25 - AapmДокумент41 страницаTG 25 - AapmglaildoОценок пока нет
- Product Manual FFETДокумент21 страницаProduct Manual FFETAan Sarkasi Amd100% (1)
- South Coast Air Quality Management District Rule 1168 Voc Limits - For Estidama Lbi2.1Документ25 страницSouth Coast Air Quality Management District Rule 1168 Voc Limits - For Estidama Lbi2.1AtiqОценок пока нет
- Resitivity LogДокумент30 страницResitivity LogMuhammad AneesОценок пока нет
- ACI 301 XdataДокумент5 страницACI 301 XdatadarebertОценок пока нет
- Cooling Tower Side Stream FiltrationДокумент5 страницCooling Tower Side Stream FiltrationChandrakant JuikarОценок пока нет
- Chandan Matty Theory CompleteДокумент199 страницChandan Matty Theory Completemir zainОценок пока нет
- Model AG168 Standard Response Upright Sprinkler (SIN AG1124)Документ4 страницыModel AG168 Standard Response Upright Sprinkler (SIN AG1124)arieОценок пока нет
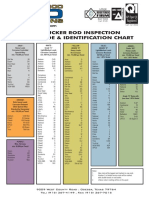
- Permian Rod Operations - Sucker Rod Identification Chart PDFДокумент1 страницаPermian Rod Operations - Sucker Rod Identification Chart PDFMinimaxou78Оценок пока нет
- Ohe Fitting GuidelineДокумент56 страницOhe Fitting Guidelinepretha56Оценок пока нет
- Is 9918 1981Документ18 страницIs 9918 1981VenkataraoNalamothuОценок пока нет
- Liquid Viscosity: 5.1. Trial ObjectivesДокумент5 страницLiquid Viscosity: 5.1. Trial ObjectivesririnОценок пока нет