Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Biofuel Review: A Study on Biofuel as a Green Energy ResourceДокумент6 страницBiofuel Review: A Study on Biofuel as a Green Energy ResourcePradip PatelОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- GPSC 202122 32Документ1 страницаGPSC 202122 32Pradip PatelОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- CNC Manual Part ProgrammeДокумент23 страницыCNC Manual Part ProgrammePradip PatelОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- Chapter 8 - Engine Lubrication & CoolingДокумент1 страницаChapter 8 - Engine Lubrication & CoolingPradip PatelОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Subject-CAM (2171903) : Online Class TestДокумент1 страницаSubject-CAM (2171903) : Online Class TestPradip PatelОценок пока нет
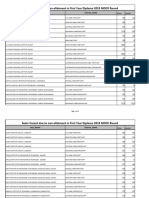
- Inst Branch Diploma Vacant PDFДокумент41 страницаInst Branch Diploma Vacant PDFPradip PatelОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Computer Aided Manufacturing: Pradip G Patel Department of Mechanical Engineering Vieat, Anita (Kim)Документ22 страницыComputer Aided Manufacturing: Pradip G Patel Department of Mechanical Engineering Vieat, Anita (Kim)Pradip PatelОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Driving License - Services - Commissionerate of Transport, Government of GujaratДокумент4 страницыDriving License - Services - Commissionerate of Transport, Government of GujaratPradip PatelОценок пока нет
- Forms - Media - Commissionerate of Transport, Government of GujaratДокумент13 страницForms - Media - Commissionerate of Transport, Government of GujaratPradip PatelОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- Gujarat Technological University: SUBJECT NAME: Computer Aided Manufacturing SUBJECT CODE: 2171903 BE Semester VIIДокумент4 страницыGujarat Technological University: SUBJECT NAME: Computer Aided Manufacturing SUBJECT CODE: 2171903 BE Semester VIIKrupal VithlaniОценок пока нет
- GTU PAPER ANALYSIS CHAPTER 4 FUELS & SUPPLY SYSTEMSДокумент1 страницаGTU PAPER ANALYSIS CHAPTER 4 FUELS & SUPPLY SYSTEMSPradip PatelОценок пока нет
- Computer-Aided Part ProgrammingДокумент10 страницComputer-Aided Part ProgrammingPradip PatelОценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Unit 3Документ9 страницUnit 3Pradip PatelОценок пока нет
- Takshay PatelДокумент2 страницыTakshay PatelPradip PatelОценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Mid Paper - CMДокумент2 страницыMid Paper - CMPradip PatelОценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Dynamics of Machinery ME 115 Group Project - Cyclist Collision ForcesДокумент10 страницDynamics of Machinery ME 115 Group Project - Cyclist Collision ForcesPradip PatelОценок пока нет
- NoticeДокумент1 страницаNoticePradip PatelОценок пока нет
- Massachusetts Institute of Technology Department of Physics Physics 8.01 Worked Example W13D1-1: U-Tube Oscillations SolutionДокумент3 страницыMassachusetts Institute of Technology Department of Physics Physics 8.01 Worked Example W13D1-1: U-Tube Oscillations SolutionkushanОценок пока нет
- GPSC Interview Questions and TipsДокумент4 страницыGPSC Interview Questions and TipsPradip PatelОценок пока нет
- IndexДокумент3 страницыIndexPradip PatelОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- EDM and Other NTMДокумент15 страницEDM and Other NTMSyed Basith MОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- Answer Key Final Advt 118 2013 14Документ5 страницAnswer Key Final Advt 118 2013 14Pradip PatelОценок пока нет
- Module-3: Advanced Material Removal Processes: Lecture No-9Документ6 страницModule-3: Advanced Material Removal Processes: Lecture No-9Pradip PatelОценок пока нет
- Final Answer Key Inspector of Motor Vehicles Class II For Automobile Engineering Mechanical Engineering English and Gujarati SubjectДокумент5 страницFinal Answer Key Inspector of Motor Vehicles Class II For Automobile Engineering Mechanical Engineering English and Gujarati SubjectPradip PatelОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Lecture1 CastingДокумент3 страницыLecture1 CastingPradip PatelОценок пока нет
- 2.61 Internal Combustion Engines: Mit OpencoursewareДокумент5 страниц2.61 Internal Combustion Engines: Mit Opencoursewaregpk21Оценок пока нет
- Final Answer Key Asstt Prof Mechanical Engineering Govt Engg College Class II Advt 48-63-2013 14 E D 08-03-2015 MAYДокумент1 страницаFinal Answer Key Asstt Prof Mechanical Engineering Govt Engg College Class II Advt 48-63-2013 14 E D 08-03-2015 MAYPradip PatelОценок пока нет
- Chap 1 InroductionДокумент6 страницChap 1 InroductionPradip PatelОценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- EBMДокумент16 страницEBMPradip PatelОценок пока нет
- Math 23 Lecture 1.5 Chain Rule and Implicit Differentiation PDFДокумент18 страницMath 23 Lecture 1.5 Chain Rule and Implicit Differentiation PDFyeahОценок пока нет
- Book F Is For Flag LessonДокумент3 страницыBook F Is For Flag Lessonapi-306779366100% (1)
- m7 ch12 Solutions FinalДокумент88 страницm7 ch12 Solutions Finalapi-272721387Оценок пока нет
- CERTДокумент19 страницCERTBernadette TaduranОценок пока нет
- Eric P. Weiler: College Address: Permanent AddressДокумент1 страницаEric P. Weiler: College Address: Permanent Addressapi-272937788Оценок пока нет
- Lesson Plan Reported SpeechДокумент7 страницLesson Plan Reported Speechaidawardhananti100% (1)
- Conic Sections Midterm Exam: Circles, Ellipses, Parabolas & HyperbolasДокумент3 страницыConic Sections Midterm Exam: Circles, Ellipses, Parabolas & HyperbolasJeffrey Robles79% (14)
- DepEd Form 138 ClassmateДокумент22 страницыDepEd Form 138 ClassmateMark Padernal100% (1)
- GeneralДокумент7 страницGeneralTahamina ArjumandОценок пока нет
- Surface AreaДокумент10 страницSurface AreaAnonymous so6ZnlKywОценок пока нет
- Memo - No.379 GSPДокумент3 страницыMemo - No.379 GSPDannet Frondozo DelmonteОценок пока нет
- Unit circle angles radian degree conversionДокумент16 страницUnit circle angles radian degree conversionCharry DawnОценок пока нет
- Name: Score: Section: Date:: RC - Al Khwarizmi International College Foundation, Inc. Science Laboratory SchoolДокумент2 страницыName: Score: Section: Date:: RC - Al Khwarizmi International College Foundation, Inc. Science Laboratory SchoolNorfaidah P. LondoОценок пока нет
- Mock 9: MATHEMATICS Compulsory Part Paper 1 Question-Answer BookДокумент18 страницMock 9: MATHEMATICS Compulsory Part Paper 1 Question-Answer BookYongcheng LiuОценок пока нет
- TransformationsДокумент58 страницTransformationsHailey DudikОценок пока нет
- Mcqueeny Aam ResumeДокумент1 страницаMcqueeny Aam Resumeapi-335069538Оценок пока нет
- MATHEMATICS QUESTION BANKДокумент15 страницMATHEMATICS QUESTION BANKSangaОценок пока нет
- 2013 Contest Final VersionДокумент38 страниц2013 Contest Final VersionQuang Đào VũОценок пока нет
- H.P. Elementary Education Code Chapter - 5 - 2012 - Teacher Awards by Vijay Kumar HeerДокумент12 страницH.P. Elementary Education Code Chapter - 5 - 2012 - Teacher Awards by Vijay Kumar HeerVIJAY KUMAR HEERОценок пока нет
- Clarissa Ronquillo Ub ResumeДокумент3 страницыClarissa Ronquillo Ub Resumeapi-290593781Оценок пока нет
- Higher Secondary Examination Maths Questions on Functions, Trigonometry, Probability and CombinatoricsДокумент2 страницыHigher Secondary Examination Maths Questions on Functions, Trigonometry, Probability and CombinatoricsamyОценок пока нет
- Measuring the Value of Pi Through Sphere VolumesДокумент33 страницыMeasuring the Value of Pi Through Sphere VolumesFrankieNgОценок пока нет
- 6 Practice SPM k2 - 2006U - 04Документ8 страниц6 Practice SPM k2 - 2006U - 04norizyОценок пока нет
- All The Ten Stories FinalДокумент56 страницAll The Ten Stories FinalKaramchedu Vignani VijayagopalОценок пока нет
- Don Jose Ynares Sr. Memorial National High School Special Education Program ServicesДокумент7 страницDon Jose Ynares Sr. Memorial National High School Special Education Program ServicesJudy Panguito AralarОценок пока нет
- Calculations Involving Compound Shapes P2Документ3 страницыCalculations Involving Compound Shapes P2Ucok PandapotanОценок пока нет
- 87 S1Документ7 страниц87 S1ParmenОценок пока нет
- Yr 8 Maths PracticeДокумент16 страницYr 8 Maths PracticeTeddy Tee100% (2)
- Grass Mann Algebra BookДокумент759 страницGrass Mann Algebra Bookwoodbrent7100% (2)
- Connolly Ryan Acit Class Rules 3 29 17 1000 PDFДокумент1 страницаConnolly Ryan Acit Class Rules 3 29 17 1000 PDFapi-356586426Оценок пока нет
- A Mathematician's Lament: How School Cheats Us Out of Our Most Fascinating and Imaginative Art FormОт EverandA Mathematician's Lament: How School Cheats Us Out of Our Most Fascinating and Imaginative Art FormРейтинг: 5 из 5 звезд5/5 (5)
- Quantum Physics: A Beginners Guide to How Quantum Physics Affects Everything around UsОт EverandQuantum Physics: A Beginners Guide to How Quantum Physics Affects Everything around UsРейтинг: 4.5 из 5 звезд4.5/5 (3)
- Mental Math Secrets - How To Be a Human CalculatorОт EverandMental Math Secrets - How To Be a Human CalculatorРейтинг: 5 из 5 звезд5/5 (3)
- Mathematical Mindsets: Unleashing Students' Potential through Creative Math, Inspiring Messages and Innovative TeachingОт EverandMathematical Mindsets: Unleashing Students' Potential through Creative Math, Inspiring Messages and Innovative TeachingРейтинг: 4.5 из 5 звезд4.5/5 (21)