Вам также может понравиться
- Numerical Problems - Casting PDFДокумент14 страницNumerical Problems - Casting PDFSubramanian Chidambaram100% (1)
- Casting tools and processes explainedДокумент9 страницCasting tools and processes explainedEswaran ManakorОценок пока нет
- Casting Technology: DC School Text BookДокумент22 страницыCasting Technology: DC School Text BookTrang Anh ToànОценок пока нет
- N0174147G Manufacturing ProcessesДокумент10 страницN0174147G Manufacturing Processesphillip chirongweОценок пока нет
- Production Conventional Question and AnswerДокумент10 страницProduction Conventional Question and AnswerRamesh ChandraОценок пока нет
- D 129 Ui 4 ß109 U 51 P 4 Ji 1591243 Uj 1 oДокумент20 страницD 129 Ui 4 ß109 U 51 P 4 Ji 1591243 Uj 1 orobert2pe10unuОценок пока нет
- Tutorial CastingДокумент4 страницыTutorial CastingFaIz FauziОценок пока нет
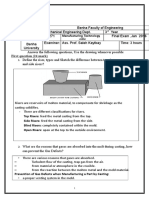
- Final-Term Examination - First Semester 2018/2019Документ3 страницыFinal-Term Examination - First Semester 2018/2019Hossam MohamedОценок пока нет
- Problems On CastingДокумент28 страницProblems On CastingShantha Kumar G C100% (2)
- Tutorial MSДокумент4 страницыTutorial MSVidhya NairОценок пока нет
- Casting AssignmentДокумент12 страницCasting AssignmentLEKA THOBEJANEОценок пока нет
- 4 Types of Engineering Materials & Their CategoriesДокумент3 страницы4 Types of Engineering Materials & Their Categoriesiyouezra100% (4)
- Final Year ProjectnewДокумент42 страницыFinal Year ProjectnewkowshikdhevОценок пока нет
- Final Exam Key answerДокумент6 страницFinal Exam Key answergirma workuОценок пока нет
- Forming Process and Numerical Simulation of Making Upset On Oil Drill PipeДокумент9 страницForming Process and Numerical Simulation of Making Upset On Oil Drill PipeBepdjОценок пока нет
- 1314sem1-Me3162 Me3162eДокумент6 страниц1314sem1-Me3162 Me3162eZheng YongjiaОценок пока нет
- Production Technology Gating System DesignДокумент35 страницProduction Technology Gating System DesignAbishek Abh100% (2)
- Potash CrystallizationДокумент14 страницPotash CrystallizationUditha Lakshan100% (1)
- Sand Casting Lab Report SummaryДокумент24 страницыSand Casting Lab Report SummaryseifelsaieОценок пока нет
- Gating System in CastingДокумент28 страницGating System in CastingPrashantParashar100% (1)
- Gating System Design for Casting Aluminium Alloy PlatesДокумент12 страницGating System Design for Casting Aluminium Alloy PlatesDiscord YtОценок пока нет
- Manufacturing TechnologyДокумент6 страницManufacturing TechnologyKarim HeshamОценок пока нет
- CH 10Документ8 страницCH 10onlydlonly100% (4)
- IES2009Objective 1Документ28 страницIES2009Objective 1Rajat GuptaОценок пока нет
- Engg Services Civil Engineering Objective Paper 1 2009 PDFДокумент28 страницEngg Services Civil Engineering Objective Paper 1 2009 PDFEnoch ArdenОценок пока нет
- Transmission Linkages: Universidad Autónoma Del Estado de México Facultad de IngenieríaДокумент19 страницTransmission Linkages: Universidad Autónoma Del Estado de México Facultad de IngenieríaPanchitou OuuОценок пока нет
- San 38Документ4 страницыSan 38Saravanan MariОценок пока нет
- Döküm Ödevi: Fundamentals of Metal CastingДокумент6 страницDöküm Ödevi: Fundamentals of Metal CastingHân NguyễnОценок пока нет
- Metal Forming Processes GuideДокумент4 страницыMetal Forming Processes GuideRenaldi Khaesar KumaraОценок пока нет
- Mech311 Midterm 2009, 2011 and 2012Документ9 страницMech311 Midterm 2009, 2011 and 2012Parvinder SinghОценок пока нет
- Ashok Leyland Placement PaperДокумент57 страницAshok Leyland Placement PaperPriyanka NegiОценок пока нет
- Die Casting CalculationДокумент4 страницыDie Casting CalculationBožidar GaćinovićОценок пока нет
- API 530 Tube Thickness Design: CV. Alpha Omega Mohammad FirmansyahДокумент3 страницыAPI 530 Tube Thickness Design: CV. Alpha Omega Mohammad FirmansyahagusnurcahyoОценок пока нет
- Concrete Lab ReportДокумент8 страницConcrete Lab ReportJun Kang100% (2)
- Unit 3 Welding Workshop: StructureДокумент14 страницUnit 3 Welding Workshop: StructureBryanMaxwellОценок пока нет
- Question Bank (PPII)Документ7 страницQuestion Bank (PPII)Udaiyar BarathadhithyaОценок пока нет
- MDPE Final TutorialДокумент4 страницыMDPE Final Tutoriallata sinsinwarОценок пока нет
- ME 481 HW #4 Die Casting vs Aluminum Solidification TimesДокумент3 страницыME 481 HW #4 Die Casting vs Aluminum Solidification TimesJoaquin UreñaОценок пока нет
- Answer of Midterm Exam 2 PDFДокумент6 страницAnswer of Midterm Exam 2 PDFFaisal Al-assafОценок пока нет
- FORGING PROCESS VARIABLESДокумент27 страницFORGING PROCESS VARIABLESThomas StanlyОценок пока нет
- Quiz 1 2.008 Design and Manufacturing II: SolutionДокумент12 страницQuiz 1 2.008 Design and Manufacturing II: SolutionLa Casita de TonyОценок пока нет
- Manufacturing Processes Exam QuestionsДокумент7 страницManufacturing Processes Exam QuestionsHaridas SridharanОценок пока нет
- Machining symbols and hardness test shapesДокумент3 страницыMachining symbols and hardness test shapesMuneeb Ur RehmanОценок пока нет
- Advanced Metal Casting ProcessesДокумент29 страницAdvanced Metal Casting ProcessesbharathvatrapuОценок пока нет
- Homework 4Документ7 страницHomework 4Alferid ShifaОценок пока нет
- NUCOR Paper-Round CasterДокумент4 страницыNUCOR Paper-Round CasterJackthejackОценок пока нет
- Design and Analysis of Riser For Sand CastingДокумент16 страницDesign and Analysis of Riser For Sand Castingrpadhra8803Оценок пока нет
- Solution: (a) N = v/πD = 70,000 mm/80 = 279 rev/minДокумент11 страницSolution: (a) N = v/πD = 70,000 mm/80 = 279 rev/minwoihoОценок пока нет
- MENG3209 - Casting Process FundamentalsДокумент2 страницыMENG3209 - Casting Process FundamentalsyoussefОценок пока нет
- Tarea 3 - Procesos de Conformado MasivoДокумент3 страницыTarea 3 - Procesos de Conformado MasivoYuliana Montserrat SanchezОценок пока нет
- Home Cmplab HTML Bbs Data Pds0085 1Документ9 страницHome Cmplab HTML Bbs Data Pds0085 1呂昕儒Оценок пока нет
- Ball Mill OptimizationДокумент82 страницыBall Mill OptimizationRashek_119588% (16)
- Extrusion Operations: ExperimentДокумент9 страницExtrusion Operations: Experimentzainikamal1975Оценок пока нет
- Advanced FunctionsДокумент8 страницAdvanced FunctionsOmarWaelОценок пока нет
- Fix IDM icon, download videos, send voice notesДокумент1 страницаFix IDM icon, download videos, send voice notesOmarWaelОценок пока нет
- Advanced FunctionsДокумент8 страницAdvanced FunctionsOmarWaelОценок пока нет
- E17 (Example)Документ11 страницE17 (Example)pardeepkumarrocksОценок пока нет
- Semilog Paper For Bode Plots Graphg1 PDFДокумент1 страницаSemilog Paper For Bode Plots Graphg1 PDFrjkadivarОценок пока нет
- Ezz Steel Inquiry MailДокумент1 страницаEzz Steel Inquiry MailOmarWaelОценок пока нет
- InducerДокумент1 страницаInducerOmarWaelОценок пока нет
- Tutorial III Root Locus DesignДокумент25 страницTutorial III Root Locus Designapi-3856083100% (3)
- Solar StillДокумент4 страницыSolar StillOmarWaelОценок пока нет
- Presentation 1Документ3 страницыPresentation 1OmarWaelОценок пока нет
- Tutorial III Root Locus DesignДокумент3 страницыTutorial III Root Locus DesignOmarWaelОценок пока нет
- Solar Collector 2Документ6 страницSolar Collector 2OmarWaelОценок пока нет
- Bending Stress and Strain FormulasДокумент3 страницыBending Stress and Strain FormulasOmarWaelОценок пока нет
- New Microsoft PowerPoint PresentationДокумент7 страницNew Microsoft PowerPoint PresentationOmarWaelОценок пока нет
- Compressible FlowДокумент26 страницCompressible FlowOmarWaelОценок пока нет
- Estimation FormДокумент1 страницаEstimation FormOmarWaelОценок пока нет
- CHAPTER ProblemsДокумент3 страницыCHAPTER ProblemsOmarWaelОценок пока нет
- Split Line Project Curve Scale (From Mold Tools)Документ1 страницаSplit Line Project Curve Scale (From Mold Tools)OmarWaelОценок пока нет
- Train Gears ExampleДокумент5 страницTrain Gears ExampleOmarWaelОценок пока нет
- Solution To HW5Документ13 страницSolution To HW5OmarWaelОценок пока нет
- Estimation Form PDFДокумент1 страницаEstimation Form PDFOmarWaelОценок пока нет
- Centrifugalpump 150225082938 Conversion Gate01Документ33 страницыCentrifugalpump 150225082938 Conversion Gate01OmarWaelОценок пока нет
- محاضرة رقم - (11) نظرية عن التروسДокумент10 страницمحاضرة رقم - (11) نظرية عن التروسOmarWaelОценок пока нет
- Solution To HW5Документ13 страницSolution To HW5OmarWaelОценок пока нет
- MovДокумент1 страницаMovOmarWaelОценок пока нет
- Spare PartsДокумент1 страницаSpare PartsOmarWaelОценок пока нет
- New Microsoft PowerPoint PresentationДокумент7 страницNew Microsoft PowerPoint PresentationOmarWaelОценок пока нет
- Chapter 2. Hydraulic PumpsДокумент44 страницыChapter 2. Hydraulic PumpsrasolisrОценок пока нет
- New Microsoft PowerPoint PresentationДокумент7 страницNew Microsoft PowerPoint PresentationOmarWaelОценок пока нет
- Fix AMD Stopped WorkingДокумент1 страницаFix AMD Stopped WorkingOmarWaelОценок пока нет
- BVM Type B Casing Tong ManualДокумент3 страницыBVM Type B Casing Tong ManualJuan Gabriel GomezОценок пока нет
- Draft SemestralWorK Aircraft2Документ7 страницDraft SemestralWorK Aircraft2Filip SkultetyОценок пока нет
- Duratone eДокумент1 страницаDuratone eandreinalicОценок пока нет
- Efectele Crizei Economice Asupra Politicilor Pietei Muncii Din RomaniaДокумент24 страницыEfectele Crizei Economice Asupra Politicilor Pietei Muncii Din Romaniacristian_incaltarauОценок пока нет
- Ed TechДокумент19 страницEd TechAlexie AlmohallasОценок пока нет
- Indian Banking SystemДокумент10 страницIndian Banking SystemSony ChandranОценок пока нет
- Unit 3: The Catering Service Industry Topic: Catering Service Concept Digest (Discussion)Документ5 страницUnit 3: The Catering Service Industry Topic: Catering Service Concept Digest (Discussion)Justin MagnanaoОценок пока нет
- 01 - Accounting For Managers PDFДокумент151 страница01 - Accounting For Managers PDFAmit Kumar PandeyОценок пока нет
- Feb 21Документ8 страницFeb 21thestudentageОценок пока нет
- Newspaper CritiqueДокумент4 страницыNewspaper CritiquebojoiОценок пока нет
- TG Comply With WP Hygiene Proc 270812 PDFДокумент224 страницыTG Comply With WP Hygiene Proc 270812 PDFEmelita MendezОценок пока нет
- Poka Yoke BДокумент31 страницаPoka Yoke BjaymuscatОценок пока нет
- Grate Inlet Skimmer Box ™ (GISB™ ) Suntree Technologies Service ManualДокумент4 страницыGrate Inlet Skimmer Box ™ (GISB™ ) Suntree Technologies Service ManualOmar Rodriguez OrtizОценок пока нет
- Importance and Behavior of Capital Project Benefits Factors in Practice: Early EvidenceДокумент13 страницImportance and Behavior of Capital Project Benefits Factors in Practice: Early EvidencevimalnandiОценок пока нет
- Martillo Komac KB1500 Parts ManualДокумент12 страницMartillo Komac KB1500 Parts ManualJOHN FRADER ARRUBLA LOPEZ100% (1)
- Money and Financial InstitutionsДокумент26 страницMoney and Financial InstitutionsSorgot Ilie-Liviu100% (1)
- Igt - Boot Os List Rev B 10-28-2015Документ5 страницIgt - Boot Os List Rev B 10-28-2015Hector VillarrealОценок пока нет
- EffectofObligations PDFДокумент0 страницEffectofObligations PDFÄnne Ü KimberlieОценок пока нет
- 244256-Exabeam Security Content in The Legacy Structure-Pdf-EnДокумент142 страницы244256-Exabeam Security Content in The Legacy Structure-Pdf-EnYoussef MohamedОценок пока нет
- Modelo de NDA (English)Документ2 страницыModelo de NDA (English)Jorge Partidas100% (3)
- 489-F Latest JudgmentДокумент15 страниц489-F Latest JudgmentMoving StepОценок пока нет
- Reinforced and Filled Poly (Phenylene Sulfide) (PPS) Injection Molding and Extrusion Materials Using ASTM MethodsДокумент6 страницReinforced and Filled Poly (Phenylene Sulfide) (PPS) Injection Molding and Extrusion Materials Using ASTM MethodsJosé Miguel Palomino GarciaОценок пока нет
- GSR Azure High Level ArchitectureДокумент4 страницыGSR Azure High Level ArchitectureCSKОценок пока нет
- Mphasis Placement PaperДокумент3 страницыMphasis Placement PapernagasaikiranОценок пока нет
- Project 863 EvidenceДокумент5 страницProject 863 EvidenceMilan TolhuisenОценок пока нет
- Portfolio Management Banking SectorДокумент133 страницыPortfolio Management Banking SectorNitinAgnihotri100% (1)
- Kinetics of Acetone Hydrogenation For Synthesis of Isopropyl Alcohol Over Cu-Al Mixed Oxide CatalystsДокумент9 страницKinetics of Acetone Hydrogenation For Synthesis of Isopropyl Alcohol Over Cu-Al Mixed Oxide Catalysts李国俊Оценок пока нет
- Section 2 in The Forest (Conservation) Act, 1980Документ1 страницаSection 2 in The Forest (Conservation) Act, 1980amit singhОценок пока нет
- ISB - PM - Week 4 - Required Assignment 4.2 - TemplateДокумент2 страницыISB - PM - Week 4 - Required Assignment 4.2 - Templatesriram marinОценок пока нет
- VVIP Circuit House achieves 5-star GRIHA ratingДокумент1 страницаVVIP Circuit House achieves 5-star GRIHA ratingmallikaОценок пока нет